
技术摘要:
本发明涉及螺杆领域,提出了一种用于PET瓶片物料的节能型组合螺杆,该组合螺杆由10节区段机筒组成,单节区段机筒长度为290mm,包括喂料区段、熔融区段、排气区段、混炼区段、均化区段,其中排气区段与混炼区段的机筒结构交替设置,本申请通过对不同区段螺杆元件的针对 全部
背景技术:
螺杆是指外表面切有螺旋槽的圆柱或者切有锥面螺旋槽的圆锥,广泛应用于加工 中心,CNC机器,数控车床,注塑机,线切割,磨床,铣床,慢走丝,快走丝,PCB钻孔机,精雕机, 雕铣机,火花放电机,咬齿机,刨床,大型立车龙门铣等等。 目前,螺杆多用于塑料成型设备,如塑料型材挤出机,注塑机等。螺杆是塑料造粒 机中的重要部件,其工作机理是依靠螺杆旋转产生所的压力及剪切力,能使得物料可以充 分进行塑化以及均匀混合,常见的螺杆有组合式螺杆,组合式螺杆就是采用若干螺纹元件 套在芯轴上构成的,组合式螺杆可以通过不同规格的输送元件、剪切元件在螺杆的芯轴上 组成不同的排列组合,可以使螺杆具有不同的效果,从而可以针对不同的物料组合出不同 的螺杆使其具有适合生产该物料的效果。对此,本申请提出了一种用于PET瓶片物料的节能 型组合螺杆。
技术实现要素:
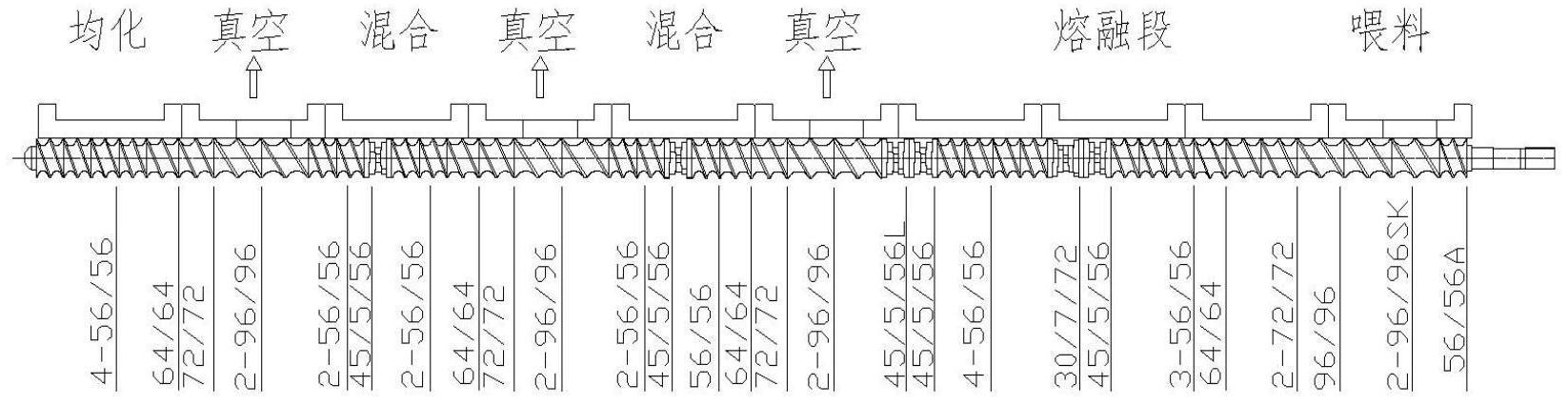
针对上述存在的问题,本发明提出了一种用于PET瓶片物料的节能型组合螺杆,通 过对不同区段螺杆元件的针对性组合设计,有效提高了组合螺杆的实用效率,用于螺杆造 粒机,显著改善了PET料的塑化效果,造粒产量提高了2倍以上,且使用寿命较常规机型提高 了50%以上,综合使用效益高,高效节能,值得推广应用。 为了实现上述的目的,本发明采用以下的技术方案: 一种用于PET瓶片物料的节能型组合螺杆,该组合螺杆由10节区段机筒组成,单节区段 机筒长度为290mm,包括喂料区段、熔融区段、排气区段、混炼区段、均化区段,其中排气区段 与混炼区段的机筒结构交替设置。 熔融区段包括3段连续设置的机筒结构,排气区段包括3段间隔设置的机筒结构, 混炼区段包括2段间隔设置的机筒结构,喂料区段、均化区段分别设有1段机筒。 作为本发明的进一步优化,机筒结构内包括输送元件、剪切元件,其中, 喂料区段的机筒结构内由以下元件依次组合而成:导程为56mm、长度为56mm的输送元 件,导程为96mm长度、为96mm型的输送元件,导程为72mm、长度为72mm的输送元件,导程为 64mm、长度为64mm的输送元件; 熔融区段的机筒结构内由以下元件依次组合而成:5片长度为56mm的剪切元件,7片长 度为72mm的剪切元件,导程56mm、长度56mm的输送元件,5片长度为56mm的反旋剪切元件; 排气区段的机筒结构内由以下元件依次组合而成:导程96mm、长度为96mm的输送元件, 导程为72mm、长度为72mm的输送元件,导程为64mm、长度为64mm的输送元件,导程为56mm、长 度为56mm的输送元件; 3 CN 111571987 A 说 明 书 2/4 页 混炼区段的机筒结构内由以下元件依次组合而成:5片长度为56mm的剪切元件,导程为 56mm长度、为56mm的输送元件; 均化区段的机筒结构内由以下元件依次组合而成:导程96mm、长度为96mm的输送元件, 导程为72mm、长度为72mm的输送元件,导程为64mm、长度为64mm的输送元件,导程为56mm、长 度为56mm的输送元件。 作为本发明的进一步优化,喂料区段的机筒结构内导程为96mm、长度为96mm的输 送元件采用SK型输送元件。 作为本发明的进一步优化,熔融区段的机筒结构内56mm的剪切元件夹角为45°, 72mm的剪切元件夹角为30°,56mm的反旋剪切元件夹角为45°。 作为本发明的进一步优化,混炼区段的机筒结构内56mm的剪切元件夹角为45°。 作为本发明的进一步优化,剪切元件片厚为8-12mm,间隙为1.5-2mm。 上述的用于PET瓶片物料的节能型组合螺杆在双螺杆造粒机中的应用。 由于采用上述的技术方案,本发明的有益效果是: 本发明通过对不同区段螺杆元件的针对性组合设计,有效提高了组合螺杆的实用效 率,用于螺杆造粒机,显著改善了PET料的塑化效果,造粒产量提高了2倍以上,且使用寿命 较常规机型提高了50%以上,综合使用效益高,节能环保,值得推广应用。 本发明组合螺杆应用于双螺杆造粒机,适用于PET瓶片材料的造粒,相较于现有造 粒机的螺杆结构,本申请组合螺杆对产出物料的纯度和粘度分别提高了46%、52%,也可应用 于工程塑料双螺杆造粒机。 本申请组合螺杆分为喂料区段、熔融区段、排气区段、混炼区段、均化区段,整个螺 杆组合采用了大部分为输送元件,小部分的剪切元件组合而成,为一种弱剪切的模式。 喂料段由大导程输送元件组成,总长度超过下料口的长度,随后输送元件以导程 变小的方式排列组合成输送段,随后由两个剪切块对物料进行混合,四个小导程螺杆元件 进行输送,再通过剪切块混炼反旋增加混合的强度,进入排气区段进行挥发一些水分以及 杂质,排气口采用大导程输送元件也必须超过排气口的长度,随后以导程递减的输送元件 排列到下一个排气口,为两段小导程输送,中间必须增加一个剪切块,对物料进行混合,随 后以同样的排列进入下一段排气,到底物料已经达到了充分混合的目的,以及充分的排出 水分,以及物料中的杂质,最后进入均化段,以导程递减的输送元件排列。 熔融区段采用45°和30°的中性剪切块组合而成,第一个排气口前采用45°正旋和 45°反旋组合而成,靠近第二个排气口之间用了一个45°剪切块,靠近第三个排气口之间同 样用了一个45°剪切块,通过交替式的结构设计,合理安装多级弱剪切力的剪切单元,递进 混合,逐步混炼,有效提高了物料处理的均质化程度,PET瓶片料造出来的颗粒品质优,纯度 高,粘度良好。 附图说明 图1为本发明机筒结构示意图。











