
技术摘要:
本发明提供一种热阀及其制作方法,包括阀体和阀座,阀座位于阀体内腔,还包括与阀体同种材质的隔套,隔套位于阀体与阀座之间的密封面处,隔套与阀座过盈配合,与阀体焊接。相对于现有技术,本发明提供的技术方案,采用过盈配合和热装工艺将异种金属焊接转换为同种金属 全部
背景技术:
蓄热式加热器要长时间对蓄热元件进行预热,最高预热温度为900℃,最高压力为 12.0Mpa。为减少热量对加热器后面设备的影响,需要在加热器出口设置一台阀门,减少热 量的传递。按照设备运行的要求,热阀应具备快速开关的功能,通过热阀的快速开启,实现 设备的快速启动。 目前,现有的热阀由于其阀座采用GH3128材料,而与其焊接的阀体采用的是F304 材料,阀座与阀体之间为焊接连接。研究发现:当工作温度快速升高或降低时,由于异种材 料的线膨胀系数存在差异,就会导致焊缝开裂,从而造成阀座内的冷却水泄露到阀腔内,导 致试验失败;这也是此类阀门工作寿命较短的重要原因。
技术实现要素:
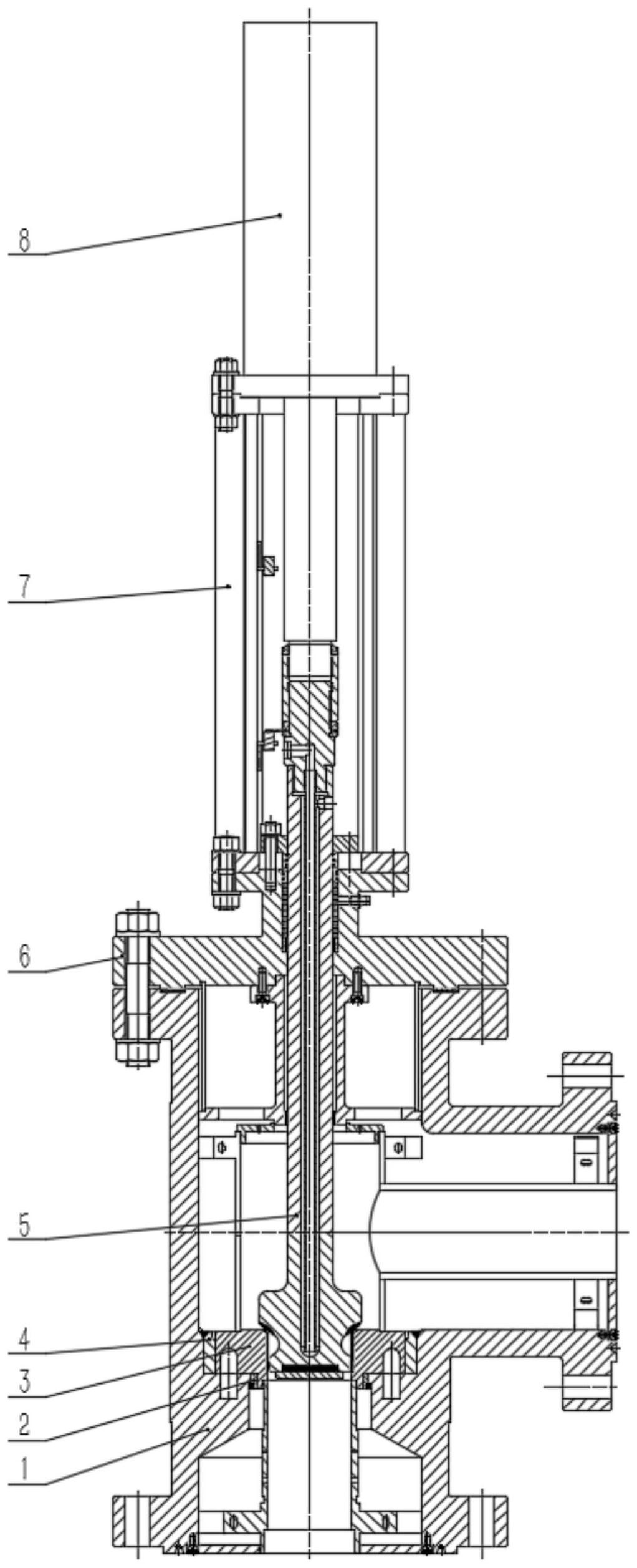
本发明的目的是提供一种热阀及其制作方法,其阀体-阀座安装结构的新设计能 够消除温度交变引起的异种材料焊缝开裂的故障,保证工作可靠性以及提高工作寿命。 本发明的技术方案如下: 一种热阀,包括阀体和阀座,所述阀座位于阀体内腔,其特殊之处在于:还包括与 阀体同种材质的隔套,所述隔套位于阀体与阀座之间的密封面处,隔套与阀座过盈配合,与 阀体焊接。 进一步地,所述隔套与阀座过盈配合,是对隔套采用热装工艺实现的过盈配合。 进一步地,所述阀座沿轴向具有上、下两段圆柱面,所述隔套相应分为上隔套和下 隔套。 进一步地,所述阀体和隔套的材质均为F304。 进一步地,所述阀座的材质为GH3128。 上述的热阀的制作方法,包括阀座与阀体的固定连接环节,该环节包括以下步骤: a.将隔套加热至因热膨胀内径变大,保持阀座为冷态; b.利用工装将隔套压入阀座,使隔套包裹阀座的圆柱面,构成阀座组件,然后冷却 至常温; c.隔套的圆柱面作为与阀体的密封面,完成阀座组件与阀体的焊接。 进一步地,在步骤c之前,还对热装完成的阀座组件进行焊接前的预处理,使其满 足下一步与阀体焊接的要求。 进一步地,所述阀体和隔套的材质均为F304。 进一步地,步骤a中是将隔套加热至800℃。 本发明的有益效果是: 3 CN 111594627 A 说 明 书 2/3 页 本发明采用过盈配合和热装工艺将异种金属焊接转换为同种金属焊接,从而保证 了温度变化时焊缝两侧零件的膨胀量是一致的,消除了焊缝开裂的缺陷,从而满足蓄热式 加热器试验装置对热阀的要求。 本发明保证了工作的可靠性,提高了阀门的使用寿命和经济性。 本发明的阀体-阀座安装结构可广泛应用于高温、高压回路上的切断阀阀座与阀 体结构。此结构可在保证密封的情况下,有效消除焊缝开裂从而导致阀座内的冷却水从焊 缝泄出,对整个高温回路产生损坏。 附图说明 为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本申 请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以 根据这些附图获得其它的附图。 图1是本发明的热阀的总体结构剖视图:1.阀体,2.下隔套,3.阀座,4.上隔套,5. 阀芯,6.阀盖,7.支架,8.液压缸。 图2是本发明的局部细节图。 图2中:1.阀体,2.下隔套,3.阀座,4.上隔套。











