
技术摘要:
本发明提供了一种稀土钢冶炼方法,通过严控稀土加入前各工序的操作参数,顶渣成分和钢液中的氧、硫含量,为稀土金属的加入提供一个良好的条件。对使用稀土金属的纯度、粒度和加入时的包装容器进行严格控制,以保证稀土的收得率和在钢中的均匀分布。同时保证加入的稀土 全部
背景技术:
稀土作为我国的特色资源,广泛应用于工业和科技领域。我国在60年代就开展了 稀土在钢中的应用研究,由于稀土具有4f电子层,其能、价态具有可变性,使得稀土具有极 强的化学活性,它“几乎是唯一”能与钢中O、S、As、Sb、Pb等有害杂质化合的元素。稀土氧化 生产氧化物的标准生成自由能很低,是最强、最有效的脱氧剂。因而,稀土在钢中能够显著 净化钢水、变性夹杂物、改善组织、提升性能,改善钢的塑性、低温冲击性能、疲劳寿命以及 耐热、耐磨等特性。 但稀土极强的化学活性也限制了稀土在连铸工艺中的工业化应用,其在连铸工艺 中的应用主要受到“加入方式”和“连铸堵水口”两大因素的限制。稀土加入方式决定稀土能 否在钢中发挥作用的关键因素,加入方式不当,易造成稀土收得率偏低、成分分布不均、连 铸堵水口等问题;目前部分钢厂采用的加入方式:中包喂丝、结晶器喂丝、钢包喷粉、钢包吊 块,这些方法或工艺复杂、或污染环境、或效率低,也不能有效解决收得率不稳定、成分不均 的问题,未能有效实现连铸工艺生产的工业化。
技术实现要素:
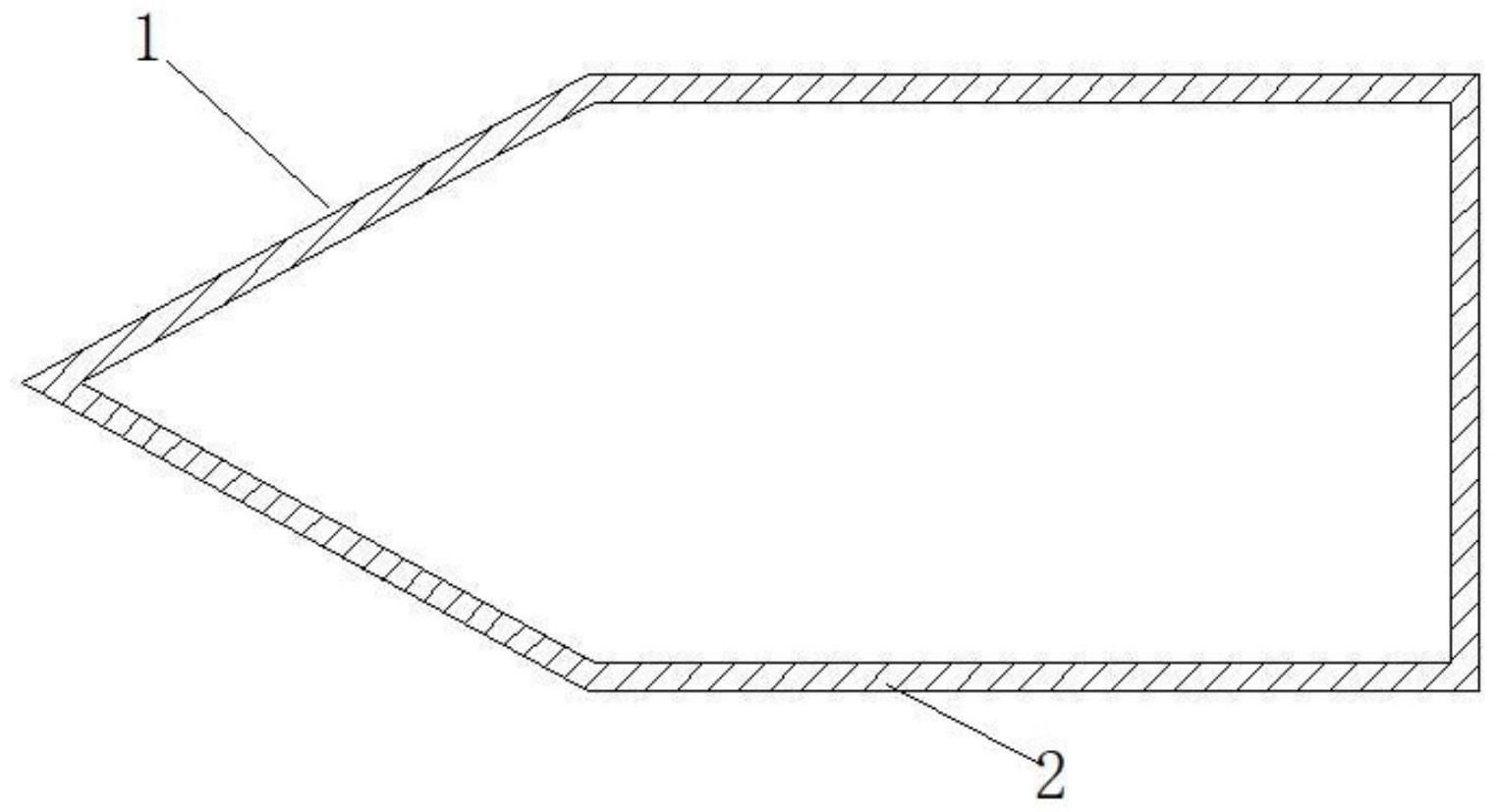
为解决上述技术问题,本发明的目的在于提供一种稀土钢冶炼方法,能够实现稀 土钢连铸工艺工业化生产,方法简单、有效。 本发明具体技术方案如下: 一种稀土钢冶炼方法,包括以下工艺流程: 转炉—LF精炼—RH真空处理—喂钙线—加入稀土金属—软吹—连铸。 进一步的,冶炼所采用的钢包距离上次使用后的时间≤60分钟,以减少钢水的温 降,有利于冶炼过程的控制。 所述转炉,转炉出钢1/4-1/3时随钢流加石灰2.50-3 .00kg/吨钢和萤石0.50- 0.70kg/吨钢进行渣洗,利于钢水的脱硫、去除夹杂物和LF工序的快速造渣。出钢1/3-1/2 时,先加入铝块1.50-2.00kg/吨钢,然后加入其它所需合金。 转炉工艺结束后控制钢中的Als:0.020-0.035%; 所述LF精炼,钢包到LF工位后,LF炉通电化渣8-10分钟,然后加入石灰7 .00- 7.50kg/吨钢,精炼渣4.50-5.00kg/吨钢,萤石0.0-1.0kg/吨钢和铝粒0.20-0.40kg/吨钢, 造白渣,以保证钢水的脱氧、脱硫和吸附夹杂物。渣中的元素控制如下:CaO:54 .00- 56 .00%、Al2O3:25.00-28 .00%、SiO2:5.00%-8 .00%、MgO:7.00-10 .00%,FeO MnO≤ 0.80%; 进一步的,白渣保持时间10-12分钟,以保证钢水的脱氧、脱硫。 进一步的,渣料在LF精炼的前15分钟要添加完毕,LF精炼后期严禁补加渣料、合 3 CN 111593252 A 说 明 书 2/7 页 金。 LF精炼结束,钢水中游离氧含量≤2.5ppm,硫含量≤25ppm。 进一步所述石灰含有以下质量百分比成分:CaO:91 .00-93 .00%,MgO:3 .50- 5.00%,SiO2:0.30-0.70%,S≤0.01%,Na(OH):≤1.50%,灰分:余量;所述石灰活性度≥ 400,粒度:10-25mm。 进一步所述萤石含有以下质量百分比成分:CaF2:85 .00-89 .00%,S≤0.05%, SiO2:6.00-7.00%,CaO:4.00-7.00%。 进一步所述精炼渣含有以下质量百分比成分:CaO:47 .50-49 .00%,SiO:2.50- 3.50%,FeO:0.90-1.00%,Al2O3:37.50-39.00%,粒度:5.00-20.00mm。 所述RH真空处理:把浸渍管插入钢水,插入深度60-70cm,保证浸渍管穿过渣层和 钢水充分接触。然后开环流气体,流量60-70L/min,启动水环泵预抽真空,排出真空槽里面 的空气,当真空度达到10-15KPa,开真空主阀,完全打开后,开始钢水环流,同时继续抽真 空,当真空度达到120-130Pa时,进入脱气处理阶段,期间继续抽真空,以保证钢水的脱气效 果。 进一步的,真空处理过程中钢水循环时间15-17min,其中钢水纯脱气时间10- 12min。 进一步的,在破空前2min,加入SiMgRe合金0.80-1.00kg/吨钢,进步一对钢水进行 脱氧。 进一步的,所述破空操作为:先关闭真空主阀,然后逐级关闭水环泵,打开阀前与 阀后破空阀,直到真空槽达到大气压,钢水下降,钢水开出处理位。 进一步的,所述SiMgRe合金含以下质量百分比成分:Re:2.00-4.00%,Si:40.00- 50.00%,Mg:7.00-9.00%,Ca:1.00-4.00%,Fe:余量;所述SiMgRe合金粒度10-35mm。 RH真空处理后,喂入钙线1.50-2.00m/吨钢;喂线速度1.6m/s; 进一步的,RH真空处理结束后钢包车开到喂线工位后,先开氩气吹开渣面,然后开 始喂线,优选的,喂线速度1.6m/s,喂线长度1.6m/吨钢,保证钢水中的Ca含量≥25ppm。 所述钙线为无缝钙线,其技术参数为:Ca≥98%,线芯比重≥52g/m,钙芯重/铁皮 重≥0.22,直径:9±0.5mm,铁皮壁厚:1±0.2mm。 喂钙线结束后,立刻一次性加入事先装入容器中密封的稀土金属,进行软吹。 所用稀土金属事先装入制作好的容器中密封,再使用。既能保证稀土穿过渣层不 被污染氧化,又能保证稀土进入钢水内一定的深度再熔化。喂钙线完毕马上把稀土投入钢 包中吹氩位置。 所述稀土金属加入量为0.08-0.1kg/吨钢。 进一步,所述稀土金属的技术参数为:TREM≥99 .9%;主要元素:La/TREM:30± 2%,Ce/TREM:70±2%;其它元素:Pr<0.1%,Nd<0.1%,C≤0.05%,Fe≤0.5%,Ca≤ 0.05%,Si≤0.05%,Mg≤0.05%;T.O≤150ppm;所述稀土金属粒度15-35mm,表面清洁,无 明显机械夹杂物。 进一步,装稀土金属的容器,容器壁厚度0.10-0.20mm,所述容器包括头部和体部, 所述体部端部与头部相连接;所述头部竖直截面呈锥型;所述体部竖直截面呈矩形;所述头 部开口较大一端与体部相连接。装有稀土的容器投入钢水中时,头部竖直朝向钢水投入,容 4 CN 111593252 A 说 明 书 3/7 页 器材质含有以下质量百分比成分:C:0.005-0 .03%,Mn:0.10-0 .25%,Si≤0.01%,S≤ 0.005%,P≤0.012%,余量Fe。此容器包装稀土金属,能够保证稀土在一定深度的钢水中熔 化,有利于稀土和钢水的充分混匀。容器壁厚度0.10-0.20mm,保证容器在通过渣层时不暴 露稀土金属,而在进入钢水后能够迅速熔化,由于用量少,不会对钢水成分产生影响。另外, 容器形状为锥形体,保证稀土能够快速通过渣层,并在钢水中达到一定深度。容器内部空间 根据加入稀土量的多少来决定。 所述软吹具体为:稀土加入后立即进行软吹氩,吹氩压力0.3~0.5MPa ,流量20~ 70Nm3/h,控制钢水裸露亮圈直径小于300mm,软吹时间10-12min。 所述连铸,做好全程保护浇注,大包长水口和快换机构,中间包表面要进行氩封, 长水口插入中包液面深度150±5mm;浸入式水口插入结晶器深度135±5mm。 进一步的,控制浇注钢水的过热度≤35℃,保持拉速恒定,控制1870、2070、2270mm 断面拉速分别0.95m/min、0.90m/min、0.85m/min。整个浇注过程损失Als≤0.005%,钢水增 [N]≤8ppm,中间包渣面不得见红色。 本发明的总体思路是通过严控稀土加入前各工序的操作参数,顶渣成分和钢水中 的氧、硫含量,为稀土金属的加入提供一个良好的条件。对使用稀土金属的纯度、粒度和加 入时的包装容器进行严格控制,以保证稀土的收得率和在钢中的均匀分布。同时保证加入 的稀土能够快速穿过渣层进入钢水中,并在钢水中达到一定的深度;使得稀土金属能够在 钢水中快速融化,并通过软吹氩的作用在钢水中均匀分布。 与现有技术相比,本发明提供一种简单、易用操作的稀土钢冶炼方法,适合工业化 大生产,能有效的提高稀土在钢中的收得率,平均收得率≥45%,远高于现有工艺的收得 率,提高稀土的有效利用率,实现节能环保。 附图说明 图1为装稀土金属的容器,1-为头部,2-体部。











