
技术摘要:
本发明属于橡胶与金属粘接领域,具体是一种天然橡胶与金属结构件热硫化粘接方法。包括如下步骤:(1)对金属结构件表面进行脱脂、喷砂处理,喷砂处理时,金属结构件表面的喷砂方向与橡胶‑金属结构件180°剥离方向成135°角;对步骤(1)处理过的金属结构件表面喷涂热硫 全部
背景技术:
随着科学技术和制造工业的不断发展,在一些领域需要既具有金属机能也具有橡 胶减震、耐磨、防锈等性质的金属橡胶粘接制品,目前天然橡胶与金属结构件的热硫化粘接 体系广泛应用于航空航天、船舶制造及军事工业等领域,如坦克履带板内侧和外侧的挂胶、 履带板衬套或航空油封等。而采用硫化粘接的方法是一种容易获得牢靠粘接力的方法。 目前,金属与橡胶的热硫化粘接的操作主要流程为:(1)金属件表面处理;(2)金属 件表面涂覆胶粘剂;(3)混炼胶与涂覆胶粘剂的金属件加热加压硫化。其中CN102115542A对 金属件表面处理、胶粘剂的选择和加热加压工艺流程的控制进行了详细的描述,其180°剥 离强度可达到13kN/m;CN101824287A采用了胶粘剂膜与生胶片直接贴合的工艺,其180°剥 离强度达到5.6~7 .2 kN/m;CN110144174A描述了一种高填充橡胶混炼胶与金属的粘接方 法,混炼胶通过采用垂直于粘接面及垂直于180°剥离方向的流动工艺充满模腔,180°剥离 强度可以达到11.32~13.02kN/m,并且显著减小了剥离强度的离散程度,该方法尤其适用于 橡胶注射成型工艺。 本发明的目的是提供一种天然橡胶与金属热硫化粘接的方法,具体为:喷砂处理 时使金属结构件表面与橡胶−金属结构件180°剥离方向成135°角,喷涂胶粘剂时,底涂胶先 沿橡胶−金属结构件剥离方向喷涂,然后垂直于橡胶−金属结构件剥离方向喷涂,并且部分 面涂胶是天然橡胶混炼胶的成分,以提高两个界面之间的相容性,从而提高粘接强度。与现 有技术相比,本发明能够使金属与天然橡胶的粘接更为牢靠,并且粘接界面的耐高低温性 能优异,操作简单,为改良的热硫化粘接工艺,成本低廉,适于工业化推广。
技术实现要素:
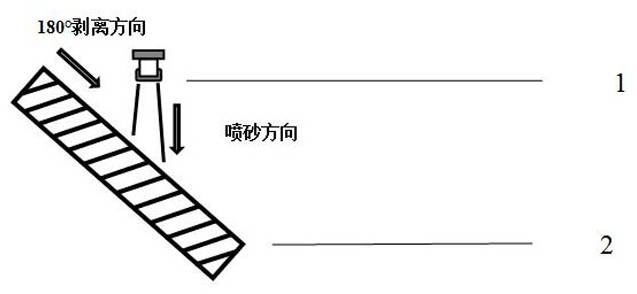
本发明旨在提供一种天然橡胶与金属结构件的热硫化粘接方法。 本发明是通过以下技术方案实现的:一种天然橡胶与金属结构件的热硫化粘接方 法,包括如下步骤: (1)对金属结构件表面进行脱脂、喷砂处理,喷砂处理时,金属结构件表面的喷砂方向 与橡胶-金属结构件180°剥离方向成135°角; (2)对步骤(1)处理过的金属结构件表面喷涂热硫化胶粘剂;所述热硫化胶粘剂包括底 涂胶和面涂胶,先喷涂底涂胶形成底涂胶层,然后喷涂面涂胶形成面涂胶层;喷涂底涂胶 时,先沿橡胶-金属结构件180°剥离方向喷涂一层底涂胶,然后再垂直于橡胶-金属结构件 180°剥离方向喷涂一层底涂胶; (3)将步骤(2)中喷涂好热硫化胶粘剂的金属结构件与混有面涂胶的天然橡胶混炼胶 一同置于硫化成型模具中硫化成型,完成天然橡胶与金属结构件热硫化粘接。 3 CN 111605208 A 说 明 书 2/5 页 作为本发明技术方案的进一步改进,所述热硫化胶粘剂为开姆洛克系列胶粘剂、 西邦系列胶粘剂或者罗门哈斯系列胶粘剂。 在本发明中,开姆洛克系列胶粘剂的底涂胶优选chemlok205,面涂胶优选 chemlok220;西邦系列胶粘剂的底涂胶优选cilbond12,面涂胶优选cilbond24;罗门哈斯系 列胶粘剂的底涂胶优选Thixon P-11-EF,面涂胶优选Megum538。在本发明中,面涂胶层所采 用的面涂胶与混有面涂胶的天然橡胶混炼胶中的面涂胶可以为相同的,也可以为不同的。 作为本发明技术方案的进一步改进,所述金属结构件为由高锰钢、普通钢材、铝或 者钛合金制成的。 作为本发明技术方案的进一步改进,步骤(1)中所述脱脂所用方法为超声波碱液 清洗,具体为:将配制好的碱液与金属结构件一同置于超声波清洗机中,以200W的功率超声 30min;其中碱液的配方为氢氧化钠30~50g/L,碳酸钠15~25 g/L,硅酸钠10~15 g/L,磷酸钠 50~70 g/L。 作为本发明技术方案的进一步改进,步骤(3)中所述混有面涂胶的天然橡胶混炼 胶配方如下:天然橡胶100份,硬脂酸1~2份,氧化锌8~10份,防老剂4010 1~2份,促进剂CZ 1 ~2份,N660炭黑60~70份,纳米二氧化硅5~10份,硫磺2~3份,烘干后的面涂胶1~2份。 作为本发明技术方案的进一步改进,步骤(3)中硫化成型的步骤为:将喷涂好热硫 化胶粘剂的金属结构件与混有面涂胶的天然橡胶混炼胶一同置于烘箱中升温至120~130 ℃,保持10~15min,然后立即放入硫化成型模具中,模具温度150~170℃,压力10~20MPa,硫 化时间15~20min。 本发明与现有技术相比,有以下优点:使金属结构件与天然橡胶的粘接更为牢靠, 剥离粘接件时,其180°剥离强度平均可以达到10.20kN/m,而采用普通的热硫化粘接时,剥 离粘接件180°剥离强度平均仅为5.25kN/m;此外,粘接界面的耐高低温性能优异,100℃以 上的高温和-40℃低温环境中,粘接强度仍保持在8kN/m以上;本发明所述方法操作简单,为 改良的热硫化粘接工艺,成本低廉,适合于工业化生产推广。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以 根据这些附图获得其他的附图。 图1为本发明喷砂处理示意图。 图2为本发明底涂胶粘剂涂喷涂意图。 图中:1-喷砂所用喷嘴,2-平板状金属结构件,3-喷枪,4-阶梯状金属结构件。 图1中竖向箭头方向为喷砂方向,与橡胶-金属结构件180°剥离方向(斜向箭头)成 135°角。 图2中喷枪处的箭头方向为喷涂方向,先沿橡胶-金属结构件180°剥离方向喷涂, 后垂直于橡胶-金属结构件180°剥离方向喷涂。 4 CN 111605208 A 说 明 书 3/5 页











