
技术摘要:
本发明涉及一种尾门多功能检具及其检测方法,采用内板定位、外板定位和铰链定位三种方式定位并测量尾门的尺寸数据,仅使用一副检具可以同时满足尾门内板定位、尾门外板定位和尾门铰链定位的综合性测量要求,从而提高检测效率,大大降低检具制作成本,减少场地占用面积 全部
背景技术:
当前中国的汽车产业正在飞速发展,技术也在不断革新。普通大众在关注汽车性 能方面的同时,对汽车外观质量的要求也越来越高。其中,汽车外覆盖件能最为直观的反映 汽车的外观质量。汽车尾门需要与后保配合,与灯配合,与扰流板配合,所以需要对尾门的 尺寸进行严格的控制。 现有的尾门检具多数以内板定位,这里就存在如下问题:1、尾门在检具上以内板 定位,但在实车安装过程中,是用铰链与车体连接,测量尾门外板与后保的面差,需要基准 转换,对尾门尺寸会存在着一定的误判。2、采用尾门外板定位或者铰链定位的方式,就需要 制作多副检具,不仅占用场地,而且增加成本,造成多余的浪费。3、采用多副检具,也增加了 质检员的工作量,很难满足现有多方位的检测要求,大大降低了检测效率。
技术实现要素:
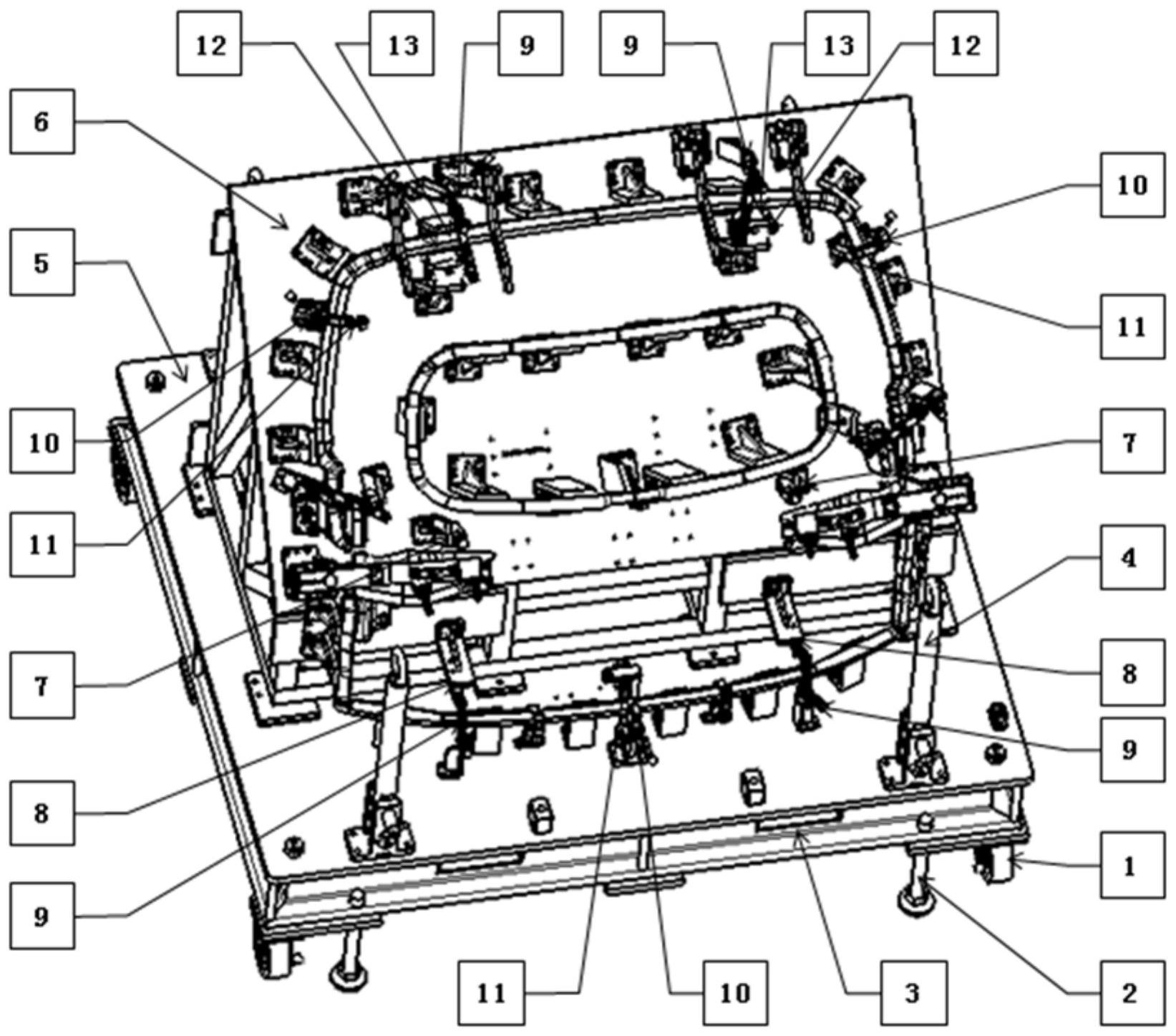
本发明所要解决的问题,就是克服现有技术的不足,提供一种尾门多功能检具及 其检测方法,可以同时满足尾门内板定位、尾门外板定位和尾门铰链定位的综合性测量要 求,从而提高检测效率,大大降低检具制作成本,减少场地占用面积。 本发明的目的,将通过以下技术方案得以实现: 一种尾门多功能检具,包括: 底板; 安装在所述底板上的内板定位机构; 所述的内板定位机构包括B、C基准定位销和A基准支撑块,为快拆机构,可以快速 的拆除和安装;与A基准支撑块相对应的压紧机构,为快速夹钳结构,可以快速的夹紧和打 开;B、C基准定位销和A基准支撑块设计为快拆结构,保证多功能检具采用外板定位和铰链 定位时,不会造成尾门总成过定位或者出现与尾门总成干涉的情况发生; 安装在所述底板上的外板定位机构; 所述的外板定位机构包括3个外板支撑点和所对应的3个压紧点,3个外板支撑点 为顶丝机构,可以通过旋转顶丝,使顶丝处于伸出和缩回两种状态;3个压紧点为基准面,设 计为翻转机构,可以通过旋转球头手柄,使外板夹紧点处于夹紧和打开两种状态; 安装在所述底板上的铰链定位机构; 所述的铰链定位机构包括铰链安装模块,为快拆机构,可以快速的拆除和安装。 进一步,所述底板安装在检具框架底座上,所述的框架底座上设计有叉车槽、吊环 和脚轮,便于检具的移动。 进一步,所述底板有快速夹钳用于尾门总成的压紧和固定。 4 CN 111578807 A 说 明 书 2/4 页 进一步,所述底板有检测尾门大灯尺寸、其他孔位尺寸和其他边线尺寸的检测机 构。 进一步,所述内板定位机构为快速切换机构,B、C基准定位销和A基准支撑块为“快 拆”结构,可以方便快捷的进行拆除和安装,操作方便高效,可以满足不同定位方式的需求。 进一步,所述外板定位机构为“快速切换”机构,外板压紧点采用翻转机构,可以通 过旋转球头手柄,使外板夹紧点处于“夹紧”和“打开”两种状态,外板支撑为顶丝机构,可以 通过旋转顶丝,使顶丝处于“伸出”和“缩回”两种状态。此定位夹紧方式结构简单,定位稳 定,可以进行快速切换,操作方便高效,可以满足不同定位方式的需求。 进一步,所述铰链定位机构为“快拆”机构,可以方便快捷的进行拆除和安装,操作 方便高效,可以满足不同定位方式的需求。 一种尾门多功能检具的检测方法,包括内板定位测量、外板定位测量及铰链定位 测量, 当采用内板定位测量时,第一步,此时外板定位机构处于打开状态,首先通过旋转 球头手柄,使外板定位模块处于打开状态,翻转外板定位压头至检具外侧,将外板定位的顶 丝机构旋转至下部,使顶丝处于缩回状态,保证外板定位压头和顶丝均处于避让状态,与尾 门总成不接触; 第二步,将铰链安装模块更换为内板定位支撑模块,其中铰链安装模块为快拆结 构; 第三步,B、C基准定位销和A基准支撑块处于工作状态;B、C基准定位销处于安装状 态,将尾门总成的基准孔放入对应的B、C基准定位销内;A基准支撑块为快拆结构,将A基准 支撑块安装到位,使尾门内板贴合所有A基准支撑块; 第四步,将所有夹钳夹紧; 第五步,通过内板定位的方式测量尾门总成尺寸; 当采用外板定位测量时,第一步,此时内板定位机构为处于拆除状态,将内板定位 的所有A基准支撑块拆除,保证A基准支撑面处于避让状态,与尾门总成不接触; 第二步,将铰链安装模块拆除,其中铰链安装模块为快拆结构; 第三步,B、C基准定位销处于安装状态,将尾门总成的基准孔放入对应的B、C基准 定位销上; 第四步,通过旋转球头手柄,将外板定位压紧块处于夹紧状态,通过旋转顶丝,将 顶丝处于伸出状态,顶丝顶到尾门总成为止,保证尾门总成外板与外板定位压紧块贴合; 第五步,通过外板定位的方式测量尾门总成尺寸。 当采用铰链定位测量时,第一步,此时内板定位机构须处于拆除状态,将内板定位 的所有A基准支撑块拆除,保证A基准支撑面处于避让状态,与尾门总成不接触; 第二步,将铰链安装模块安装到位,用于实体铰链的安装; 第三步,B、C基准定位销处于拆除状态; 第四步,将尾门总成放到检具上,安装标准铰链螺栓并锁紧; 第五步,将最下部的一个外板定位压紧块处于夹紧状态,通过旋转顶丝,将顶丝处 于伸出状态,顶丝顶到尾门总成为止,用于铰链定位的辅助定位点。 第六步,通过铰链定位的方式测量尾门总成尺寸。 5 CN 111578807 A 说 明 书 3/4 页 本发明的有益效果是:本发明提供的一种尾门多功能检具及检测方法,可以采用 内板定位、外板定位和铰链定位三种方式定位并测量尾门的尺寸数据,从而保证尾门与后 保、尾门与灯、尾门与扰流板等零件周边的DTS。 此外,本发明也为同领域内的其他相关问题提供了参考,可以以此为依据进行拓 展延伸,具有很强的适用性和广阔的应用前景。 以下便结合实施例及附图,对本发明的











