
技术摘要:
本发明涉及装配式建筑技术领域,且公开了一种混凝土轻质隔墙板条芯孔蒸汽养护装置,包括模台车本体,所述模台车本体的顶部固定安装有养护基座,所述模台车本体的底部固定连接有底部支撑座,所述养护基座的顶部固定连接有模台防护板,所述模台防护板的内部固定连接有若 全部
背景技术:
当前国家正在推广装配式建筑,其中一种便是轻质墙板,轻质墙板种类多,质量参 差不齐,根据养护条件分为自然养护和蒸汽养护,自然养护的墙板强度低,观感差,且易开 裂;所以蒸汽养护显得尤为重要。 目前轻质墙板的生产工艺流程主要有两种,分别为说明书附图的图6和图7。第一 种如图6所示,第一种工艺在南方使用的比较多,缺点是脱模时间太长,占用模台车20小时 以上,一天只能生产一次,且混凝土强度提升慢,出厂时间长达15天;第二种如图7所示,第 二种工艺是将模台车移动到蒸汽房,对模台车和混凝土墙板整体加热,以期缩短脱模时间, 这种方法的缺点是,移动模台车时耗时耗力,蒸汽对模台车的变形影响很大,缩短了模台车 的使用寿命,且墙板被较厚的模台钢板包裹,受热慢,无水汽进入,实际使用效率不高。 为此我们提出了一种混凝土轻质隔墙板条芯孔蒸汽养护装置,用以解决混凝土轻 质墙板出板时间慢,墙板结构质量较差,容易开裂的问题。
技术实现要素:
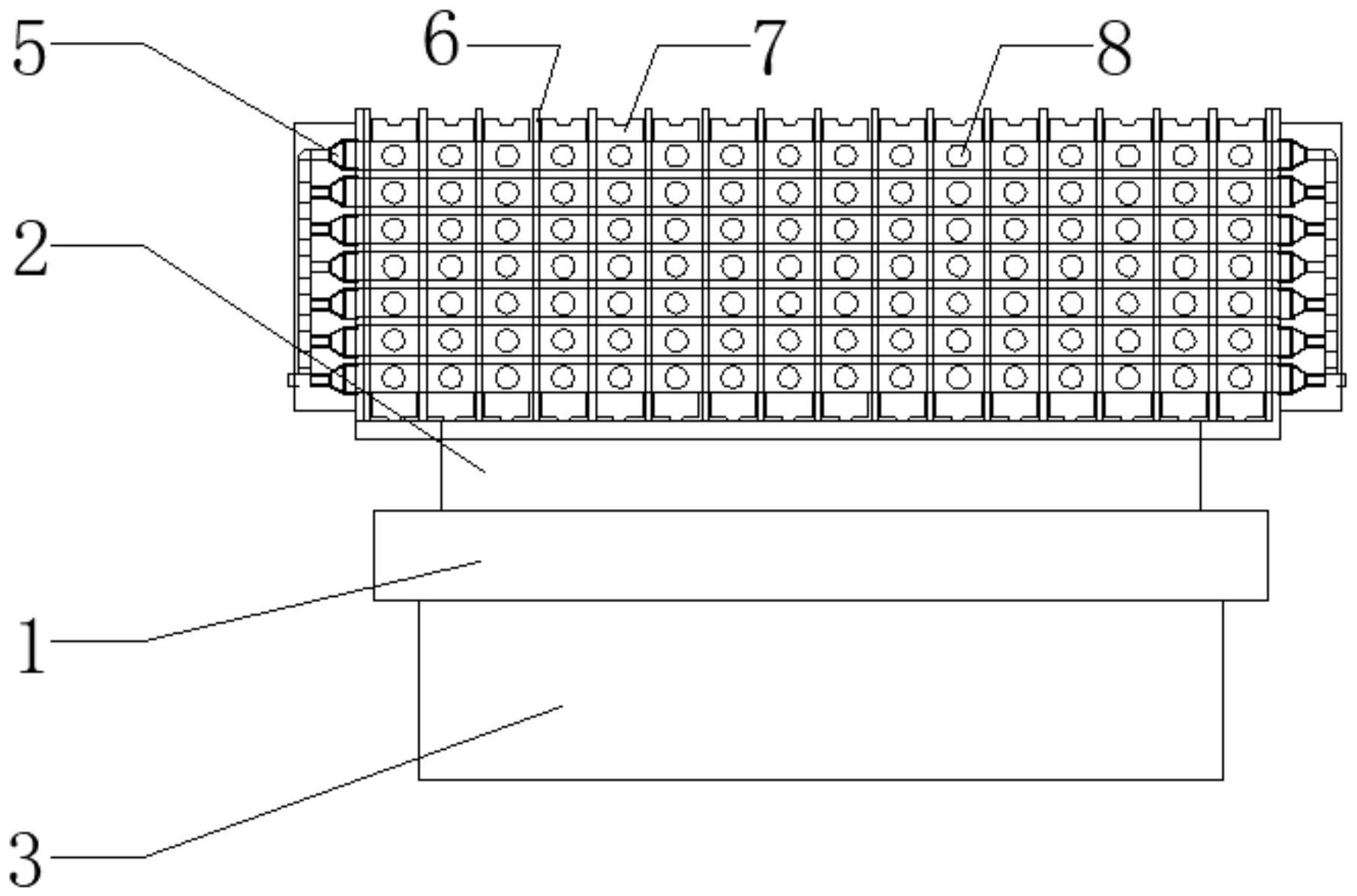
本发明提供了一种混凝土轻质隔墙板条芯孔蒸汽养护装置,解决了混凝土轻质墙 板出板时间慢,墙板结构质量较差,容易开裂的问题。 本发明提供如下技术方案:一种混凝土轻质隔墙板条芯孔蒸汽养护装置,包括模 台车本体,所述模台车本体的顶部固定安装有养护基座,所述模台车本体的底部固定连接 有底部支撑座,所述养护基座的顶部固定连接有模台防护板,所述模台防护板的内部固定 连接有若干个隔板,且若干个相邻隔板之间设有混凝土轻质墙板,所述混凝土轻质墙板的 两侧形成有墙板端头,所述墙板端头的内部开设有芯孔,所述芯孔的内部套接有穿芯管,同 一水平方向所述穿芯管之间连接有蒸汽养护装置; 所述蒸汽养护装置包括变径管,所述变径管与穿芯管相套接,且相邻所述变径管 之间通过通气连接管相连接,所述通气连接管包括转接头、S三通接头和变径三通接头,所 述转接头位于通气连接管的顶部位置,且转接头与顶部变径管相连接,所述S三通接头位于 中部位置,且转接头的底端与S三通接头相连接,且通气连接管的中部有若干个S三通接头, 且相邻S三通接头互相连接,所述变径三通接头位于通气连接管的最底部,且变径三通接头 的顶端与最底端的S三通接头相连接,并且所述变径三通接头的右侧固定连通有进气管。 优选的,所述蒸汽养护装置的外侧连接有外保护罩,且进气管贯穿外保护罩延伸 至外保护罩的外侧。 优选的,所述芯孔远离变径管的另一端连接有硅胶封头,且硅胶封头与芯孔的开 口呈封堵状态,且硅胶封头的另一侧开设有排气圆孔,且排气圆孔的口径值为5mm。 4 CN 111605058 A 说 明 书 2/4 页 优选的,所述蒸汽养护装置通过卡箍与连接页固定在模台车本体的一侧。 优选的,所述蒸汽养护装置外接蒸汽发生器,且蒸汽发生器的输出端与进气管通 过夹布橡胶管相连接。 优选的,所述变径管的两端分为大头和小头,所述变径管的大头部分通过硅胶密 封圈与穿芯管密封连接,所述变径管的小头部分与转接头、S三通接头或变径三通接头相连 接。 一种混凝土轻质隔墙板条芯孔蒸汽养护工艺:包括以下操作步骤: 第一步:模台车准备 准备相应的模台车,进行混凝土轻质墙板的生产制作; 第二步:混凝土搅拌 准备原材料,把相应的原材料倒入进混凝土搅拌机内进行充分搅拌操作; 第三步:浇入模台车 把搅拌后的混凝土,浇注至模台车内,进行混凝土轻质墙板的成型操作; 第四步:芯孔蒸汽养护装置对芯管进行加热 浇筑完成后,开启蒸汽养护装置,通过蒸汽养护装置对芯管进行加热,芯管位于浇 筑的混凝土墙板内,芯管与混凝土墙板的接触面积较大,从而提高了混凝土墙体的受热面 积,从而有效缩短混凝土墙体的凝结时间; 第五步:静置 静置10h,使得混凝土在模台车内,进行有效凝结,形成相应的混凝土轻质墙体结 构; 第六步:拔出芯管 当混凝土轻质墙体结构,凝结一定时间后,其强度够大,拔出相应的芯管结构; 第七步:芯孔真气养护装置对墙板芯孔进行蒸压 拔出芯管后,混凝土轻质墙体内,形成有芯孔,通过蒸汽养护装置对芯孔进行直接 蒸压养护处理,蒸压时间为:2h,混凝土墙板既有温度又有湿度,强度增长迅速; 第八步:模台车出板 模台车出板养护完毕的混凝土轻质墙体结构; 第九步:蒸汽养护 把养护后的墙体结构,同一运输至蒸汽养护仓内,进行再一次养护操作; 第十步:脱模出厂 当在蒸汽养护仓内,完成36h的养护操作后,即可出仓,完成相应混凝土轻质墙体 结构的生产制备。 本发明具备以下有益效果: 该混凝土轻质隔墙板条芯孔蒸汽养护装置,通过在浇筑混凝土后第一时间,将本 发明装置的蒸汽输入芯管,对芯管进行加热,芯管和墙板的接触面积更大,加热后使混凝土 的凝结时间大大缩短,达到一定强度后,拔出芯管,此时蒸汽将对墙板直接蒸压养护,混凝 土墙板既有温度又有湿度,强度增长迅速,三个小时就可以出板。 通过对比可以看出,与同样是采用蒸汽养护的工艺技术相比,加装芯孔蒸汽养护 装置后,脱模时间可以缩短一半,大大的增加了生产效率,同时第一时间进行蒸汽养护的墙 5 CN 111605058 A 说 明 书 3/4 页 板,质量更有保证,强度增长迅速,对防止裂缝贡献很大,出厂时间也缩短三分之一,大大提 高了产品的质量以及生产速率问题。 附图说明 图1为本发明模台车侧视图; 图2为本发明模台车正视图; 图3为本发明模台车俯视图; 图4为本发明混凝土墙板结构示意图; 图5为本发明蒸汽养护装置结构示意图; 图6为本发明实施例一现有轻质墙板生产工艺流程图; 图7为本发明实施例二现有轻质墙板生产工艺流程图; 图8为本发明轻质墙板生产工艺流程图。 图中:1、模台车本体;2、养护基座;3、底部支撑座;4、模台防护板;5、蒸汽养护装 置;6、隔板;7、混凝土轻质墙板;8、芯孔;9、墙板端头;10、变径管;11、通气连接管;12、转接 头;13、S三通接头;14、变径三通接头;15、进气管;16、外保护罩;17、穿芯管;18、硅胶封头。











