
技术摘要:
本发明提供一种基于翻边模块吃入量的翼子板圆角曲面翻边优化方法,包括翼子板轮罩,翼子板轮罩侧边设有翻边,翻边上设有小爪;其翻边模块结构优化方法为:(1)测量翼子板轮罩小爪长度L1和深度L3;(2)计算翻边模块长度L2;(3)测量翼子板轮罩小爪底端到翻边模块底端 全部
背景技术:
我们在翼子板的设计和生产中,产品A面质量的变形解决起来十分棘手,翼子板轮 罩处的小爪翻边后引起翻边位置的R角不顺且小爪部位A面变形,让人头疼不已,因此解决 这个问题就变得很重要了。
技术实现要素:
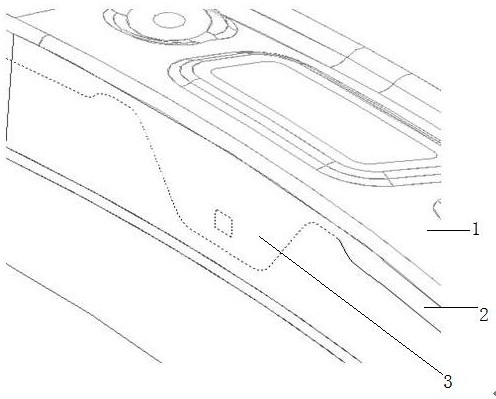
本发明的目的是提供一种基于翻边模块吃入量的翼子板圆角曲面翻边优化方法, 通过计算吃入深度,调整吃入顺序,优化吃入深度,使翻边受力更加均匀,解决了现有翼子 板轮罩小爪翻边后变形的问题。 本发明提供一种轻量化材料翼子板轮罩小爪圆角翻边成型优化方法,包括翼子板 轮罩,翼子板轮罩侧边设有翻边,翻边上设有小爪;其翻边模块结构优化方法为:(1)测量翼 子板轮罩小爪长度L1和深度L3;(2)计算翻边模块长度L2;(3)测量翼子板轮罩小爪底端到 翻边模块底端距离L0;(4)计算翻边模块吃入深度长度L4,(5)翻边模块对小爪进行翻边。 进一步改进在于:步骤二中公式为L2=L1*(2.0~2.2)mm;步骤四中L4计算公式为 L4=L3 L0 (2~3)mm。 进一步改进在于:小爪与翻边连接处为圆弧形。 进一步改进在于:小爪上设有安装孔。 本发明的有益效果:对局部翻边吃入量做验证,通过调整吃入顺序,优化吃入深 度,形成局部翻边造型的标准化规范化,保证翻边模块先从小爪中部触料,一定程度上消除 翻边后圆角的变形情况,有效减少翻边制件变形量,改善了板件成形质量;规范了翻边小爪 区域的翻边吃入造型标准,创新了工艺造型优化的思路;减少了板件整改时间,提升了板件 生产效率;减少了影响板件A面变形几率,提高了板件质量。 附图说明 图1是翼子板轮罩小爪翻边部位造型示意图。 图2是小爪翻边模块参数示意图。 图3是改善前后可视变形量示意图。 图4是改善前后圆角曲率变化值示意图。 其中:1-翼子板轮罩,2-翻边,3-小爪。











