
技术摘要:
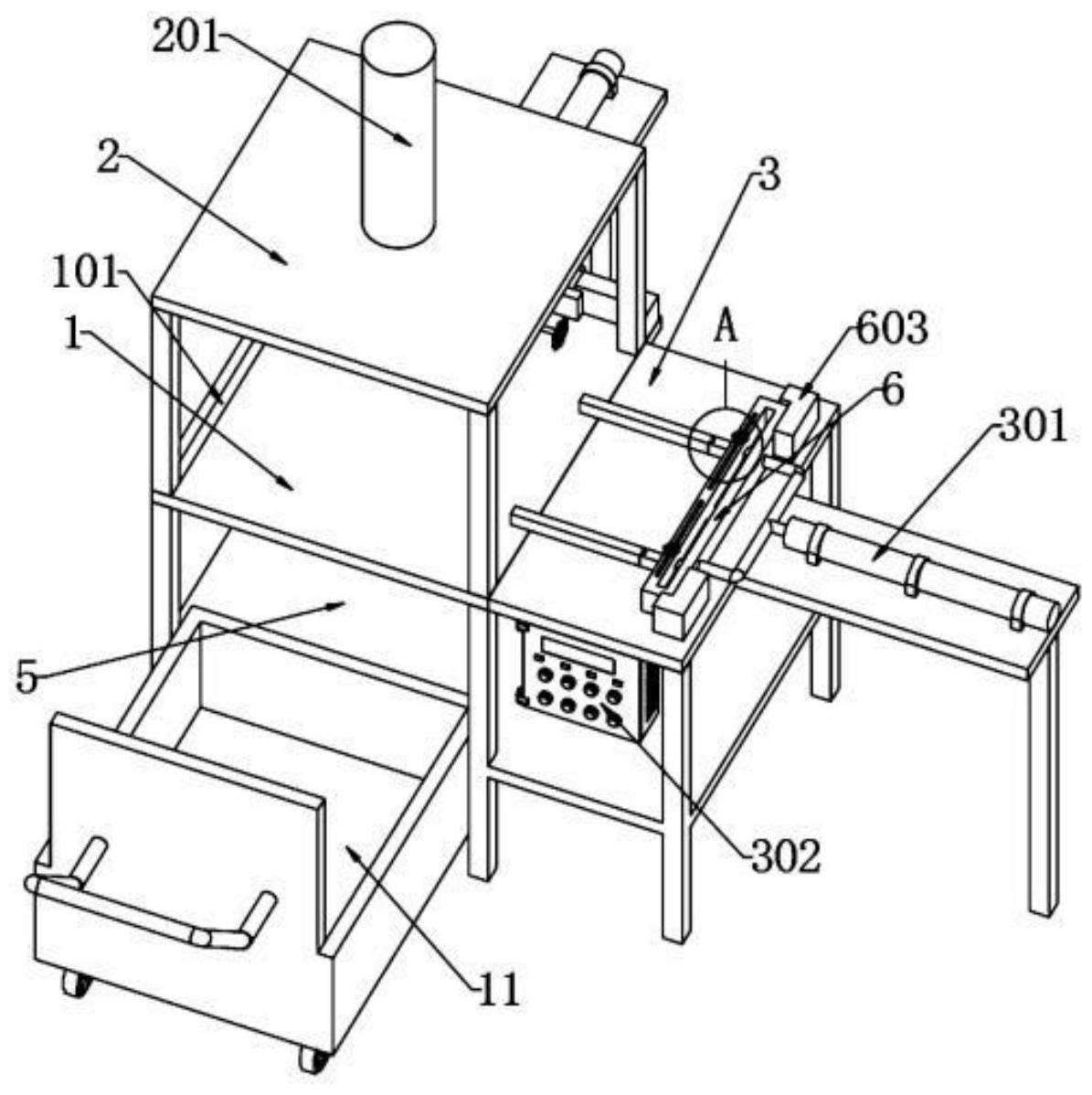
本发明提供一种连续式的自动化冲压控制方法,所述控制方法基于一自动化冲压设备来实现,所述自动化冲压设备包括挡板,推料板,卡料固定杆,滑动卡槽,卡料调节杆,冲压横杆和工字型连接头;所述工字型连接头分别卡装在冲压横杆的调节孔上,所述推料缸A的前端连接在长口 全部
背景技术:
冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形 或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性 加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。全世界的钢 材中,有60~70%是板材,其中大部分经过冲压制成成品。 基于申请号:201711040659.X的一种U型管材冲压装置,摘要:本发明涉及冲压领 域,尤其指一种U型管材冲压装置,包括支架和两个对称分布的冲压机构,冲压机构包括驱 动电机、气缸、基座、基顶、冲压座、第一冲压模和第二冲压模,由基座到基顶之间依次设有 第一冲压模、第二冲压模、冲压座,冲压座为水平放置的U型块,冲压座侧部开有通孔,底部 设有驱动电机,驱动电机的驱动轴上有涡轮机构,通孔内设有风机,风机与涡轮机构通过皮 带连接,第二冲压模和冲压座上分别设有第一电磁铁和第二点击铁,两电磁铁同极相对,第 一电磁铁和第二电磁铁同极相对。采用本方案可以对U型管材冲压压扁和钻孔在同一个设 备上完成,压扁和钻孔先后完成互不影响,提高产品的合格率,同时还可以排屑、对钻头吹 风降温; 基于上述发明检索及传统设备,传统的冲压设备中,在对工件冲压时,多采用人工 放置以及人工取件,工件的冲压位置容易出现误差,冲压效率降低,在取件时还容易受到冲 压结构的误伤,其次,有的工件还需要进行切断,需要再次对工件进行加工,影响工件整体 的加工效率。 于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供一种连续式的带断料 机构的自动化冲压设备,以期达到更具有更加实用价值性的目的。
技术实现要素:
为了解决上述技术问题,本发明提供一种连续式的带断料机构的自动化冲压设 备,以解决上述











