
技术摘要:
本发明涉及自动化造型合型技术领域,且公开了一种砂型自动定位机构,包括放置台以及设置在放置台表面的砂芯本体,放置台的上表面四周边缘分别设有第一挡板、第二挡板、第三挡板和第四挡板,第一挡板和第二挡板均固定设置于放置台的上表面,第三挡板和第四挡板均可移动 全部
背景技术:
现行的自动化造型造芯工艺流程大多采用冷芯盒射芯,制造出铸件外模砂型和内 腔砂芯,然后进行下芯、組芯、合型,浇注。整个过程采用机器人制芯、取芯、刷涂料和合型, 辅以人工组小芯并射钉固定,然后机器人进行主体芯下芯和上下外模合型。使用一套合型 机器人系统,将下型抓取到合型胎具上,然后抓取主体芯组到下型型腔里,最后将上型合到 下型上,完成上型和下型的合型,机械手将型组放到空沙箱里,填砂设备自动填入干砂,等 待浇注。 其中专利号为CN106862493B,公开了一种砂型自动定位装置及其定位方法,该装 置包括支撑架和位于支撑架上方用于放置砂芯的载物台,所述载物台的前端和左端设有挡 板,载物台的后端和右端设有推动装置,所述挡板上设有压力传感器,推动装置的推杆推动 砂芯触碰压力传感器后停止运动或缩回,完成砂芯定位。本发明的有益效果是:能够对砂型 准确定位,避免了合型前人工消除砂型位置的误差,降低了人工劳动量,能够消除合型前的 各流程误差积累,避免机器人在夹持砂型时因位置不准确,提高配合精度,从而有效解决了 铸造过程中飞边、毛刺、偏芯、缺肉、跑火等问题,并且该定位装置适合不同形状、不同大小 的砂型定位,灵活性较高。 但是在该方案中需要采用两个推动装置将才能够推动砂芯移动并完成定位,定位 效果不佳。为此,本发明提出了一种砂型自动定位机构结构。
技术实现要素:
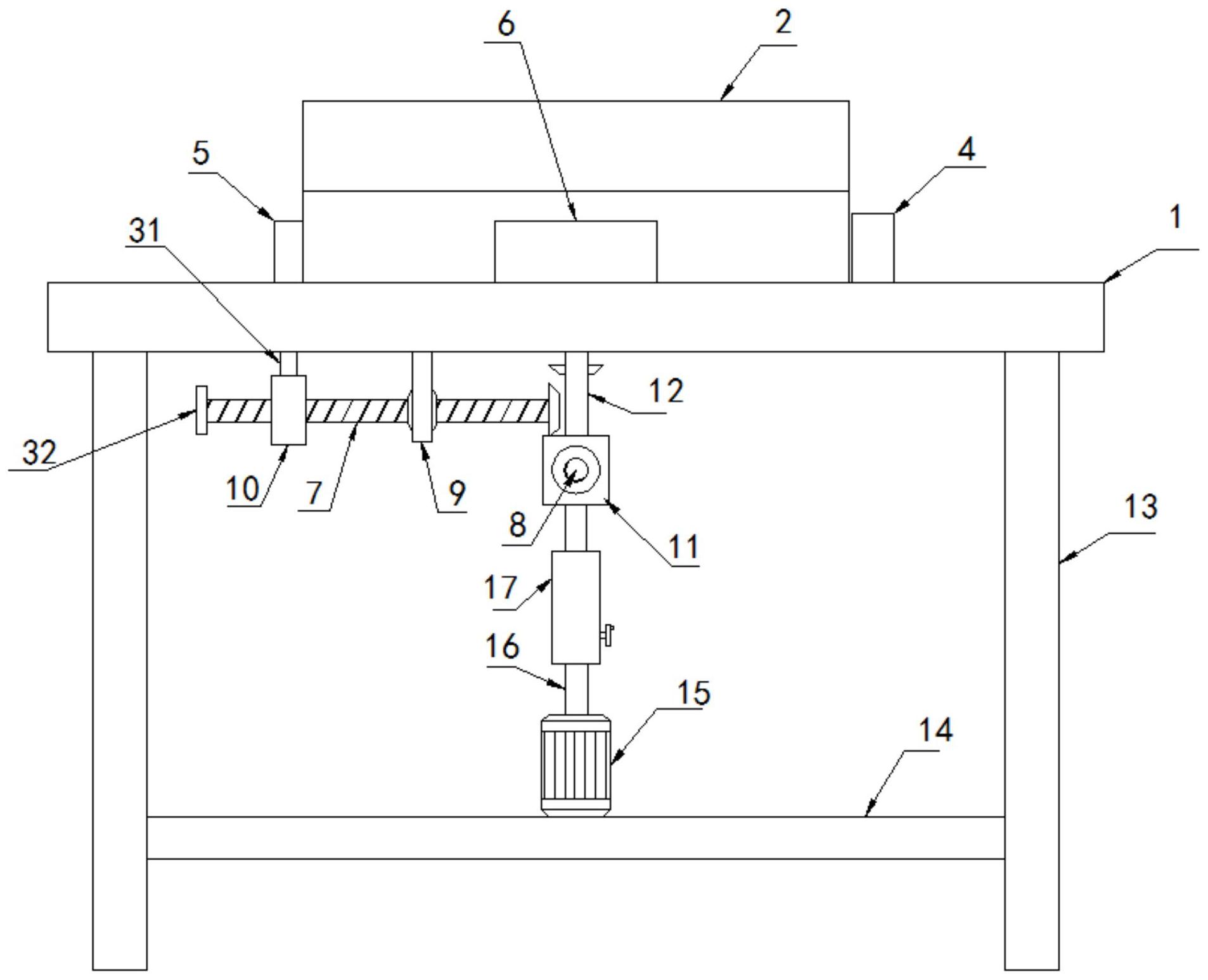
(一)解决的技术问题 针对现有技术的不足,本发明提供了一种砂型自动定位机构,定位精度高,且无需采用 两个推动装置,解决了目前的技术方案中需要采用两个推动装置将才能够推动砂芯移动并 完成定位,定位效果不佳的问题。 (二)技术方案 为实现上述的目的,本发明提供如下技术方案:一种砂型自动定位机构,包括放置台以 及设置在放置台表面的砂芯本体,所述放置台的上表面四周边缘分别设有第一挡板、第二 挡板、第三挡板和第四挡板,所述第一挡板和第二挡板均固定设置于放置台的上表面,所述 第三挡板和第四挡板均可移动设置于放置台的上表面,所述放置台的下表面四角处均固定 设有支撑杆,所述放置台的下方设有横向设置的第一丝杆和纵向设置的第二丝杆,所述第 一丝杆和第二丝杆的杆壁均通过第一滚动轴承转动设置有固定块,两个所述固定块均固定 设置于所述放置台的下表面,所述第一丝杆和第二丝杆呈相对设置,所述第一丝杆和第二 丝杆相对的一端分别固定设有第一锥齿轮和第二锥齿轮,所述第一丝杆和第二丝杆的杆壁 分别螺纹设置有第一移动块和第二移动块,所述第一移动块和第二移动块的上侧均固定设 3 CN 111590030 A 说 明 书 2/4 页 有第一连接杆和第二连接杆,所述放置台的上表面分别开设第一条形孔和第二条形孔,所 述第一连接杆和第二连接杆的上端分别穿过所述第一条形孔和第二条形孔的内部并分别 与第三挡板和第四挡板的下侧固定连接,四个所述支撑杆的杆壁之间共同固定设有支撑 板,所述支撑板的上表面固定设有电机,所述电机的输出端通过联轴器固定设有第一转轴, 所述第一转轴的上端固定设有套筒,所述套筒的内部滑动设有第二转轴,所述第二转轴的 上端延伸至所述套筒的外部并固定设有第三锥齿轮和第四锥齿轮,所述第一锥齿轮可与第 四锥齿轮啮合设置,所述第二锥齿轮可与第三锥齿轮啮合设置,所述套筒的内部设有用于 对所述第二转轴调节的调节机构。 优选的,所述调节机构包括第三丝杆、第五锥齿轮、第六锥齿轮和旋转杆,所述第 三丝杆呈位于套筒的内部,所述套筒的筒底处嵌设有第二滚动轴承,所述第三丝杆的下端 通过第二滚动轴承与套筒的筒底处转动连接,所述第二转轴的下端开设有与第三丝杆相配 合的螺纹孔,所述套筒的筒壁嵌设有第三滚动轴承,所述旋转杆的杆壁第三滚动轴承转动 设置于套筒的筒壁上,所述旋转杆的一端延伸至套筒的内部并与第五锥齿轮固定连接,所 述旋转杆的另一端延伸至套筒的外部,所述第六锥齿轮固定设置于第三丝杆的杆壁下侧, 所述第五锥齿轮和第六锥齿轮啮合设置。 优选的,所述第二转轴的轴壁下侧固定设有两个限位滑块,两个所述限位滑块呈 对称固定设置,所述套筒的内侧壁开设有与两个所述限位滑块相配合的限位滑槽。 优选的,所述旋转杆位于所述套筒外部的一端固定设有转柄。 优选的,所述第一连接杆和第二连接杆的杆壁分别与第一条形孔和第二条形孔的 内壁滑动连接。 优选的,所述第一丝杆远离第一锥齿轮的一端以及第二丝杆远离第二锥齿轮的一 端均固定设有限位挡块。 (三)有益效果 与现有技术相比,本发明提供了一种砂型自动定位机构,具备以下有益效果: 1、该砂型自动定位机构,通过设有的第一挡板、第二挡板、第三挡板、第四挡板、第一丝 杆、第二丝杆、固定块、第一移动块、第二移动块、第二连接杆、支撑杆、支撑板、电机、第一转 轴、套筒、第二转轴、第一锥齿轮、第二锥齿轮、第三锥齿轮、第四锥齿轮、第三丝杆、旋转杆、 第五锥齿轮、第六锥齿轮、转柄、限位滑块、第一条形孔、第二条形孔和第一连接杆,打开电 机15工作,电机15能够带动第一转轴16旋转,第一转轴16通过套筒17能够带动第二转轴18 旋转,第二转轴18能够带动第四锥齿轮22旋转,第四锥齿轮22能够带动第一锥齿轮19旋转, 从而能够带动第一丝杆7旋转,第一丝杆7带动第一移动块10并通过第一连接杆31推动第三 挡板4移动,从而使得砂芯本体2向右移动,然后工作人员转动转柄27使得旋转杆24带动第 五锥齿轮25旋转,第五锥齿轮25带动第六锥齿轮26旋转,使得第三丝杆23旋转并将第二转 轴18向上推起,使得第三锥齿轮21带动第二锥齿轮20旋转,从而使得第二丝杆8旋转使得第 四挡板6推动砂芯本体2纵向移动,进而完成了对砂芯本体2的精确定位。 附图说明 图1为本发明提出的一种砂型自动定位机构结构的正视图; 图2为本发明提出的一种砂型自动定位机构结构的结构示意图; 4 CN 111590030 A 说 明 书 3/4 页 图3为图2中局部A部分的结构放大图; 图4为图1中放置台的俯视结构示意图。 图中:1放置台、2砂芯本体、3第一挡板、4第二挡板、5第三挡板、6第四挡板、7第一 丝杆、8第二丝杆、9固定块、10第一移动块、11第二移动块、12第二连接杆、13支撑杆、14支撑 板、15电机、16第一转轴、17套筒、18第二转轴、19第一锥齿轮、20第二锥齿轮、21第三锥齿 轮、22第四锥齿轮、23第三丝杆、24旋转杆、25第五锥齿轮、26第六锥齿轮、27转柄、28限位滑 块、29第一条形孔、30第二条形孔、31第一连接杆、32限位挡块。











