
技术摘要:
本发明属于冶金和轧钢领域,具体涉及一种具有高成形性的IF钢及其制备方法,按质量百分比计,所述IF钢包含C 0.002‑0.006%,Si 0.01‑0.03%,Al 0.03‑0.07%,Ti 0.011‑0.05%,S 0.01‑0.03%,余量为铁和不可避免的杂质;所述制备方法包括:冶炼并连铸得到钢板坯 全部
背景技术:
IF钢又被称为无间隙原子钢,其中由于C、N含量低,在加入一定量的Ti、Nb元素使 钢中的C、N原子被固定成为碳化物和氮化物,从而使钢中没有间隙原子的存在,故称为无间 隙原子钢。IF钢具有高的塑性和低的各向异性(r)、高的加工硬化指数(n)和无时效性等特 点,特别是其具有优异的深冲性能,这使得IF钢作为第三代深冲钢板在汽车制造等行业得 到了广泛应用。在IF钢的生产过程中,在钢液凝固和冷却过程中的碳、氮化合物由于溶解度 随温度的降低而从基体中析出,形成析出物(第二相粒子)。该析出物不但直接决定间隙原 子的清除程度,而且还影响钢板的再结晶行为。粗大的析出物在退火过程中可以作为晶粒 的形核质点来促进再结晶,而细小的析出物则阻碍再结晶过程中晶界的迁移和长大,从而 影响IF钢织构的发展,使钢板的各向异性(r值)降低。因此,析出物对IF钢的性能有着重要 影响。 研究发现,IF钢中固定C、N原子的主力主要是Ti、Nb等元素。另外钢中还可能有TiS 和Ti4C2S2这些以碳硫化合物形式存在的物质。这使人们认识到S元素对于固定C有着一定的 积极作用。 综上所述,目前亟需开发一种具有高成形性的IF钢。
技术实现要素:
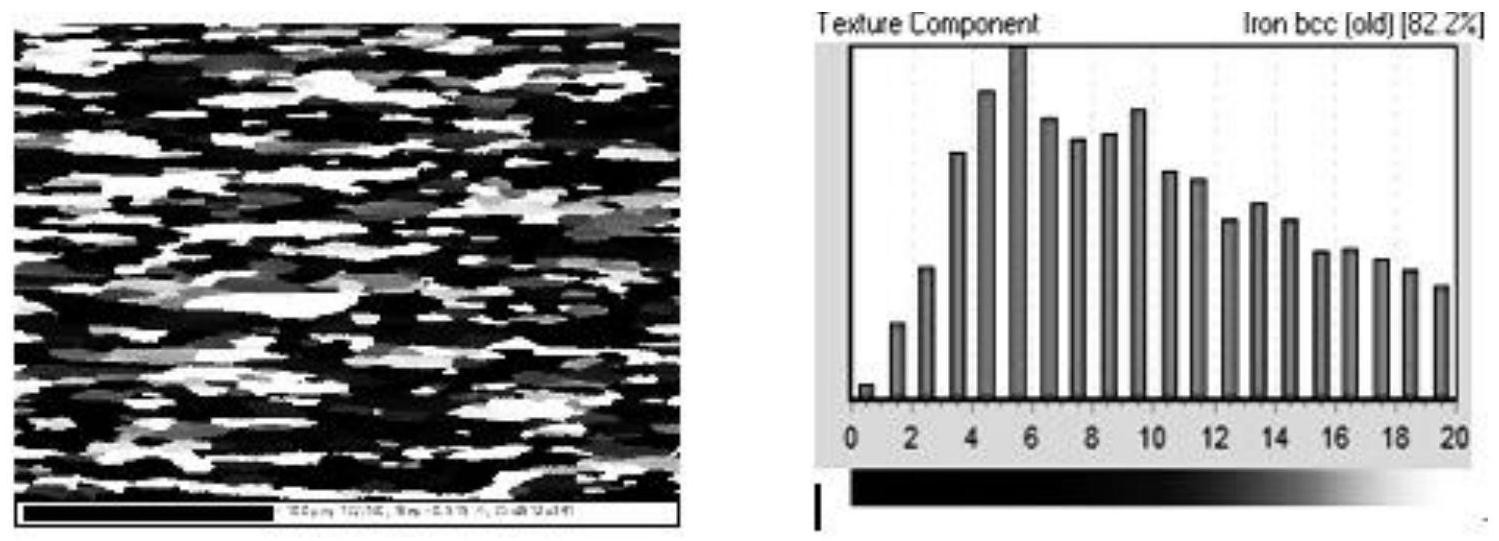
鉴于上述问题,本发明提供一种具有高成形性的IF钢及其制备方法。本发明所述 制备方法简单易操作,经济效率高,可以在不增加任何工序和设备的条件下显著提高钢的 成形性;本发明结合绿色生产的背景,采用合理的IF钢成分及其含量组成,采用较低的加热 温度、较低的退火温度,显著地提高了所述IF钢的热成形性和力学性能,增加了加工硬化指 数(n)、增加了所述IF钢的塑性应变比(r值),并使所得到的IF钢成品的△r值(代表各项异 性)变化减小,该△r小于0.5。 用于实现上述目的的技术方案如下: 本发明提供一种具有高成形性的IF钢,按质量百分比计,所述具有高成形性的IF 钢包含:C 0.002-0.006%,Si 0.01-0.03%,Al 0.03-0.07%,Ti 0.011-0.05%,S 0.01- 0.03%,余量为铁和不可避免的杂质。 在一个实施方式中,本发明所述的具有高成形性的IF钢,按质量百分比计,所述具 有高成形性的IF钢包含:C 0.004%,Si 0.025%,Al 0.055%,Ti 0.032%,S 0.01%,余量 为铁和不可避免的杂质。 本发明所述制备方法通过控制S元素的含量以适当地促进粗轧和精轧过程中的析 出物的粗化。 在一个实施方式中,本发明所述的具有高成形性的IF钢中,所述具有高成形性的 3 CN 111549290 A 说 明 书 2/5 页 IF钢的{111}织构比例为75~85%;优选地,所述具有高成形性的IF钢的{111}织构比例为 78.1~82.2%。该具有高成形性的IF钢的{111}织构比例有利于加工硬化指数(n)和所述IF 钢的塑性应变比(r值)的增加。 本发明还提供一种本发明所述的具有高成形性的IF钢的制备方法,包括:冶炼并 连铸得到钢板坯,将所述钢板坯依次进行加热、粗轧、精轧和卷取,得到钢卷;将所述钢卷依 次进行开卷、酸洗、冷轧、退火处理和平整处理,得到所述具有高成形性的IF钢; 其中: 所述将所述钢板坯进行加热的过程中,将所述钢板坯加热至温度为1100-1140℃, 优选1140℃。本发明采用温度为1100-1140℃的加热炉工艺,防止在连铸过程中所产生的粗 大析出物的回溶。 在一个实施方式中,本发明所述的具有高成形性的IF钢的制备方法中,所述将所 述钢板坯加热至温度为1100-1140℃,优选1140℃,包括:将所述钢板坯加热至温度为1100- 1140℃,后保持20~30min,优选保持25min。 在一个实施方式中,本发明所述的具有高成形性的IF钢的制备方法中,所述粗轧 的终轧温度为1050-1080℃。 在一个实施方式中,本发明所述的具有高成形性的IF钢的制备方法中,所述精轧 的开轧温度为1030℃;优选地,所述精轧的终轧温度为930~960℃,优选950℃; 优选地,所述精轧的轧制速度为8~12m/s。 本发明基于粗轧和精轧的步骤,所产生的粗大析出物可以使所需要的退火温度降 低,从而达到节能降耗得目的,同时还可以减小所述IF钢的不同方向的r值的差距,使钢板 各个方向差异变小,提高了成形性。 在一个实施方式中,本发明所述的具有高成形性的IF钢的制备方法中,所述钢板 坯经所述粗轧前的厚度为250mm; 优选地,所述钢板坯经所述粗轧后的厚度为35~38mm。 在一个实施方式中,本发明所述的具有高成形性的IF钢的制备方法中,所述卷取 的温度为700-740℃;优选地,所述退火处理的温度为780-820℃,优选800℃。 本发明又提供根据本发明所述的具有高成形性的IF钢的制备方法制备得到的具 有高成形性的IF钢。 具体而言,本发明所述具有高成形性的IF钢的制备方法包括:经钢板坯依次进行 加热、粗轧(粗轧采用1 3模式)、精轧、卷取、开卷、酸洗、冷轧、退火、平整。 本发明中针对化学成分的分析:本发明采用热模拟试验模拟样品进行系统分析, 在温度为700-740℃的卷取条件下,所得IF钢在2000倍数显微镜下的析出物状态如附图1所 示,该IF钢中存在大量的大尺寸析出物(粒径为200nm以上),并分布为弥散状态,析出物的 形貌呈现圆形、椭圆形、方形和长条形。结合能谱分析可以较好地对上述形貌进行区分,其 中方形形貌主要是TiN或者Ti(C、N)析出物,圆形和椭圆形的形貌主要是TiS或者Ti4C2S2析 出物。随着钢成分中S含量的增加,大尺寸析出物的数量呈现增加的趋势,在2000倍显微镜 下含量60ppm S的IF钢仅有平均13个大尺寸析出物存在,随着S含量增加到100ppm和 140ppm,大尺寸析出物数量增多,相同视场下平均析出物数量增加至20个以上,同时100- 200nm尺寸的析出物也呈现增长趋势。对于Ti-IF钢,其制备过程的成分设计应有利于含有 4 CN 111549290 A 说 明 书 3/5 页 C、N的化合物的析出和聚集长大,最终形成粗大、稀疏的第二相粒子。进一步地,粗大、稀疏 的第二相粒子还可以改善IF钢成品的深冲性能,避免出现表面粗糙、橘皮、纵纹等各种因为 细小的二相粒子钉扎晶界恶化变形所产生的缺陷。本发明经过系统研究和大量筛选试验发 现,当S元素的含量控制在较低水平(小于100ppm)条件下,IF钢成品中粗大析出物较少,细 小弥散分布的TiC化合物则较多。此类型的析出物在之后的退火处理过程中阻碍了进行再 结晶的和晶粒长大,对IF钢的各向异性r值不利;而随着S含量升高到100ppm以上时,观察到 可见晶粒内的大尺寸析出物明显增多。由于Ti4C2S2的析出的量增大,细小弥散的TiC析出的 量明显减少,此类析出物控制方式对后续加工有利。 本发明中针对工艺流程的控制:本发明通过大量研究发现,低的加热温度可以减 少钢板坯中析出物的回溶,从而在后续卷取温度下能得到粗大的析出物,而粗大的析出物 经过后续冷轧和退火处理后具有一定的遗传效应,从而有利于IF钢成品中的析出物变粗, 可以在一定程度上弥补降低退火温度所造成的析出物的细化,从而为降低退火温度创造了 条件。如附图2所示,该图对比了加热温度为1180℃、1220℃以及退火温度为760~840℃的 不同组合下的析出物情况。可以看出,在相同加热温度下,随着退火温度的提高,则析出物 的尺寸增大;在相同退火温度下,随着加热温度的降低,则析出物的尺寸增大。对比可见,在 将加热温度由1220℃降至1180℃后,在保证析出物尺寸不变的情况下,退火温度可以普遍 降低20℃左右。因此,本发明通过大量筛选试验,综合产品性能需求,限定了所述加热温度 为1110-1140℃、所述退火温度为780-820℃,从而得到了所述具有高成形性的IF钢。 此外,适当降低加热温度,将粗轧至精轧终轧温度的差值控制在至少小于等于150 ℃,并将所述轧制速度限定为8~12m/s,从而缩短带钢与轧辊接触的纯轧时间。在通常情况 下,粗轧至精轧终轧温度的差值减少20℃可以减少纯轧时间8秒,因此,本发明选择了以下 策略来获得目标产品:所述粗轧的终轧温度为1050-1080℃;所述精轧的开轧温度为1030 ℃,所述精轧的终轧温度为930~960℃;所述精轧的轧制速度为8~12m/s。 本发明中针对所述IF钢成品的测量评价:本发明采用扫描电镜EBSD功能对不同加 热温度-退火温度的组合试样的织构情况进行对比分析,尤其关注直接影响冲压性能的 {111}织构的比例。当所述加热温度为1100℃时的不同退火温度下的IF钢的{111}织构比例 情况如附图3和附图4所示。可以看出,在加热温度为1100℃的情况下,当退火温度为800℃ 时的试样中的{111}织构比例最高,达到82.2%,其余情况下试样中的{111}织构比例在75 ~85%或者75~78.1%。 本发明中针对IF钢产品各向异性的分析:对比不同的加热温度,将退火温度由830 ℃降至800℃后的△r值变化情况,如表1所示。可以看出,在不同的加热温度下,降低退火温 度均可以使△r值得到显著性降低,从而降低了IF钢产品的各向异性,提高了均匀性。本发 明通过大量筛选试验,综合产品性能需求,限定了所述加热温度为1100-1140℃、退火温度 为780-820℃,从而得到了所述具有成形性高、各向异性小和力学性能好的IF钢。 表1:降低退火温度后的不同加热温度所得到的IF钢成品的△r值变化情况 5 CN 111549290 A 说 明 书 4/5 页 附图说明 以下,结合附图来详细说明本发明的实施方案,其中: 图1示出了本发明中在卷取温度为700℃的条件下,所得到的大尺寸析出物随S元 素含量的变化情况; 图2示出了本发明中所述加热温度和所述退火温度对晶粒尺寸的影响; 图3示出了本发明中当所述加热温度为1100℃时、退火温度为800℃时所得到的所 述IF钢的{111}织构比例为82.2%; 图4示出了本发明中当所述加热温度为1100℃时、退火温度为820℃时所得到的所 述IF钢的{111}织构比例为78.1%。











