
技术摘要:
本发明的技术方案是这样实现的:‑种无人机用电机转子的生产工艺,包括如下步骤:对转子轴坯料车削加工成型,并且通过电熔炉进行热处理;并且在表面涂漆备用;将转子片冲压成转子片组备用;将转子片组和转子轴通过冲压机和冲压模具的配合冲压成型;对转子的转子轴直线 全部
背景技术:
电机(英文:Electric machinery,俗称“马达”)是指依据电磁感应定律实现电能 转换或传递的一种电磁装置。 电机在电路中是用字母M(旧标准用D)表示,它的主要作用是产生驱动转矩,作为 用电器或各种机械的动力源,发电机在电路中用字母G表示,它的主要作用是利用机械能转 化为电能。 电磁式直流电机在无人机上被广泛使用;电磁式直流电动机由定子磁极、转子(电 枢)、换向器(俗称整流子)、电刷、机壳、轴承等构成;现阶段的转子为了,避免电磁感应产生 的轴流电,会在电机轴的外表面涂覆有一层、甚至多层绝缘漆,以此防止使用时产生轴流 电,导致电机烧毁等现象;并且现阶段的转子的常规生产工艺是将电机轴转子轴直接通过 传统的凹孔模具进行手动冲压,这样的方式生产效率低、自动化程度低,并且容易出现倾斜 的现象,导致电机轴外壁的绝缘漆磨损,对电机的性能产生不良的影响。
技术实现要素:
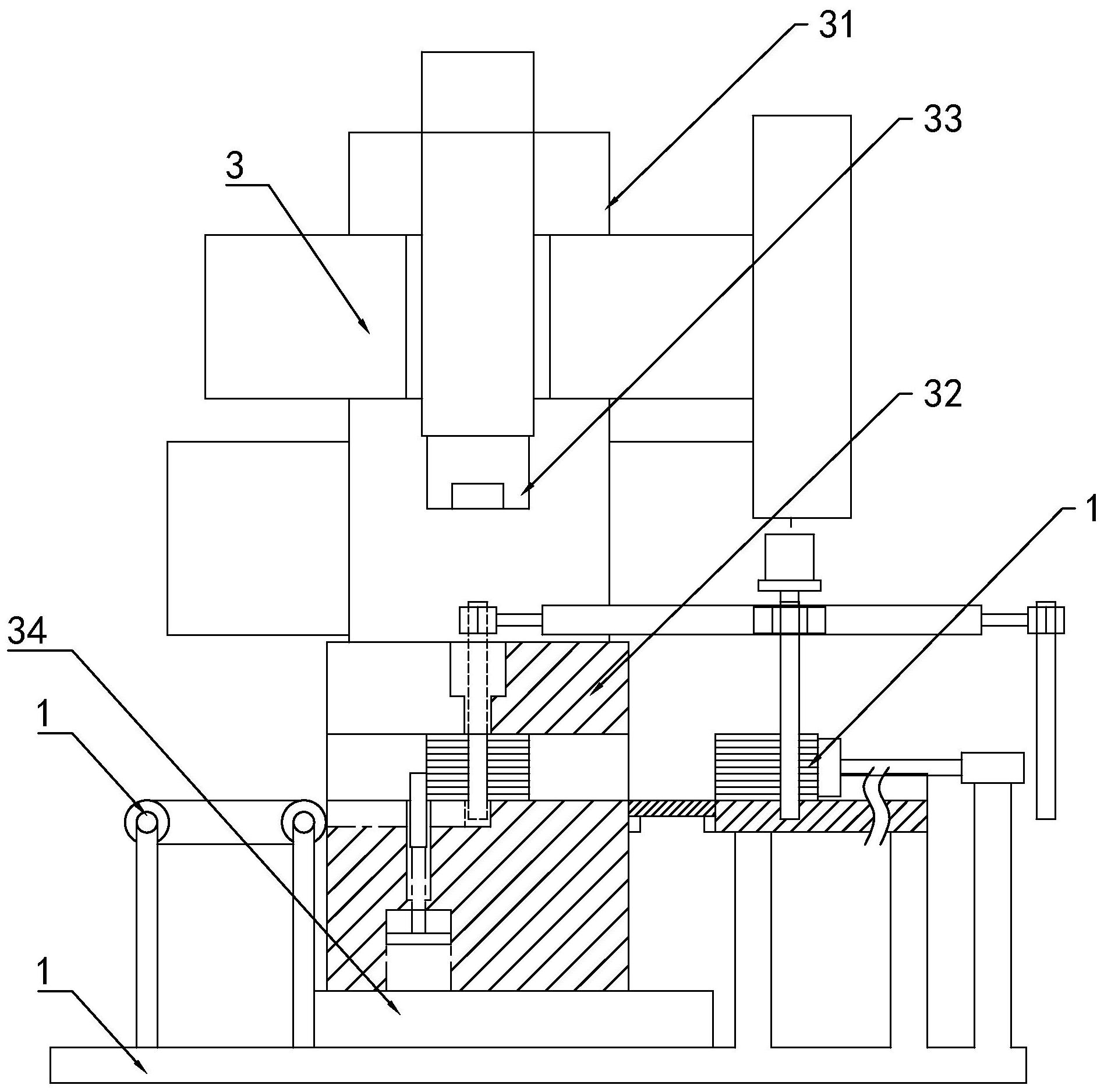
针对现有技术存在的不足,本发明的目的在于提供一种自动化程度高、生产效率 高的无人机用电机转子的生产工艺及其生产设备。 本发明的技术方案是这样实现的:一种无人机用电机转子的生产工艺,包括如下 步骤: S1:对转子轴坯料车削加工成型,并且通过电熔炉进行热处理;并且在表面涂漆备 用; S2:将转子片冲压成转子片组备用; S3:将转子片组和转子轴通过冲压机和冲压模具的配合冲压成型; S4:对转子的转子轴直线度进行测试,测试无误出厂。 优选为:步骤S3,对转轴片组和转子轴进行冲压前,对转子轴进行浸油处理。 与现有技术相比较,本发明公开的方法带来的有益效果为:本生产工艺操作简单, 对于工作人员的技术要求较低,适合较多的工作群体;生产效率高,生产出的电机转子的质 量好,通过转子轴进行浸油处理,用于冲压的转子轴上有油进行润滑后,表面的绝缘漆层不 易磨损,避免以此避免出现成品电机转轴漏电问题。 此外,本发明还公开了一种无人机用电机转子的生产设备,根据生产工艺依次包 括与车削装置、电阻炉、冲压装置以及直线度测试装置;所述车削装置为CJK6130数控车床; 所述电阻炉为ZXRJ-2-75井式电阻炉。 优选为:所述冲压装置包括机架、PLC控制单元、送料单元、冲压单元以及出料单 4 CN 111555566 A 说 明 书 2/6 页 元; 所述PLC控制单元、冲压单元、送料单元以及出料单元均安装在机架上;冲压单元、 送料单元、出料单元均与PLC系统电连接;所述出料单元为传送带。 优选为:所述冲压单元包括冲压机和冲压模具;所述冲压机包括冲压机本体、纵向 往复安装在冲压机本体上的冲压头以及设置在冲压头下方的工作台,所述冲压模具安装所 述工作台上, 所述冲压模具包括设置在工作台上的下模和上模; 所述下模包括圆形底座;所述圆形底座上端面开设有两端贯穿圆形底座外壁的转 子片组安装槽;转子片组安装槽底面的中心开设有与转子轴适配的纵向盲孔;所述转子片 组安装槽输出侧的底部开设有弧形凹槽;该弧形凹槽内纵向滑动设置有弧形挡板;该弧形 挡板通过安装在下模底部的工作台上的纵向驱动气缸驱动; 所述上模包括安装在圆形底座上的上圆柱体;所述上圆柱体中部开设有纵向贯穿 的中心孔;该中心孔与纵向盲孔等径且同心;所述上圆柱体的上端面开设有经过中心孔的 圆弧形通道;该圆弧形通道的两端穿出上圆柱体的外壁;所述上圆柱体和圆形底座的侧壁 上均开设有出料通道。 优选为:所述送料单元包括转子片组送料模块和转轴送料模块; 优选为:所述转子片组送料模块包括送料平台、横向驱动气缸以及用于推动转子 片组的推送板;所述送料平台安装在机架上,两侧通过安装送料挡板,中间形成送料通道; 所述横向驱动气缸安装机架上,且输出端穿过送料通道朝向冲压模具;所述推送板安装在 所横向驱动气缸的输出端;且推送板的推送面设置成与转子片子适配的弧面;所述推送板 上安装有与plc系统电连接的位移传感器。 需要说明的是,通过横向驱动气缸与弧形挡板的配合可以将待冲压的转子片组进 行挤压固定,以防转子片组出现移动、晃动的现象,以此保证冲压的质量;另外通过在推送 板上设置有位移传感器,这样的方式可以根据转子片组的尺寸,结合PLC控制程序控制推送 板的行程,确保转子片组加紧的前提下,不会夹损转子片组;避免因转子片组挤压变形而造 成的转子质量问题。 优选为:所述转轴送料模块包括与PLC系统电连接的伺服电机、送料转盘以及用于 运送转子轴的若干转轴夹具;所述伺服电机通过安装架安装在机架上,其输出端朝下;所述 送料转盘的中部通过连接部安装在伺服电机的输出端上;所述转轴夹具沿送料转盘周向均 匀安装; 所述转轴夹具位于冲压头与上模之间,且其转动轨迹与圆弧形通道在水平面上重 合。 优选为:所述转子夹具包括相互对称设置的上半抱箍片与下半抱箍片、连接螺栓、 弹簧、磁吸块以及电磁铁; 所述上半抱箍片两端均固定设有第一安装耳;所述下半抱箍片两端均固定设有第 二安装耳;所述第一安装耳和第二安装耳上均开设有通孔;所述连接螺栓穿过该通孔用于 连接第一安装耳和第二安装耳;所述弹簧套设在第一安装耳和第二安装耳之间的连接螺栓 上;所述第一安装耳上安装有所述磁吸块;所述电磁铁安装在所述第二安装耳上;且该第二 安装耳上开设有供所述电磁铁的铁芯通过的安装槽;所述第二安装耳通过连接柱与送料转 5 CN 111555566 A 说 明 书 3/6 页 盘固定连接。 其中,通过弹簧、磁吸块以及电磁铁的配合,可以在冲压过程中起到稳定转子轴, 方便转子轴倾斜的效果,并且轴夹具位于冲压头与上模之间,且其转动轨迹与圆弧形通道 在水平面上重合可以防止转轴与上模的中心孔偏心的现象,进一步防止转子轴磨损和偏心 的现象,提高成品转子的质量; 具体是:待冲压安装的转子轴(转子轴预先在油箱中浸油处理)通过机械手定时运 输到夹具上后,PLC控制系统控制电磁铁周期性通断电,轴通过机械手定时运输到夹具上的 转子轴被夹紧,伺服电机受PLC系统控制转动,此时,夹具上的转子轴经过圆弧形通道转动 到上模的中心孔正上方,PLC控制系统控制模的中心孔正上方的夹具上的电磁铁断电,第一 安装耳在弹簧的弹力作用下,与第二安装耳的距离变大(恰好可供转子轴在自身重力作用 下下滑),转子轴下滑一端径向进入中心孔,然后被冲压头进行冲压;此时第一安装耳和第 二安装耳对被冲压的转子轴起到防止倾斜的稳定作用。 需要说明的是,冲压头的行程受限制,不会与夹具相接触。 优选为:所述直线度测试装置包括底座、测量表以及安装在底座上表面两侧的第 一夹紧座和第二夹紧座;所述测量表上安装有测量头,测量表竖向安装在底座上且测量头 朝上;所述第一夹紧座内侧安装有顶尖,第二夹紧座上安装有套管,所述套管内贯穿设置有 活动顶杆,朝向所述顶尖一侧的所述活动顶杆端部上设置有定位头;所述活动顶杆中间设 置有环形凸块;该环形凸块位于所述定位头和所述套管端部之间,所述环形凸块与第二夹 紧座之间的活动顶杆上套装有复位弹簧。 本发明的有益效果是: 1、通过成套设置的运输单元和冲压单元可以有效的实现自动化生产的目的;有效 的提高生产效率和自动化程度, 另外,通过这样的设置可以进行冲压加工的转子质量较好,转子轴不会受磨损。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可 以根据这些附图获得其他的附图。 图1为本发明具体实施例的结构示意图; 图2为冲压模具的结构示意图; 图3为下模的俯视图; 图4为上模的俯视图; 图5为送料单元的整体结构示意图; 图6为转子片组送料模块的结构示意图 图7为转轴送料模块的结构示意图; 图8为转轴送料模块的俯视图; 图9为送料夹具的结构示意图; 图10为直线度测试装置的结构示意图。 6 CN 111555566 A 说 明 书 4/6 页











