
技术摘要:
本发明公开了一种燃机工厂管道安装工具,包括:假轴、前支架、后支架、支撑管、假法兰;所述假轴为钢结构空心管,沿水平方向放置,模拟燃机主轴,其前端垂直安装所述前支架,后端垂直安装所述后支架;所述假轴上沿径向安装有多个所述支撑管,所述支撑管为钢结构空心管 全部
背景技术:
燃气轮机设计精密、结构复杂,与其连接的输送各种介质管道也是紧凑繁多。其 中,工厂安装管道分布在燃机本体周围,主要涉及润滑油管道、燃料管道和二次空气管道 等。现有燃机工厂管道安装需要等燃机装配后,运至工厂,再进行管道安装。但由于燃机本 体零部件繁多,装配工艺复杂,常会出现因燃机本体装配延迟导致整个项目工期延误的情 况,同时,盲目赶工极易导致严重的质量问题。 中国专利CN209698874U公开了一种用于抽气管路预制的模拟工装,包括第一模拟 柱和第二模拟柱,第二模拟柱设置固定于第一模拟柱上方,第一模拟柱和第二模拟柱外侧 面定位设置有若干个假法兰,第一模拟柱和第二模拟柱的侧面设置有若干个支撑柱,支撑 柱之间设置有若干个支撑架。在第一模拟柱和第二模拟柱上设置假法兰,用于模拟燃气轮 机主体上的法兰接口位置,在第一模拟柱和第二模拟柱外侧设置支撑柱模拟燃气轮机的支 撑结构。上述技术方案解决了部分管路模拟安装的问题,但整体结构复杂、分散,不易运输 及安装。 综上,需要一种针对燃机工厂安装的模拟工装,可提前将管道安装到位,提升整体 安装效率。
技术实现要素:
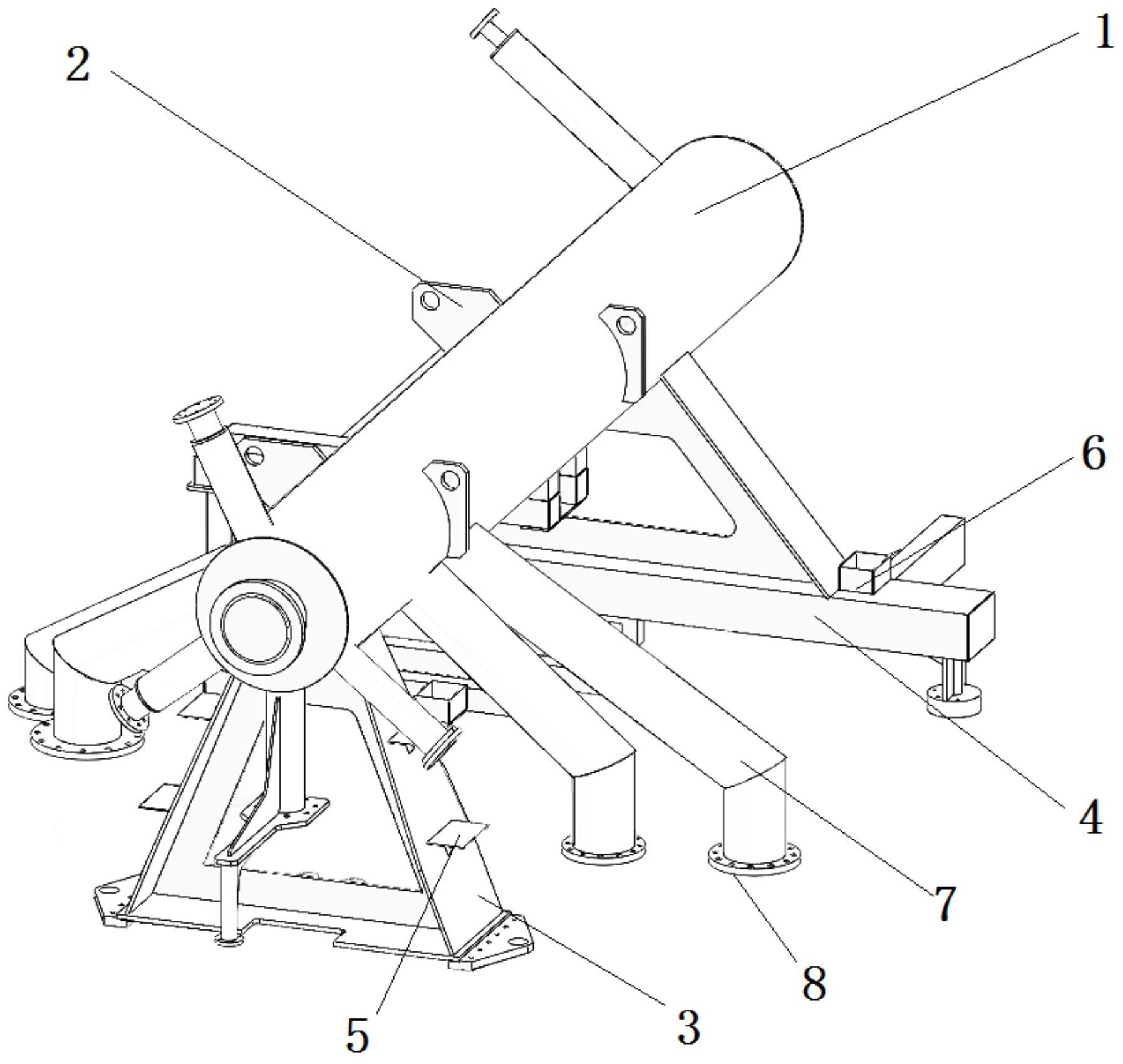
有鉴于此,本发明提供一种燃机工厂管道安装工具,能够解决上述问题。 为此目的,本发明由如下技术方案实施。 一种燃机工厂管道安装工具,包括:假轴、前支架、后支架、支撑管、假法兰; 所述假轴为钢结构空心管,两端封闭;所述假轴沿水平方向放置模拟燃机主轴,所 述假轴前端垂直安装所述前支架,后端垂直安装所述后支架;所述假轴上沿径向安装有多 个所述支撑管,所述支撑管为钢结构空心管;所述支撑管末端安装有所述假法兰,所述假法 兰模拟燃机外部接口,所述假法兰尺寸、位置与燃机外部接口一一对应。 进一步,所述前支架为三角形钢结构,其上端焊接于所述假轴的下部,底部安装有 板状结构,所述板状结构两端设置有安装通孔,中间设置有定位孔。 进一步,所述后支架为三角形钢结构,其上端焊接于所述假轴的下部,底部安装有 横梁,所述横梁两端的下表面分别安装有透平左支撑接口、透平右支撑接口;所述横梁下表 面中部区域,安装有定位用叉状结构。 进一步,所述假轴前后两端分别安装有一组吊装结构。 更进一步,每组所述吊装结构共有两个吊耳,分别位于所述假轴两侧,且每组两个 吊耳孔的中心连线,所得线段的中垂面通过所述管道安装工具的质心。 进一步,所述前支架、后支架安装有至少一个工件台,所述工件台为水平设置的板 4 CN 111604845 A 说 明 书 2/4 页 状结构。 进一步,所述前支架、后支架安装有至少一个零件盒,所述零件盒为水平设置的敞 口盒体结构。 进一步,所述假轴靠前端的两侧分别斜向下安装有两个所述支撑管,末端转接垂 直水平面的管状结构,并在所述管状结构下端安装所述假法兰,分别模拟燃机左低压抽气 口、右低压抽气口、左高压抽气口、右高压抽气口。 进一步,所述假轴前端通过支架垂直于水平面安装有所述假法兰,模拟进气室疏 水口;所述假轴前端面安装有所述假法兰,模拟前轴承回油口;所述假轴左侧前后两端分别 斜向上安装有所述支撑管,其末端均安装所述假法兰,分别模拟抽油雾口、后轴承回油口; 所述假轴前端下部分别斜向下安装有所述支撑管,其末端均安装所述假法兰,分别模拟左 前轴承回油口、右前轴承回油口所述假轴下部靠后端水平安装有支架,所述支架下表面垂 直水平面安装有三个所述支撑管,末端均安装假法兰,分别模拟值班燃料进口、二次燃料进 口、主燃料进口; 所述后支架前端垂直水平面安装有所述支撑管,其末端安装假法兰,模拟脉冲检 测口;所述后支架后端左右两侧分别安装水平支架,所述水平支架安装有垂直水平面的所 述支撑管,末端安装所述假法兰,模拟左、右透平冷却气进口,其中,右侧所述水平支架末端 还连接有与所述假轴平行的所述支撑管,所述支撑管靠近所述假轴一端安装有所述假法 兰,模拟润滑油回油口。 进一步,所述假法兰侧视结构为T型或工字型其中一种或两种组合使用。 本发明具有如下优点: 通过本发明的管道安装工具,能够实现在没有燃机本体的情况下准确定位工厂管 道各连接口的空间位置并开展相应的安装作业,在实际应用中,将原有的顺序生产流程压 缩为同步进行,项目执行时间可缩短近20天,大大缩短了项目整体周期,且有效降低了因燃 机本体装配延迟而造成的风险,充分提高了燃机产品质量。同时,本发明相对简单的结构使 其对某型燃机可实现量产投入使用,进一步,结合工字法兰可进行快速更换、升级,应对不 同型号燃机装配需要,有助于提高本发明的生产效率,节约成本。 附图说明 图1为本发明正面轴测图; 图2为本发明背面轴测图; 图3为本发明正视图; 图4为本发明仰视图; 图5为本发明假法兰一种结构视图。 图中: 1-假轴;2-吊耳;3-前支架;4-后支架;5-工作台;6-零件盒;7-支撑管;8-假法兰; 801-抽油雾口;802-后轴承回油口;803-左前轴承回油口;804-右前轴承回油口;805-进气 室疏水口;806-前轴承回油口;807-左低压抽气口;808-右低压抽气口;809-左高压抽气口; 810-右高压抽气口;811-值班燃料进口;812-二次燃料进口;813-主燃料进口;814-透平左 支撑接口;815-透平右支撑接口;816-左透平冷却气进口;817-右透平冷却气进口;818-润 5 CN 111604845 A 说 明 书 3/4 页 滑油回油口;819-脉冲检测口。











