
技术摘要:
本发明公开了一种压力控制方法、系统及装置,包括根据预设压力位移曲线上的预设拐点得到预设最小压力差、预设最小检测压力、预设前段位移差和预设后段位移差;当压制于工件的实时压力大于等于预设最小检测压力时,根据实时压力所对应的实时位移、预设前段位移差和预设 全部
背景技术:
随着时代的发展和工业生产水平的不断提高,各类工业生产企业所设计、制造的 产品的加工工艺日益复杂,对产品内各零部件的装配加工要求也越来越严格。在实际产品 的加工过程中,零部件之间的压装是其中非常重要的一道工序,也是保证产品合格率的一 个重要条件。最常见的压装要求即压装到位或到最终限位位置,这时工艺对压装力有一定 的要求,不能过大,否则会引起压装变形,造成压后跳动公差超偏差范围。目前行业内采取 的常用手段是在工艺控制时压机提供一个很大的力,从而保证所有工件都能压入到最终位 置。但在这个过程中,当出现较大的力压装配合间隙较大的工件时,可能会造成工件的损坏 或引起压装变形,不仅造成物料成本的提高,而且产品的质量、合格率也无法得到保证。 由上述可知,现阶段液压压装机在压制过程,工作人员无法准确把握随着位移的 变化,液压压装机所输出的压力是否达到压制工件所能承受的压力值极限,容易造成压制 工件在加工过程中因承受压力过大或时间过久而遭到损坏,从而造成物料成本的提高。
技术实现要素:
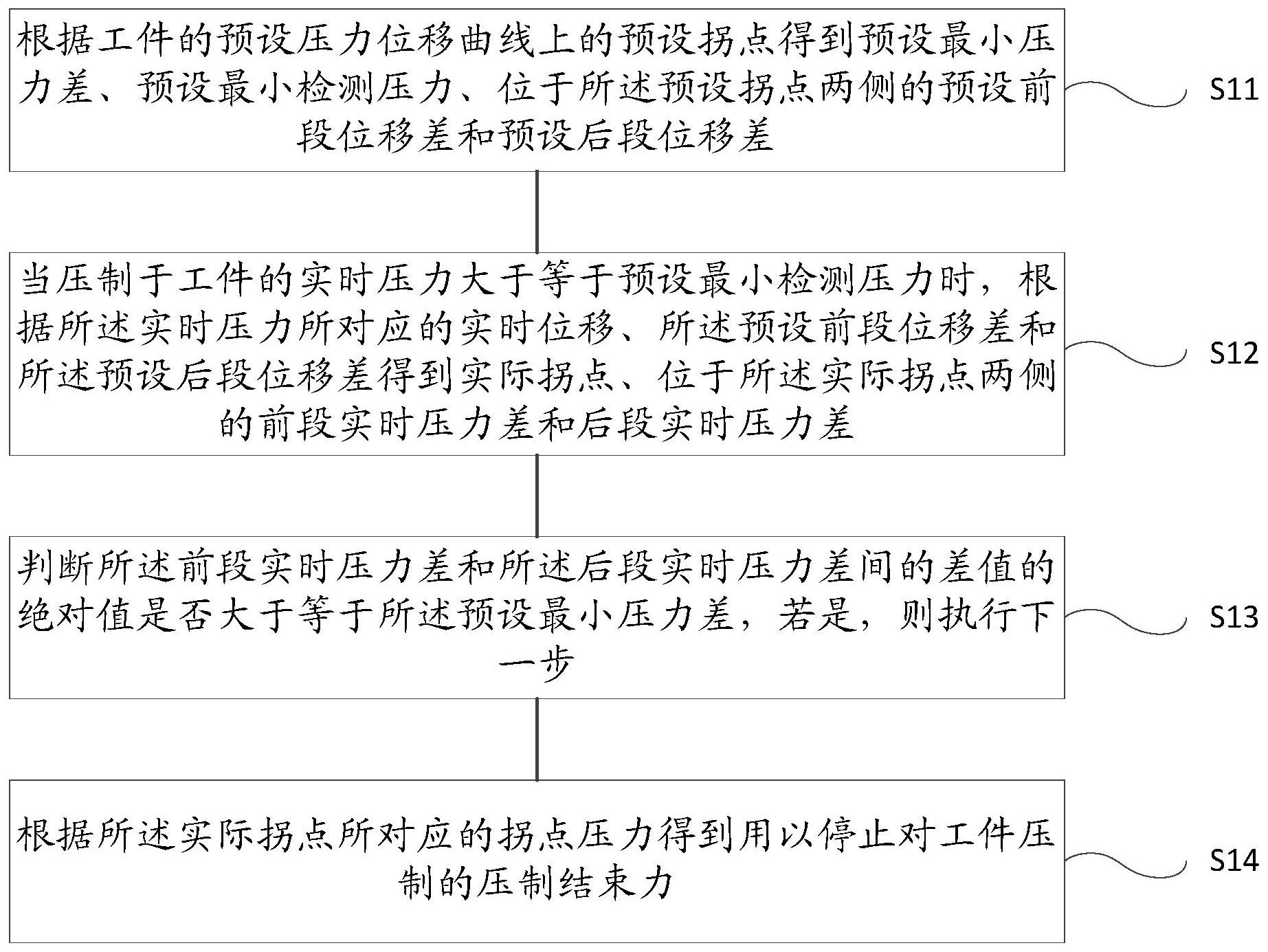
有鉴于此,本发明的第一个目的在于提供一种压装机的压力控制方法,以解决现 有的压装机压制过程中压制工件随着位移变化所能承受的压力值极限无法确定、造成压制 工件过程中工件受力过大或时间过久发生损坏的问题。本发明的第二个目的是提供一种压 装机的压力控制系统及装置。 为了达到上述第一个目的,本发明提供如下技术方案: 一种压装机的压力控制方法,包括: 根据工件的预设压力位移曲线上的预设拐点得到预设最小压力差、预设最小检测 压力、位于所述预设拐点两侧的预设前段位移差和预设后段位移差; 当压制于工件的实时压力大于等于预设所述最小检测压力时,根据所述实时压力 所对应的实时位移、所述预设前段位移差和所述预设后段位移差得到实际拐点、位于所述 实际拐点两侧的前段实时压力差和后段实时压力差; 判断所述前段实时压力差和所述后段实时压力差间的差值的绝对值是否大于等 于所述预设最小压力差,若是,则执行下一步; 根据所述实际拐点所对应的拐点压力得到用以停止对工件压制的压制结束力。 优选地,所述判断所述前段实时压力差和所述后段实时压力差间的差值的绝对值 是否大于等于所述预设最小压力差之后,所述方法还包括: 步骤a:根据公式P′X=PX A×n得到验证拐点的实时位移P′X,其中,PX为所述实际 拐点的拐点位移,A为预设单位后移量,n≥0且为正整数; 4 CN 111610805 A 说 明 书 2/7 页 步骤b:根据所述验证拐点的实时位移P′X和所述验证拐点的实时压力、所述预设 前段位移差和所述预设后段位移差得到所述验证拐点两侧的前段验证压力差和后段验证 压力差; 步骤c:判断所述验证拐点两侧的前段验证压力差和后段验证压力差间的差值的 绝对值是否大于所述预设最小压力差;若是,执行步骤d; 步骤d:判断验证次数n是否等于预设验证次数N;若否,执行步骤e;若是,执行所述 根据实际拐点所对应的拐点压力得到用以停止对工件压制的压制结束力; 步骤e:更新验证次数n,更新后的n=n 1,返回步骤a。 优选地,所述压制结束力等于所述实际拐点所对应的拐点压力和根据所述预设压 力位移曲线得到的固定增力之和。 优选地,所述判断所述前段实时压力差和所述后段实时压力差间的差值的绝对值 是否大于等于所述预设最小压力差之后,所述方法还包括: 若否,则继续压制并执行下一步; 判断压制于工件的实时压力是否大于等于根据所述预设压力位移曲线得到的预 设结束压制力; 若压制于工件的实时压力小于根据所述预设压力位移曲线得到的预设结束压制 力,则判断压制于工件的实时压力是否大于等于预设最小检测压力; 若压制于工件的实时压力大于等于预设最小检测压力,则返回根据所述实时压力 所对应的实时位移、所述预设前段位移差和所述预设后段位移差得到实际拐点、位于所述 实际拐点两侧的前段实时压力差和后段实时压力差的步骤; 所述预设结束压制力大于所述预设最小检测压力。 优选地,所述预设单位后移量A为0.01mm。 基于上述方法实施例,本发明还提供了一种压装机的压力控制系统,包括: 预设参数值处理模块,用于根据工件的预设压力位移曲线上的预设拐点得到预设 最小压力差、预设最小检测压力、位于所述预设拐点两侧的预设前段位移差和预设后段位 移差; 实际拐点参数处理模块,用于当压制于工件的实时压力大于等于所述预设最小检 测压力时,根据所述实时压力所对应的实时位移、所述预设前段位移差和所述预设后段位 移差得到实际拐点、位于所述实际拐点两侧的前段实时压力差和后段实时压力差; 实时压力差判断模块,用于判断所述前段实时压力差和所述后段实时压力差间的 差值的绝对值是否大于等于所述预设最小压力差,若是,则触发压制结束力处理模块启动; 所述压制结束力处理模块,用于根据实际拐点所对应的拐点压力得到用以停止对 工件压制的压制结束力。 优选地,所述系统还包括实际拐点验证模块,所述实际拐点验证模块包括: 验证拐点实时位移计算单元,用于根据公式P′X=PX A×n得到验证拐点的实时位 移P′X,其中,PX为所述实际拐点的拐点位移,A为预设单位后移量,n≥0且为正整数; 验证拐点压力差处理单元,用于根据所述验证拐点的实时位移P′X和所述验证拐 点的实时压力、所述预设前段位移差和所述预设后段位移差得到所述验证拐点两侧的前段 验证压力差和后段验证压力差; 5 CN 111610805 A 说 明 书 3/7 页 验证拐点压力差判断单元,用于判断所述验证拐点两侧的前段验证压力差和后段 验证压力差间的差值是否大于所述预设最小压力差;若是,则触发验证次数判断单元启动; 所述验证次数判断单元,用于判断验证次数n是否等于预设验证次数N;若否,则触 发验证次数更新单元启动;若是,则触发所述压制结束力处理模块启动; 所述验证次数更新单元,用于更新验证次数n,更新后的n=n 1,并触发所述验证 拐点实时位移计算单元启动。 优选地,所述实时压力差判断模块还用于: 当所述前段实时压力差和所述后段实时压力差间的差值小于所述预设最小压力 差时,继续压制,并判断压制于工件的实时压力是否大于等于根据所述预设压力位移曲线 得到的预设结束压制力,若否,则判断压制于工件的实时压力是否大于等于预设最小检测 压力; 若压制于工件的实时压力大于等于预设最小检测压力,则触发所述实际拐点参数 处理模块启动;所述预设结束压制力大于所述预设最小检测压力。 基于上述方法实施例,本发明还提供了一种压装机的压力控制装置,包括: 存储器,用于存储计算机程序; 处理器,用于执行所述计算机程序时实现如上述任一实施例所述的压装机的压力 控制方法的步骤。 本发明提供的压装机的压力控制方法,包括:根据工件的预设压力位移曲线上的 预设拐点得到预设最小压力差、预设最小检测压力、位于预设拐点两侧的预设前段位移差 和预设后段位移差;当压制于工件的实时压力大于等于预设最小检测压力时,根据实时压 力所对应的实时位移、预设前段位移差和预设后段位移差得到实际拐点、位于实际拐点两 侧的前段实时压力差和后段实时压力差;判断前段实时压力差和后段实时压力差间的差值 的绝对值是否大于等于预设最小压力差,若是,则执行下一步;根据实际拐点所对应的拐点 压力得到用以停止对工件压制的压制结束力。 应用本发明提供的压装机的压力控制方法及系统,通过实际拐点所对应的拐点压 力得到用以停止对工件压装的压制结束力,使得工件能够在合适的力下压制并及时停止, 实现对压装的精准控制,提高产品合格率,保证产品质量,从而解决现阶段压制工件过程中 工件受力过大或时间过久发生损坏的问题,降低物料成本。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以 根据这些附图获得其他的附图。 图1为本发明实施例提供的一种压装机的压力控制方法的流程框图; 图2为本发明实施例提供的一种压装机的压力控制系统的结构框图。











