
技术摘要:
本发明涉及一种高韧性、高热稳定性热作模具钢的制备方法,通过合金成分优化,同时对生产过程严格把控,具体工艺路线如下:同时采用电炉冶炼、钢包精炼炉精炼、真空精炼炉精炼、电极坯浇铸、保护气氛电渣炉重熔、锻造、超细化处理、球化退火生产工艺。本发明还涉及一种 全部
背景技术:
随着我国工业的发展,模具钢的需求量迅速增加。在机械行业诸多产品中,模具被 列为重点支持发展的产业,极大地促进了模具工业的发展。热作模具一般是在高温、热冲击 等恶劣工作条件下工作的,因此要求热作模具钢具有优良的综合性能。 H13钢在600℃以下工作,具有良好的热稳定性和抗热疲劳性能,较好的强韧性结 合,但在600℃以上,材料的强度和热稳定性急剧下降,失去了原来的优异性能。而高耐热性 的H21钢在高温条件下抗热疲劳性能较差,模具常常因发生龟裂纹而失效,这大大降低了模 具的使用寿命,增加了生产成本。 因此,期望提供一种热作模具钢的制备方法,以H13钢为基础,采用低Si、高Mo、低V 合金元素设计理念来进行成分设计,使得制备后的产品有较好的组织性能和力学性能更好 地适应现代生产对高端模具的要求。
技术实现要素:
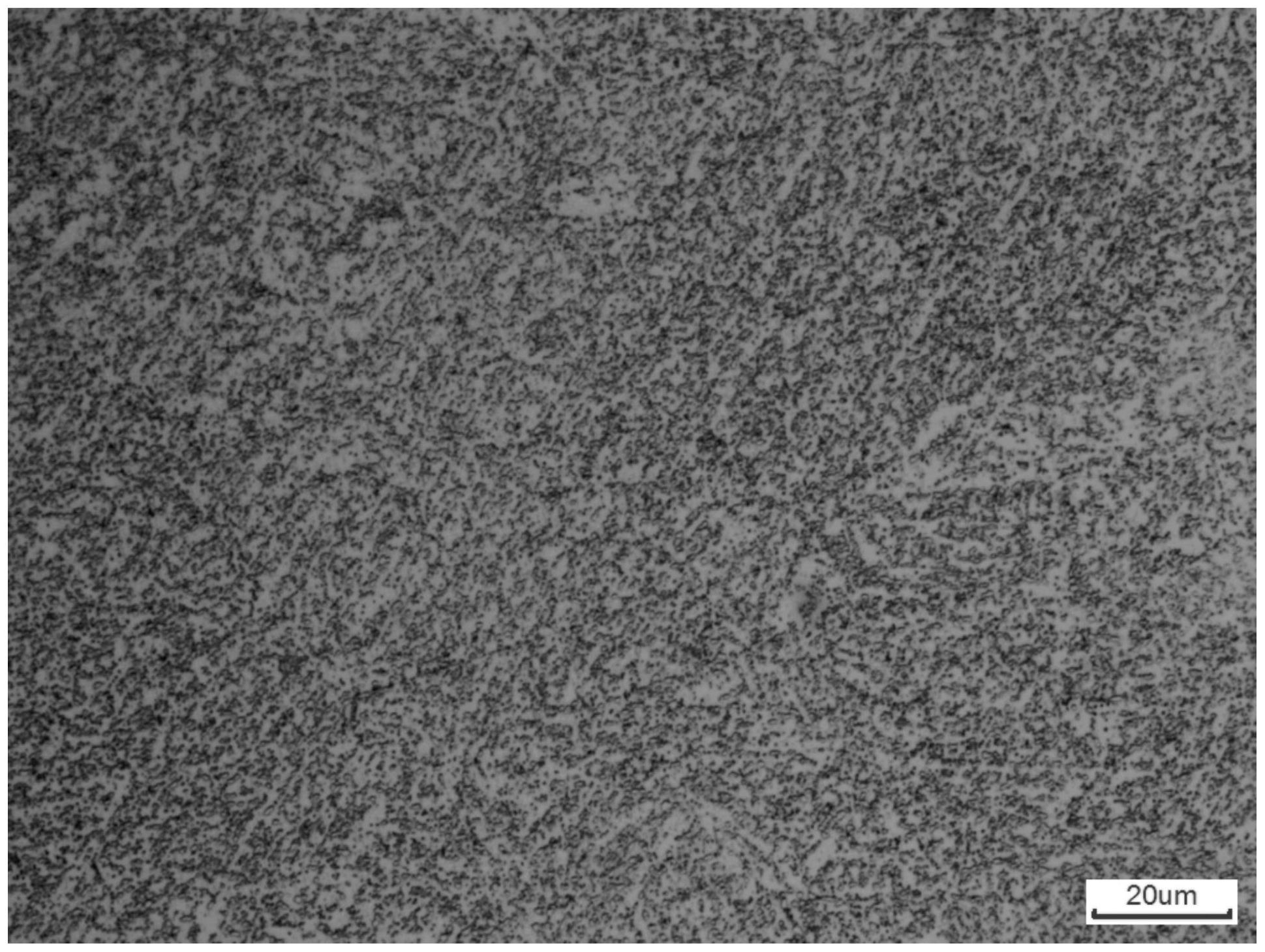
本发明的目的在于提供一种高韧性、高热稳定性热作模具钢的制备方法,产品退 火态显微组织结构均匀,有较好的球化组织及细小均匀的晶粒分布,淬回火组织均匀,Mo、 Cr碳化物的细小析出相在使用过程中起着弥散强化作用,提高了材料的性能,使材料具有 高韧性、高等向性。 为达到上述发明的目的,一种高韧性、高热稳定性热作模具钢的制备方法,主要步 骤如下: S1、电炉冶炼: 按照热作模具钢的组分含量进行生铁和合金料的配料,在电炉中熔化冶炼,钢水 温度≥1650℃氧化扒渣,扒渣后加入硅铁合金、石灰和萤石,出钢温度≥1260℃,出钢过程 中加铝丝进行脱氧; 其中,热作模具钢的组分含量为,按质量百分比,C0.35%~0.40%、Mn0.40%~ 0.60%、Si0 .10%~0.30%、S≤0.003%、P≤0.010%、Cr4 .75%~5.50%、Mo1 .75%~ 1.95%、V0.40%~0.65%、Ni≤0.20%、Cu≤0.20%,其余为Fe,且残余气体含量为,H≤ 2.0ppm、O≤13ppm、N≤90ppm; S2、钢包精炼炉精炼: 钢包精炼炉座包加热,并加渣料CaO、CaF2、C-Si粉还原调整好渣系; S3、真空精炼炉精炼: 真空精炼炉逐级进泵,真空度达67Pa,保真空时间≥15分钟,确保残余气体H≤ 1.5ppm,真空脱气结束以后,取样分析,成分合格后吹入氩气至吊包,软吹氩气的时间为18 4 CN 111593257 A 说 明 书 2/11 页 ~39min,吊包温度为1550~1568℃; S4、浇铸电极坯: 预热锭模为40~60℃,然后对锭模充入氩气,每个锭模充氩气时间为3~5min,然 后撤出氩气管,用盖子将锭模盖好后进行浇铸,浇铸全过程采用加挂石棉布的氩气保护浇 铸件进行保护,氩气保护流量为15~26m3/h,浇铸时间为4~8min,电极坯直径为400~ 908mm,3~5h后脱模; S5、电极坯退火: 将步骤S4中脱模后的电极坯进行退火,退火温度710~760℃,保温时间1~ 1.5min/mm,炉冷至300~350℃出炉; S6、电渣重熔: 采用步骤S5得到的电极坯,表面抛光,采用氟化钙和氧化铝二元渣系进行冶炼,电 渣冶炼稳态阶段的起点熔速值为7~10kg/min,终点熔速值为5.0~8.0kg/min,得到电渣 锭,然后停电炉冷80~100min后送锻造工序; S7、锻造: 将步骤S6中得到的电渣锭加热至1240~1280℃,保温15~30h进行扩散均质化,然 后经墩粗拔长锻造开坯,进行X、Y和Z三个方向多向拔长至成品尺寸,然后一次水冷到坯料 芯部温度≤500℃; S8、超细化处理: 将步骤S7得到的工件置入加热炉中随炉升温至1040~1100℃,保温后,采用直接 水冷方式进行冷却; S9、球化退火: 将步骤S8得到的工件置入退火炉中,加热至830~860℃,保温15~30h,进行球化 退火。 优选地,在步骤S1中,出钢过程中,铝丝按照1kg/t加入进行脱氧。 优选地,在步骤S2中,当钢水温度≥1570℃,渣变白,取样分析,调整成份。 优选地,在步骤S2中,当钢水温度≥1650℃,白渣时间≥30分钟,加入火砖块2~ 3kg/吨调整好炉渣流动性,喂AL线,按目标控制铝含量。 优选地,在步骤S3中,吹入氩气的方式为软吹。 优选地,步骤S8中,保温时间按照1.3~1.5min/mm计算。 优选地,步骤S8中,采用直接水冷方式进行冷却的具体步骤为,出炉空冷至表面 860~900℃时,快速放入25~30℃的水中进行冷却,水冷至中心温度860~890℃后,空冷15 ~20min,出水表面温度≤150℃,使得工件表面最高返温温度为200-250℃后入炉进行球化 退火。 本发明的另一个目的在于提供一种采用上述制备方法制备的高韧性、高热稳定性 热作模具钢。 优选地,所述热作模具钢的组分含量为,按质量百分比,C0 .35%~0 .40%、 Mn0 .40%~0.60%、Si0 .10%~0.30%、S≤0.003%、P≤0.010%、Cr4 .75%~5.50%、 Mo1.75%~1.95%、V0.40%~0.65%、Ni≤0.20%、Cu≤0.20%,其余为Fe。 优选地,所述热作模具钢在室温的热传率为28.2~28.5w/m·k;所述热作模具钢 5 CN 111593257 A 说 明 书 3/11 页 在100℃的热膨胀系数为10.8~10.9×10-6/℃,所述热作模具钢在100℃的热传率为28.4~ 28.7w/m·k;所述热作模具钢在200℃的热膨胀系数为11.2~11.4×10-6/℃,所述热作模具 钢在100℃的热传率为28.8~29.1w/m·k;所述热作模具钢在300℃的热膨胀系数为11.8~ 12.0×10-6/℃,所述热作模具钢在300℃的热传率为27.8~28.1w/m·k;所述热作模具钢在 400℃的热膨胀系数为12.0~12.3×10-6/℃,所述热作模具钢在400℃的热传率为27.2~ 27.5w/m·k;所述热作模具钢在500℃的热膨胀系数为12.3~12.6×10-6/℃,所述热作模具 钢在500℃的热传率为26.6~26.8w/m·k;所述热作模具钢在600℃的热膨胀系数为12.6~ 12.8×10-6/℃,所述热作模具钢在600℃的热传率为26.2~26.5w/m·k。 本发明的一种高韧性、高热稳定性热作模具钢的制备方法,跟现有技术相比具有 以下优点: (1)通过对制备工艺的改进结合组分含量的改变,使得钢的纯净度提升。其中P≤ 0.010%,S≤0.002%,残余气体含量N≤90ppm,H≤1.5ppm,O≤13ppm,同时通过对冶炼原料 的精选、炼钢工艺的优化、浇注工艺关键控制点的管控,如如浇钢温度、浇注速度,实现对电 极坯成份偏析、夹杂物含量的精准控制; (2)通过保护气氛冶炼、合适的恒熔速控制、合理的预熔渣选择、电极坯冶炼顺序 保证了电渣锭的纯净度,近一步改善结晶组织、成分偏析,尤其是液析碳化物的控制、致密 度 (3)通过超高温长时间的高温扩散,有效溶解和扩散碳化物,大幅改善电渣锭成分 偏析; (4)通过多向变形、充分破碎和压实铸态组织,配合高温扩散,更有效改善带状和 各向异性; (5)通过锻后直接入水冷却,通过热模拟软件Deform-HT对不同规格尺寸坯料制定 相应冷却工艺,保证坯料芯部温度≤500℃,充分抑制了网状碳化物的析出和奥氏体晶粒长 大 (6)通过直接入水冷却,通过热模拟软件Deform-HT对不同规格尺寸坯料制定相应 冷却工艺,保证坯料芯部温度300-500℃; (7)本发明提出一种具有高韧性、高等向性的高级热作模具钢HS350,其中HS350为 该热作模具钢的牌号名称,该产品退火态显微组织结构均匀,有较好的球化组织及细小均 匀的晶粒分布,淬回火组织均匀,Mo、Cr碳化物的细小析出相在使用过程中起着弥散强化作 用,提高了材料的性能,使材料具有高韧性、高等向性。该产品可广泛用于制造热挤压模具, 芯棒、模锻锤的锤模,锻造压力机模具,精锻机用模具,尤其可作为以铝、铜及其合金的高端 压铸模。 附图说明 图1为实施例1所得的模具钢的微观组织形貌; 图2为实施例2所得的模具钢的微观组织形貌; 图3为实施例3所得的模具钢的微观组织形貌; 图4为实施例4所得的模具钢的微观组织形貌; 图5为实施例5所得的模具钢的微观组织形貌。 6 CN 111593257 A 说 明 书 4/11 页











