
技术摘要:
本发明公开一种冲切摆盘设备和注塑加工系统。其中,冲切摆盘设备用于分离注塑件,所述注塑件包括主体部和与所述主体部相连的浇口部,所述冲切摆盘设备包括:机架;取料治具,所述取料治具可活动设置于所述机架,并可用于将所述注塑件从注塑机取出;冲切机构,所述冲切 全部
背景技术:
注塑加工过程中,注塑完成后,通常形成的注塑件包含有废料部分和成品部分,其 中废料部分是由浇流道往模具型腔注入注塑料时形成的部分,而在废料部分与成品部分之 间一般是由浇口连接,因此得到注塑成品时需要将浇口折断,以分离出注塑件的成品主体 部分。 在相关技术的分离注塑件浇口部与主体部工序中,大多依靠操作者人工将注塑件 从注塑机取出后将浇口部与主体部分离,之后再将主体部进行收集摆盘,但是这样在取出 过程中,注塑机开关门待机时间过长,导致增加注塑成型的不良率,而且人工分离摆盘的劳 动强度过大、效率低。 上述内容仅用于辅助理解本申请的技术方案,并不代表承认上述内容是现有技 术。
技术实现要素:
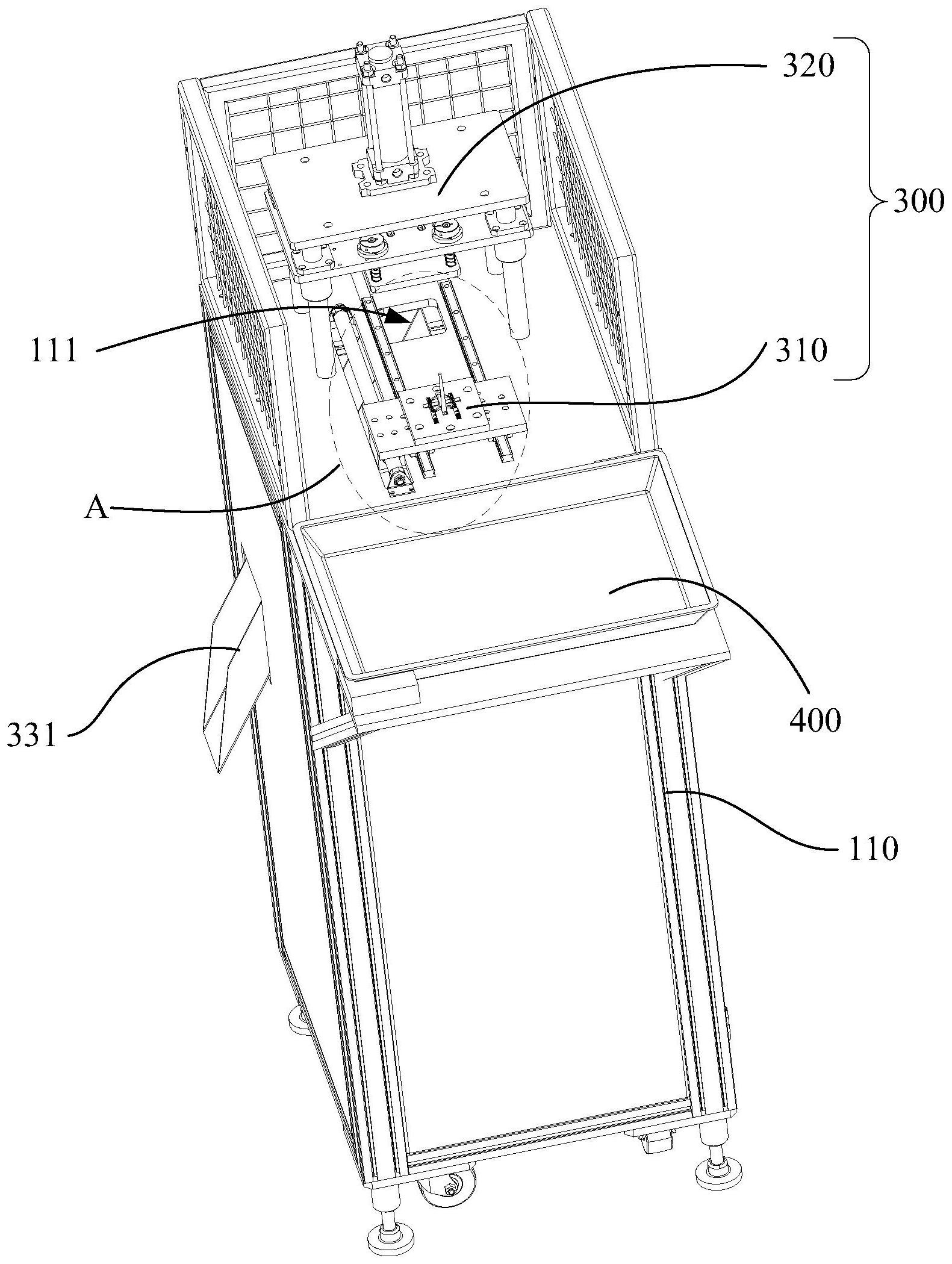
本发明的主要目的是提供一种冲切摆盘设备,旨在提高注塑成型的合格率,同时 减少操作者的劳动强度、提高生产效率。 为实现上述目的,本发明提出的冲切摆盘设备,用于分离注塑件,所述注塑件包括 主体部和与所述主体部相连的浇口部,所述冲切摆盘设备包括: 机架; 取料治具,所述取料治具可活动设置于所述机架,并可用于将所述注塑件从注塑 机取出; 冲切机构,所述冲切机构设于所述机架,并用以定位和分切所述注塑件,以使所述 注塑件的主体部与浇口部分离;以及 摆料盘,所述摆料盘设于所述机架并靠近于所述冲切机构,所述取料治具将分离 后的主体部摆放至所述摆料盘。 可选地,所述冲切机构包括定位组件和分切组件,所述定位组件可活动设置于所 述机架,以伸出或者收纳于所述分切组件的下方,所述定位组件用于接收并定位所述取料 治具移送的注塑件,以通过所述分切组件将所述主体部与所述浇口部分离。 可选地,所述定位组件包括: 定位驱动件,所述定位驱动件设于所述机架; 定位板,所述定位板开设有定位所述注塑件的定位槽,所述定位板与所述定位驱 动件传动连接,并可伸出或者收纳于所述分切组件的下方;以及 导向结构,所述导向结构包括设于所述机架的导向滑轨和设于所述定位板的导向 4 CN 111571958 A 说 明 书 2/8 页 滑块,所述导向滑块与所述导向滑轨相配合。 可选地,所述冲切机构还包括收料组件,所述收料组件包括设于所述机架的收料 板,所述机架开设有收料口,所述收料口位于所述分切组件的下方并与所述定位槽连通,以 使所述注塑件分切后的浇口部经所述收料口进入所述收料板。 可选地,所述分切组件包括: 安装架,所述安装架支撑于所述机架; 分切驱动件,安装于所述安装架远离所述机架的一端; 连接板,所述连接板传动连接于所述分切驱动件,并可通过所述分切驱动件带动 而上下运动,所述定位组件可伸出或者收纳于所述连接板的下方;以及 分切刀具,所述分切刀具连接于所述连接板背离所述分切驱动件的一侧,并用以 分切所述注塑件。 可选地,所述安装架包括第一支撑导向杆和安装板,所述第一支撑导向杆支撑于 所述机架,所述安装板连接于所述第一支撑导向杆远离所述机架的一端,所述分切驱动件 安装于所述安装板,所述第一支撑导向杆套设有导向轴承,所述连接板通过所述导向轴承 与所述第一支撑导向杆可活动套接。 可选地,所述分切组件还包括压紧结构,所述压紧结构包括: 第二支撑导向杆,所述第二支撑导向杆可活动套接于所述连接板背离所述分切驱 动件的一侧; 抵压组件,所述抵压组件连接于所述第二支撑导向杆远离所述连接板的一端,并 可与所述注塑件抵接,所述抵压组件开设有让位口,所述分切刀具可穿过所述让位口而分 切所述注塑件;以及 弹性件,所述弹性件套设于所述第二支撑导向杆,并与所述抵压组件抵接。 可选地,所述抵压组件包括过渡板和抵接块,所述过渡板连接所述第二支撑导向 杆,所述过渡板开设有所述让位口,所述弹性件抵接于所述过渡板,所述抵接块凸设于所述 过渡板背离所述第二支撑导向杆的一侧,所述抵接块凸出的高度大于所述分切刀具伸出所 述让位口的长度。 可选地,所述取料治具包括支撑板,所述支撑板与所述机架可活动连接; 所述支撑板的一侧设有取料夹指,所述取料夹指用于夹取所述注塑件的浇口部, 以将所述注塑件经注塑机移送至所述冲切机构进行分切;且/或,所述支撑板的一侧具有相 对设置的第一夹板和第二夹板,所述第一夹板与所述支撑板固定连接,所述第二夹板与所 述支撑板活动连接,所述第二夹板靠近或者远离所述第一夹板活动,以将所述注塑件分切 后的主体部移送至所述摆料盘内。 本发明还提出一种注塑加工系统,所述注塑加工系统包括如上述任一项所述的冲 切摆盘设备和位于所述冲切摆盘设备一侧的注塑机。 本发明技术方案的冲切摆盘设备,用于分离注塑件,该注塑件包括主体部和与主 体部相连的浇口部。具体在冲切摆盘过程中,先是通过活动设置于机架的取料治具将注塑 件从注塑机内取出,而后取料治具将注塑件定位于冲切机构,以利用冲切机构将注塑件的 主体部和浇口部分离,之后再通过取料治具将分离后的主体部移送至摆料盘进行摆放。上 述结构的设计,直接通过取料治具和冲切机构完成对注塑件从注塑机取出、分离和摆盘的 5 CN 111571958 A 说 明 书 3/8 页 工作过程,不再需要操作者手动取出,从而减少了注塑机开关门等待取料的时间,有效的减 少了注塑成型过程的不良率,同时降低操作者的劳动强度,提高了生产作业的效率。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以 根据这些附图示出的结构获得其他的附图。 图1为本发明冲切摆盘设备与注塑机安装的结构示意图; 图2为本发明冲切摆盘设备一实施例的部分结构示意图; 图3为图2中A处的局部放大图; 图4为本发明冲切摆盘设备部分结构示意图; 图5为图4中B处的局部放大图; 图6为本发明冲切摆盘设备中取料治具的结构示意图。 附图标号说明: 6 CN 111571958 A 说 明 书 4/8 页 本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。











