
技术摘要:
本发明公开了一种自动上料钻孔机及工作方法,包括上料装置、进料装置、工作主机、下料装置和控制装置,控制装置设有电气控制机柜,电气控制机柜一侧安装有上料装置的上料支架,上料支架上安装有存料上料的上料滚筒,自动控制上料气缸推送工件到进料装置的纵向进料滑板 全部
背景技术:
机械加工的过程中,经常需要有连接的需要,连接中就会进行打孔和攻丝进行连 接固定,连接的过程中还需要小工件的连接。小工件在加工过程中,由于小工件的数量多, 加工的孔的数量相对就会很多,现有的钻孔和攻丝设备均是半自动化的设备,需要操作人 员手持操作,加工效率低,会造成工件加工的误差,存在一定的安全隐患。同时钻孔设备和 攻丝设备通常是分开的两个机器,需要两批工作人员进行操作,占用生产空间,浪费人力, 生产效率低。因此,迫切需要设计一种自动上料钻孔机及工作方法,以解决小工件钻孔攻丝 分体加工的问题,且自动化程度低的问题,提高小工件加工的效率。
技术实现要素:
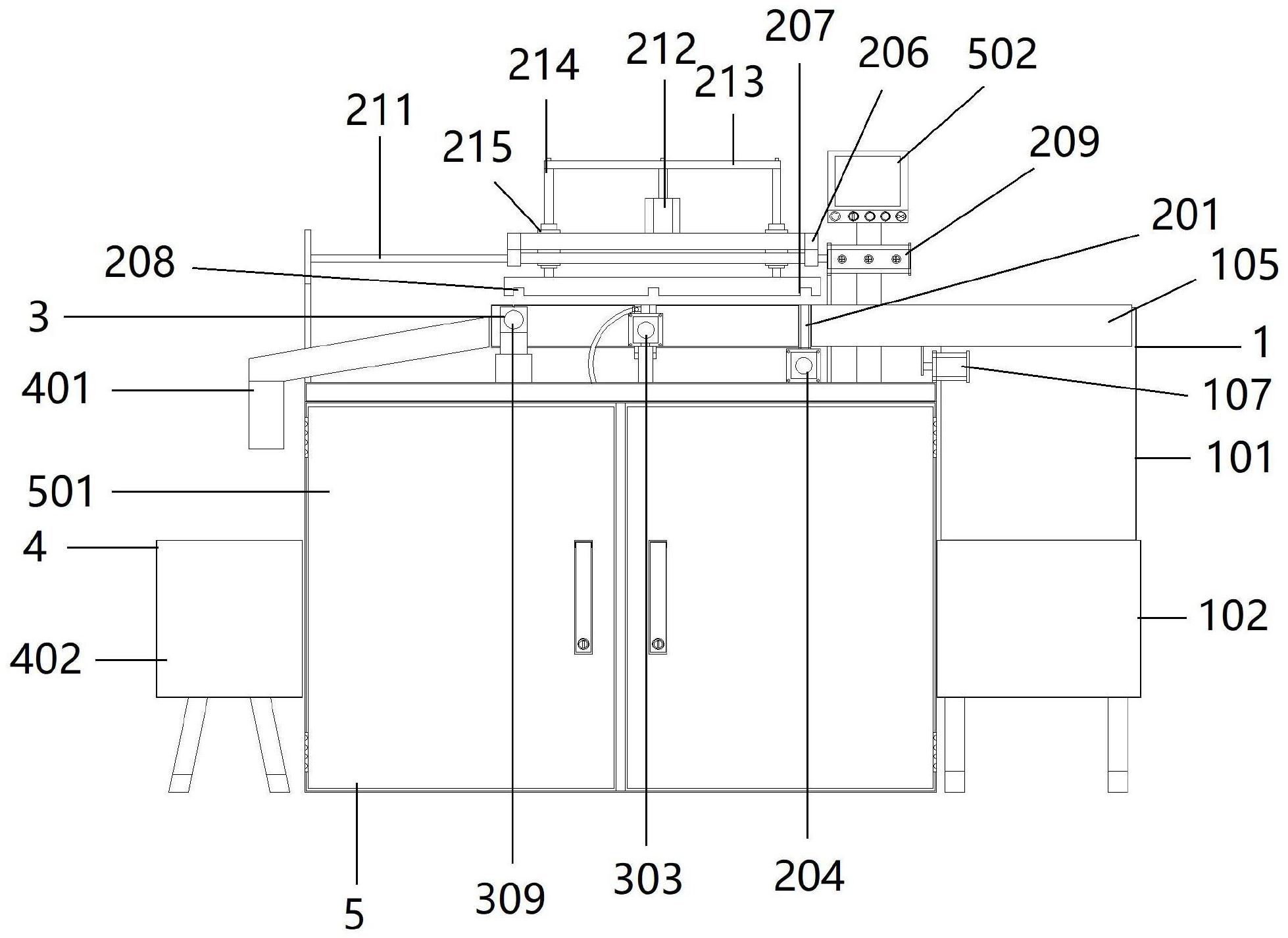
针对现有技术中存在的问题,本发明的目的在于提供一种自动上料钻孔机及工作 方法。 本发明解决其技术问题所采用的技术方案是:一种自动上料钻孔机,包括上料装 置、进料装置、工作主机、下料装置和控制装置,所述控制装置设有电气控制机柜,电气控制 机柜一侧安装有上料装置的上料支架,上料支架上安装有存料上料的上料滚筒,上料滚筒 设有的滚筒壁内壁上设有螺旋向上的上料滑道,上料滑道在滚筒壁的上端部连接有上料滑 轨,用于将上料滚筒内的工件自动运送出上料滚筒,上料滑轨一侧设有红外探测器,且上料 滑轨底部设有上料气缸,用于自动控制上料气缸推送工件到进料装置的纵向进料滑板处, 纵向进料滑板上设有纵向进料口,用于存放并推送上料滑轨上的单个工件,纵向进料滑板 前端设有推动纵向进料滑板前后移动的纵向进料气缸; 纵向进料气缸推动纵向进料滑板伸出纵向进料口位于横向进料滑轨的端部,横向 进料滑轨安装在电气控制机柜的顶部工作台中,横向进料滑轨上方设有横向进料的横向进 料板,横向进料板下部设有三个步进进料口,用于将纵向进料口处的工件通过横向进料滑 轨拉送到工作主机加工处,横向进料板顶部两侧连接在升降光轴的底部,升降光轴滑动连 接在升降滑槽内,升降光轴的顶部安装在升降连接板上,升降连接板中部安装有升降气缸, 用于控制横向进料板的升降,升降滑槽穿设在横向进料滑板上,横向进料滑板一端连接在 横向进料气缸设有的横向气缸缸杆上,且横向进料滑板下部滑动连接在两个横向光轴上, 用于控制横向进料板的横向移动; 横向进料滑轨前后两侧设有工作主机的钻孔主机和攻丝主机,钻孔主机后端安装 有钻孔气缸,用于推动钻孔主机前后移动,钻孔主机在横向进料滑轨相对侧设有钻孔对中 块,钻孔对中块安装在钻孔对中气缸的缸杆端部,用于对中顶住工件钻孔,攻丝主机后端安 装有攻丝气缸,用于推动攻丝主机前后移动,攻丝主机在横向进料滑轨相对侧设有攻丝对 中块,攻丝对中块安装在攻丝对中气缸的缸杆端部,用于对中顶住工件攻丝。 4 CN 111604694 A 说 明 书 2/5 页 具体的是,所述横向进料滑轨靠近攻丝主机一端连接有下料装置的下料滑道,下 料滑道采用向下的倾斜状设计,用于工件自动落入下料滑道下方的收料容器中。 具体的是,所述电气控制机柜中设有PLC控制主机、电源模块和气泵,PLC控制主机 电性连接安装在电气控制机柜上部的操控主机。 具体的是,所述电气控制机柜上部设有四周的围挡形成一个工作台,且工作台上 设有导流槽,钻孔对中块上连接有钻孔切削液喷头,攻丝对中块上连接有攻丝切削液喷头。 具体的是,所述纵向进料滑板底部滑动连接在纵向进料滑轨上,纵向进料滑轨安 装在电气控制机柜的工作台中。 具体的是,所述横向光轴两端固定在支撑板上,支撑板底部固定在工作台上,横向 进料气缸固定在一侧的固定板上。 具体的是,所述上料支架上部安装有带动上料滚筒旋转的动力机构,上料滚筒安 装在动力机构的上部。 具体的是,所述升降气缸的底部安装在横向进料滑板上。 具体的是,所述上料气缸的缸杆端部连接有上料推板,上料推板中部设有限位弹 簧,用于向前推料时呈90度折叠向后回收时在工件的挡设下下落。 一种自动上料钻孔机的工作方法,包括以下步骤: 1)上料滚筒中放置有待钻孔攻丝的工件,红外探测器用于监测上料滑轨上有没有 待加工的工件,检测到没有工件时,上料滚筒转动带动工件沿上料滑道向上移动,并在上料 滑轨上规则的排列移动; 2)此时上料气缸连接的上料推板位于最后方,工件依次通过上料推板,且红外探 测器检测到有工件10秒后,上料气缸开始带动上料推板向前推动工件,此时上料滚筒停止 运转,当上料气缸推动第二波工件上料后,红外探测器检测到没有工件时,上料滚筒运行; 3)上料滑轨最前端的工件进入纵向进料口中,纵向进料气缸推动纵向进料滑板带 动工件移动,纵向进料口的工件运行到横向进料滑轨处停止,横向进料气缸带动横向进料 板向左移动到纵向进料口处,升降气缸带动横向进料板向下移动,使右端的步进进料口卡 住工件,横向进料气缸带动横向进料板向右步进一个单位,使工件进入钻孔工作区,同时升 降气缸和纵向进料气缸缩回,进行下一个工件的进料; 4)钻孔对中气缸带动钻孔对中块顶住工件,钻孔气缸推动钻孔主机进行钻孔作 业,同时钻孔切削液喷头喷射切削液,此时下一个工件到达横向进料滑轨端部位置,横向进 料板上右端的步进进料口卡住第二个工件,中部的步进进料口卡住第一个工件,在横向进 料气缸的推动下,使第一个工件沿横向进料滑轨向右移动到攻丝工作区,第二个工件移动 到钻孔工作区,依次进行钻孔和攻丝的工作; 5)第一个工件完成攻丝工作后,横向进料板的右端的步进进料口卡住第三个工 件,中部的步进进料口卡住第二个工件,左端的步进进料口卡住第一个工件,在横向进料气 缸的推动下完成第一个工件的自动落料到下料滑道内,完成钻孔攻丝的作业。 本发明具有以下有益效果: 本发明设计的自动上料钻孔机实现自动上料、进料、钻孔、攻丝和下料的一体式自 动化操作,自动化水平高,节约人力和空间,降低生产成本,大量减少人工作业时间和数量, 减少人员伤害事故,提高生产效率;设计的进料装置实现多个工件在工作台上依次共同完 5 CN 111604694 A 说 明 书 3/5 页 成上料、钻孔和攻丝的工作,上料紧凑,且红外探测器监测上料滑轨的工件分布情况,实现 自动启停上料,节约能源;设计的钻孔主机和攻丝主机相对侧均有对中块进行抵设对中,实 现工件加工的稳定性,减少生产误差,使工件加工更加稳定可靠。 附图说明 图1是自动上料钻孔机的结构示意图。 图2是自动上料钻孔机的工件移动加工俯视图。 图3是横向进料结构的俯视图。 图中:1-上料装置;2-进料装置;3-工作主机;4-下料装置;5-控制装置;101-上料 滚筒;102-上料支架;103-滚筒壁;104-上料滑道;105-上料滑轨;106-红外探测器;107-上 料气缸;108-上料推板;201-纵向进料滑板;202-纵向进料口;203-纵向进料滑轨;204-纵向 进料气缸;205-横向进料滑轨;206-横向进料滑板;207-横向进料板;208-步进进料口;209- 横向进料气缸;210-横向气缸缸杆;211-横向光轴;212-升降气缸;213-升降连接板;214-升 降光轴;215-升降滑槽;301-钻孔主机;302-攻丝主机;303-钻孔对中气缸;304-钻孔对中 块;305-钻孔气缸;306-钻孔切削液喷头;307-攻丝对中气缸;308-攻丝对中块;309-攻丝气 缸;310-攻丝切削液喷头;401-下料滑道;402-收料容器;501-电气控制机柜;502-操控主 机。











