
技术摘要:
本发明公开了一种降低磁浮铁路F型轨端部扭转的生产方法,对轧制后的F型轨前腿和后腿两个区域分别采用不同的冷却强度进行冷却,开始冷却温度控制为500~560℃,前腿区域的冷却速度为2~3℃/s,冷却介质为15~22KPa的压缩空气配合20~30L/h的水量混合喷出的水雾混合气; 全部
背景技术:
磁浮铁路具有行车速度快、舒适节能、绿色环保等特点,可实现行车速度的跨越发 展,随着我国城市交通的高速发展,磁浮铁路越来越受到重视,目前已在多个城市建设及应 用。F型轨主要用于制造磁浮铁路的轨道和磁极,支撑和引导列车运行,其产品质量和尺寸 精度对列车运行平稳性和安全性有重要影响。 F型轨一般采用型钢轧机生产,由于断面形状复杂,金属量分布不均匀,在轧后自 然冷却过程中,其断面温度分布不均匀,特别是生产时,F型轨是倒扣在辊道上,通过两条腿 与辊道接触,此时前腿处于一个半封闭的空间中,这导致F型轨前腿和后腿部位的温降速度 和温度分布相差很大,内部存在很大应力,在放置一段时间后F型轨端部会发生扭转,严重 影响尺寸精度,也对车辆运行带来安全隐患。 针对目前磁浮铁路F型轨端部扭转的问题,以及随之带来的行车安全隐患,亟需一 种能降低磁浮铁路F型轨端部扭转的生产方法。
技术实现要素:
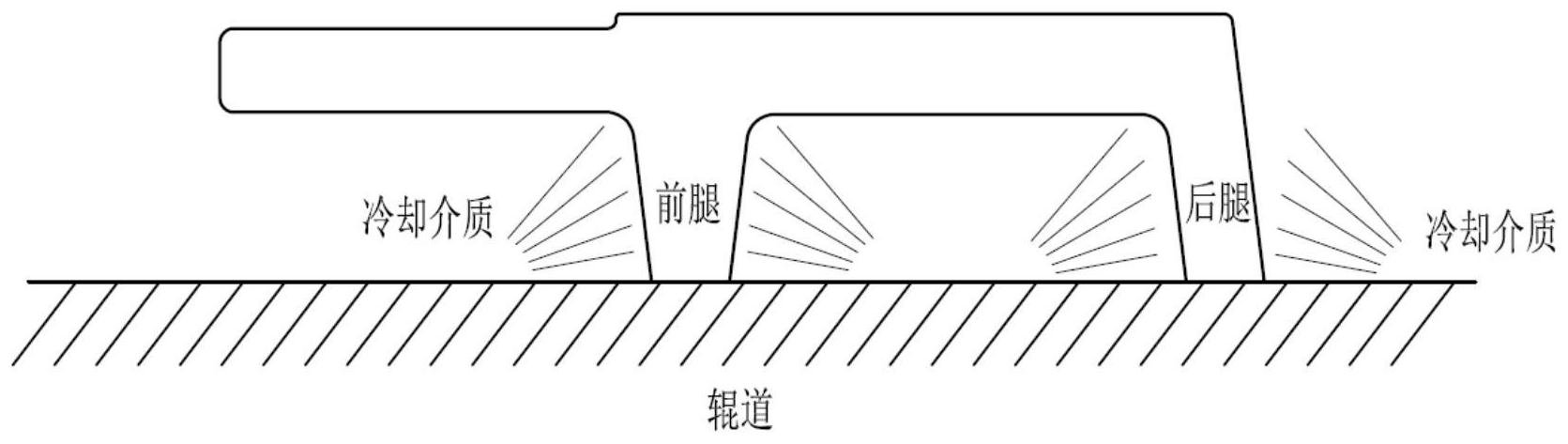
本发明针对目前磁浮铁路F型轨端部扭转的问题,提供一种能降低磁浮铁路F型轨 端部扭转的生产方法,该方法通过对轧后的F型轨的腿部位置进行控制冷却,将F型轨前腿 和后腿部位的温度差控制在一定范围,减少内部温度应力,有效降低F型轨的端部扭转,提 高尺寸精度。 本发明具体是这样实现的: 一种降低磁浮铁路F型轨端部扭转的生产方法,包括常规的铁水处理、转炉冶炼、 LF精炼、RH真空处理、连铸、铸坯加热、轧制、精整等工序,本发明的核心在于:对轧制后的F 型轨前腿和后腿两个区域分别采用不同的冷却强度进行冷却,开始冷却温度控制为500~ 560℃,前腿区域的冷却速度为2~3℃/s,冷却介质为15~22KPa的压缩空气配合20~30L/h 的水量混合喷出的水雾混合气;后腿区域的冷却速度为1.2~1 .8℃/s,冷却介质为9~ 15KPa的压缩空气配合16~24L/h的水量混合喷出的水雾混合气。 更进一步的方案是: 所述的开始冷却温度是指F型轨前腿区域的表面温度,控制为520~540℃,前腿区 域的冷却介质强度为18~20KPa的压缩空气配合23~28L/h的水量混合喷出的水雾混合气; 后腿区域的冷却介质强度为10~13KPa的压缩空气配合18~22L/h的水量混合喷出的水雾 混合气。 更进一步的方案是: 所述冷却为循环周期式冷却,即冷却7~10s后,停止4~6s,此为一个冷却周期,通 3 CN 111575463 A 说 明 书 2/4 页 过不断的循环此冷却周期,直到将前腿区域温度冷却到停止冷却温度,即停止冷却,随后空 冷至室温。 更进一步的方案是: 所述停止冷却温度,是指F型轨前腿区域的表面温度在80℃以下。 更进一步的方案是: 停止冷却时,后腿区域的表面温度应控制比前腿区域表面温度高50~80℃。 更进一步的方案是: 冷却区域沿纵向方向分布在整根F型轨上,其中,F型轨两端5m范围内采用所述冷 却强度,F型轨中间段冷却强度整体比端部高10%~30%。 更进一步的方案是: 本发明的方法可以用于任何常规成分的F型轨,降低F型轨端部扭转值。 同时,发明人经过研究发现,特定成分的F型轨能够具有相对于其他化学成分的F 型轨更低的端部扭转值,且更适于本发明的方法。 这种特定成分的F型轨,包括如下重量百分比的组分:0.03~0.08%的C、0.20~ 0.26%的Si、0.9~1.3%的Mn、0.1~0.2%的Cr、0.015~0.030%的Nb,≤0.020%的P、≤ 0.020%的S,其余为Fe和不可避免的杂质。 本发明中,F型轨的冶炼和浇铸过程没有特别的限定,按照常规的冶炼和浇铸方法 进行即可,工序包括转炉冶炼、LF精炼、RH真空处理、连铸。其中,浇铸过程应在全程保护下 进行,防止与空气接触,同时浇铸成的钢坯应进行缓冷处理,禁止淋雨雪。 本发明中,F型轨的铸坯加热、轧制和矫直过程没有特别的限定,按照常规的加热 和轧制方法进行即可。例如,采用步进梁加热炉进行铸坯加热,并进行保温处理,保温时间 150~260min,开轧温度1080~1150℃,终轧温度840~880℃,采用平立复合矫直工艺,矫直 温度应≤80℃。 本发明的原理如下: 对轧制后的F型轨前腿和后腿两个区域分别采用不同的冷却强度进行冷却,加速 冷却的原因是因为在自然温降过程中,F型轨前腿和后腿部位的金属量不均匀,温降速度不 一致,前腿金属量多,位于断面中间部位,散热条件差,冷速较慢,而后腿金属量少,同时在 边部,冷速相对较快,会造成较大的温差,当后腿冷却至室温时,前腿温度还较高,继续冷却 时,因为热胀冷缩会导致F型轨后腿向中心发生扭转,即使通过矫直消除,但是会因为金属 变形产生较大内应力,放置一段时间应力释放后,仍会产生扭转。加剧端部扭转。通过加速 冷却,可以缩短F型轨轧后降低至室温的时间,减小内部温度应力,同时对前腿和后腿两个 区域分别采用不同的冷却强度进行冷却,可以更好地控制腿部位置的温差。开始冷却温度 控制为500~560℃,是因为要确保F型轨的组织和性能,要在珠光体相变完成后再加速冷 却,通过成分设计和相变动力学研究,560℃以下时,可确保F型轨已完成珠光体相变,同时 开冷温度不能太低,以免加大断面温差,因此将开冷温度设置在500~560℃。 本发明采用循环周期冷却,是因为在水雾冷却下,表面散热快,金属心部还具有较 大的热容量,会持续向外进行热传导,停止冷却4~6s,这是为了让心部温度能充分向外传 递,使腿部截面的表层和内部温度更加均匀,减小温度梯度,同时也可以促进之前形成的温 度内应力的放散。停止冷却时,后腿区域表面温度应控制比前腿区域表面温度高50~80℃。 4 CN 111575463 A 说 明 书 3/4 页 这是因为在轧制过程中,因为F型轨特殊的断面形状,在后腿部位会存在较大的拉应力,将 后腿温度控制比前腿高,可以使得冷却收缩时,后腿向内侧偏转,通过矫直变得平直后,此 时会产生一定的压应力,可以抵消一部分在轧制过程中产生的拉应力,整体上降低F型轨残 余应力。 本发明中,冷却区域沿纵向方向分布在整根F型轨上,其中,F型轨两端5m范围内采 用上述冷却强度,中间段冷却强度整体比端部高10%~30%。因为实际生产中,F型轨两端 整体温降要高于中间段,所以为了保证F型轨沿纵向的温度梯度均匀,将中间段冷却强度设 置比端部稍高。 本发明提供的一种降低磁浮铁路F型轨端部扭转的生产方法,该方法通过对轧后 的F型轨的腿部位置进行控制冷却,将F型轨前腿和后腿部位的温度差控制在一定范围,减 少内部温度应力,有效降低F型轨的端部扭转,提高尺寸精度和使用性能,该生产方法简单, 可操作性强,易于推广应用。 附图说明 图1为F型轨断面加速冷却示意图; 图2为F型轨端部扭转值测量示意图。











