
技术摘要:
本发明公开了一种带有笼车定位机构的发动机缸体下料系统,包括料笼机构,其包括用于存放缸体的料笼,用于承接料笼的笼车以及用于定位笼车的定位机构;所述定位机构包括平行设置的用于避免笼车发生移位的锁紧装置;下料输送线,包括平行设置的第一输送链,其用于将发动 全部
背景技术:
随着生活水平的提高,汽车已成为人们生活出行中常用的交通工具。发动机是汽 车的重要零部件,而缸体是发动机的主要承载零件,绝大部分发动机的附件,例如缸盖、曲 轴、活塞、油底壳等均安装于缸体上。汽车的发动机缸体完整的自动化制造由前往后主要包 括上料、加工、检测、下料(通常和检测工序一道配合)四大工序。目前的厂家,发动机缸体的 下料工序中从转移缸体到缸体存放到料笼中并未完全实现自动化,对于操作人员来说工作 强度大,而对于企业来说,培养专业的操作技术人员的成本较高;因此有必要实现生产线的 高度自动化。 在完成下料工序后,为了便于将存放料笼中的发动机缸体转移到其它生产加工区 进行下道生产流程,料笼通常置于可活动的笼车上。发动机缸体本身具有一定的重量,往往 发动机缸体的下料系统中用于承接料笼的笼车没有设定防移位装置;当发动机缸体由输送 线转移到料笼中时,笼车容易出现移位,如若安全距离设定不当,容易使笼车连同装有缸体 的料笼与下料系统中的设备发生碰撞,产生安全隐患。 可见,现有技术还有待改进和提高。
技术实现要素:
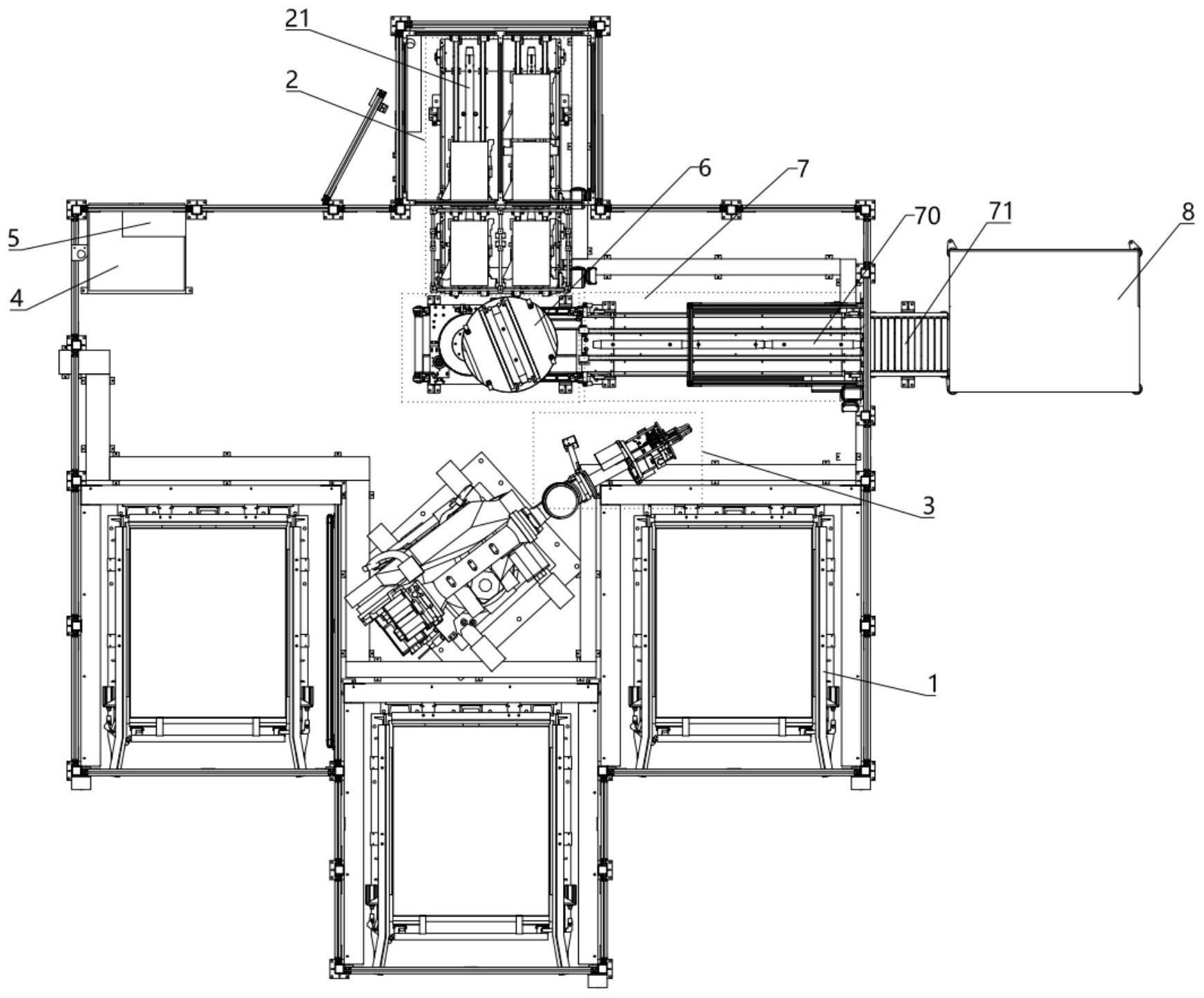
鉴于上述现有技术的不足之处,本发明的目的在于提供一种带有笼车定位机构的 发动机缸体下料系统,旨在提高发动机缸体下料流程的自动化程度并降低作业安全隐患。 为了达到上述目的,本发明采取了以下技术方案: 一种带有笼车定位机构的发动机缸体下料系统,包括: 料笼机构,其包括用于存放发动机缸体的料笼,用于承接料笼的笼车以及用于定 位笼车的定位机构;所述定位机构包括用于避免笼车发生移位的锁紧装置、安装底板以及 设于安装底板上的定位架;所述定位架两侧设有位于安装底板上的导向板;所述锁紧装置 设于导向板的外侧; 锁紧装置包括第一气缸,与第一气缸活塞杆伸出端活动铰接的压臂,与第一气缸 活塞杆伸出端平行设置的对接块,以及同时与对接块和压臂活动铰接的第一连杆;压臂的 伸出端设有压柱; 下料输送线,包括平行设置的第一输送链,其用于将发动机缸体输送到下料作业 范围内; 3 CN 111573192 A 说 明 书 2/7 页 夹取机械臂,其设有用于夹持并转移发动机缸体的夹取机构。 所述的带有笼车定位机构的发动机缸体下料系统中,两条所述第一输送链之间设 有若干根与第一输送链平行的第一导向条。 所述的带有笼车定位机构的发动机缸体下料系统中,还包括控制平台,所述控制 平台集成有控制系统。 所述的带有笼车定位机构的发动机缸体下料系统中,所述夹取机构上部设有对接 板,且夹取机构包括夹手气缸以及与夹手气缸活动连接的夹手;所述夹手气缸顶部设有过 渡块,所述对接板设于过渡块的顶部。 所述的带有笼车定位机构的发动机缸体下料系统中,所述夹取机构设有工业视觉 系统。 所述的带有笼车定位机构的发动机缸体下料系统中,所述安装底板包括横向安装 板以及与横向安装板两端连接的纵向安装板;所述导向板设于纵向安装板上。 所述的带有笼车定位机构的发动机缸体下料系统中,所述定位架后侧设有位于横 向安装板上的行程开关。 所述的带有笼车定位机构的发动机缸体下料系统中,所述导向板外侧设有用于安 装第一气缸的安装座;所述对接块设于安装座上,连杆的一端活动铰接于对接块的伸出端, 另一端活动铰接于压臂。 所述的带有笼车定位机构的发动机缸体下料系统中,所述第一气缸的活塞杆伸出 端设有连接头,连接头与压臂活动铰接。 所述的带有笼车定位机构的发动机缸体下料系统中,包括有并排设置的两条下料 输送线。 有益效果 与现有技术相比,本发明提供的带有笼车定位机构的发动机缸体下料系统,包括 以下作业流程:笼车(包括料笼)定位,夹取机械臂夹取发动机缸体,发动机缸体转移至料笼 完成下料以及人工抽检。整个下料系统,自动化程度高,仅在需要笼车定位以及当平衡检测 装置检测到非平衡状态的发动机缸体时,需要人工操控,因此降低了工作人员的工作强度, 提高生产效率并降低用人成本;同时可确保在下料作业中用于存放发动机缸体的料笼以及 用于承接料笼的笼车不会出现移位的问题,提高了下料作业的安全性。 附图说明 图1为本发明提供的带有笼车定位机构的发动机缸体下料系统的结构示意图。 图2为所述的料笼机构的结构示意图。 图3为所述第一导向条的结构示意图。 图4为图2中A部分的放大示意图。 图5为本发明中,所述锁紧装置作用于笼车车体的示意图。 图6为所述夹取机械臂的结构示意图。 图7为图6中,平衡检测装置的结构示意图。 图8为所述旋转移栽装置的结构示意图。 图9为图8中,所述转盘和底板的连接示意图。 4 CN 111573192 A 说 明 书 3/7 页 图10为图8中,过渡输送线的结构示意图。 图11为图8中,所述阻拦杆和第二导向条的设置示意图。 主要元件符号说明: 1-料笼机构、11-笼车、120-锁紧装置、121-安装底板、122-定位架、1200-第一气 缸、1201-安装座、1202-连接头、1203-压臂、1204-压柱、1205-对接块、1206-第一连杆、 1210-横向安装板、1211-纵向安装板、1220-导向板,1221-行程开关; 2-下料输送线、20-第一输送链、21-第一导向条; 3-夹取机械臂、30-夹取机构、31-平衡检测装置、32-对接板、33-第二连杆、34-拉 紧板、300-工业视觉系统、301-夹手气缸、302-夹手、303-过渡块、310-检测开关、311-架体、 312-顶持机构、313-复位弹簧、3110-固定板、3111-立杆、3120-弹簧升降板、3121-触动杆、 3122-弹簧压片、3123-第三连杆; 4-控制平台; 5-操控面板; 6-旋转移栽装置、60-转盘、61-第二减速电机、62-过渡输送线、63-滑轨、64-滑块、 65-底板、66-轴承座、67-转轴、68-推板、69-第二气缸、620-第二输送链、621-第三减速电 机、622-第二导向条、623-阻拦杆、624-第三气缸、625-探头; 7-抽检输送线、70-第三导向条、71-对接辊道; 8-人工抽检台。











