
技术摘要:
带有多方位定位结构的高速钻床,包括所述固定板的装配连接多组夹持机构,所述夹持机构用以将管件固定在所述固定板的顶面上;所述支撑机构的表面开设有装配槽和第一装配孔;所述装配槽、所述第一装配孔均装配连接所述固定板,所述第一装配孔用以与水平状态的所述固定板 全部
背景技术:
钻床指主要用钻头在工件上加工孔的机床。通常钻头旋转为主运动,钻头轴向移 动为进给运动。钻床结构简单,加工精度相对较低,可钻通孔、盲孔,更换特殊刀具,可扩、锪 孔,铰孔或进行攻丝等加工。加工过程中工件不动,让刀具移动,将刀具中心对正孔中心,并 使刀具转动(主运动)。钻床的特点是工件固定不动,刀具做旋转运动; 管件在加工时,有时需要水平放置管件对管件侧面进行加工,有时需要竖直放置 管件对管件的端部进行加工,目前的钻床夹具,无需精确、牢固的对上述两种状态,尤其针 对于水平放置时的管件,三角定位效果不足、容易震动。
技术实现要素:
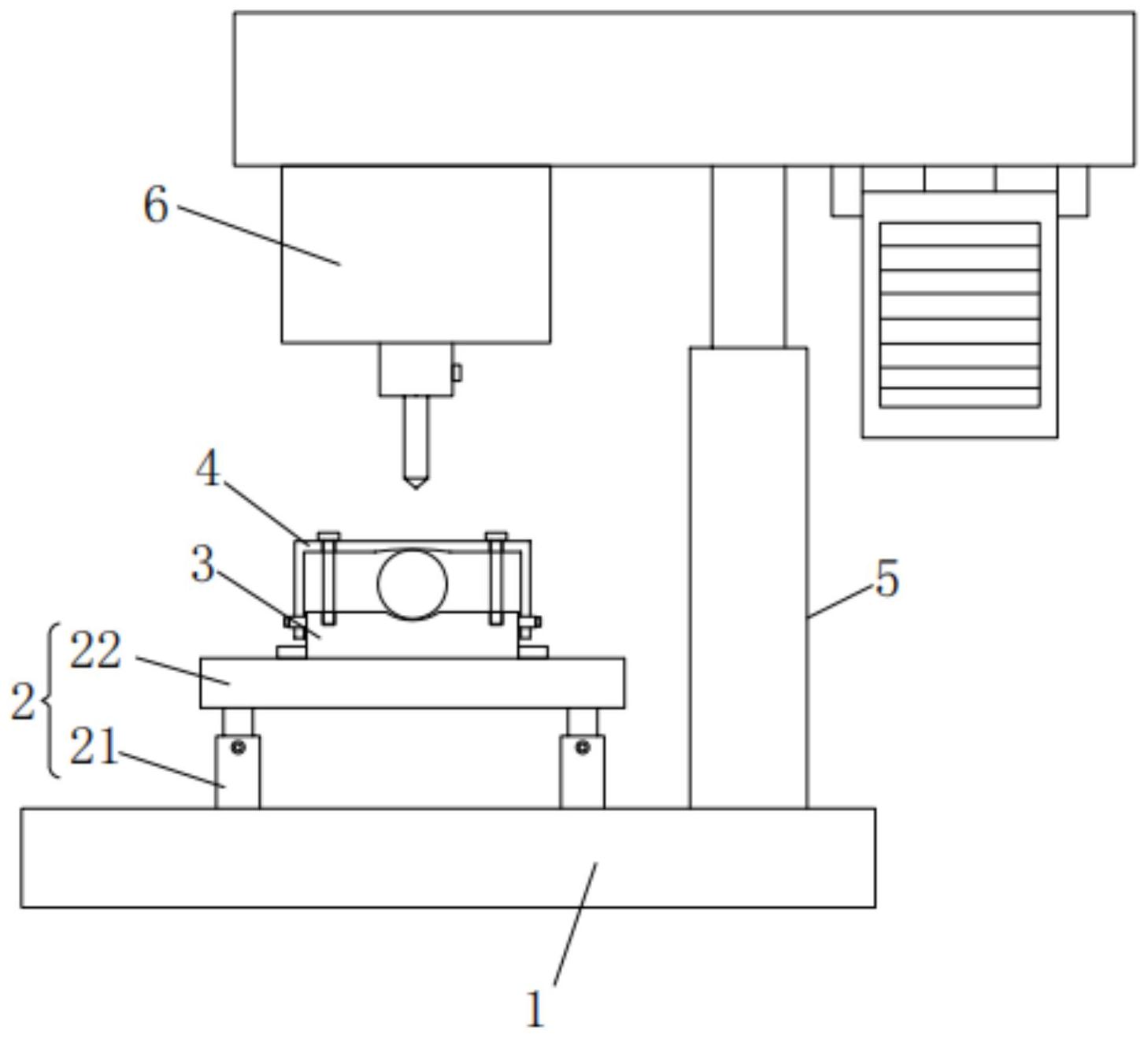
本发明针对现有技术存在的不足,提供了带有多方位定位结构的高速钻床,具体 技术方案如下: 带有多方位定位结构的高速钻床,包括基座、立柱以及钻头;所述基座的表面支撑 机构;所述支撑机构的顶部装配连接固定板,所述固定板的装配连接多组夹持机构,所述夹 持机构用以将管件固定在所述固定板的顶面上; 所述支撑机构的表面开设有装配槽和第一装配孔;所述装配槽、所述第一装配孔 均装配连接所述固定板,所述第一装配孔用以与水平状态的所述固定板连接,所述装配槽 用以与竖直状态的所述固定板连接;水平状态的所述固定板用以加工所述管件的侧面,竖 直状态的所述固定板用以加工所述管件的端面。 进一步地,所述夹持机构包括夹持架和第一锁紧螺钉,所述夹持架呈U型,所述固 定板的侧面设有限位座,所述夹持架的两端滑动伸入于所述限位座内,所述夹持架与所述 限位座之间通过第二锁紧螺钉连接,所述夹持架的水平部分与所述固定板平行设置,所述 夹持架的水平部分贯穿有所述第一锁紧螺钉,所述固定板的表面开设有第一装配孔,所述 第一锁紧螺钉与所述第一装配孔连接,所述第一锁紧螺钉对称置于所述管件的两侧。 进一步地,所述夹持架的水平部分内侧面为内凹弧形结构,所述固定板的表面中 部为内凹弧形结构。 进一步地,所述固定板嵌入于所述装配槽的部分开设有第二装配孔,所述第二装 配孔连接第三锁紧螺钉。 进一步地,所述支撑机构包括支柱和支撑座;所述支柱垂直设于所述基座的表面, 所述支柱的顶端设有所述支撑座;所述支撑座的表面开设有装配槽和第一装配孔。 进一步地,所述支柱包括套管和支杆,所述套管垂直设于所述基座的表面,所述套 管的内部滑动连接所述支杆,所述支杆的顶端连接所述支撑座。 本发明的有益效果是: 3 CN 111570851 A 说 明 书 2/3 页 1、通过在支撑座上开设装配槽和第一装配孔,能够实现固定板在支撑座上水平定 位和竖直定位,从而满足管件的水平加工、竖直加工的两种状态需要; 2、夹持架能够将管件稳定的固定在固定板上,并且夹持架的夹持间距能够自由调 节,从而满足不同尺寸管件的固定需要。 附图说明 图1示出了本发明的带有多方位定位结构的高速钻床结构示意图; 图2示出了本发明的水平状态的支撑座、固定板以及夹持机构连接结构示意图; 图3示出了本发明的竖直状态的固定板与支撑座分离结构示意图; 图4示出了本发明的竖直状态的固定板与支撑座连接结构示意图; 图中所示:1、基座,2、支撑机构,21、支柱,22、支撑座,221、装配槽,222、第一装配 孔,3、固定板,31、第二装配孔,32、限位座,4、夹持机构,41、夹持架,42、第一锁紧螺钉,5、立 柱,6、钻头,7、第二锁紧螺钉,8、第三锁紧螺钉。











