
技术摘要:
本发明涉及工件加工技术领域,公开了一种工件加工设备及冲压系统,其中工件加工设备包括:上模体和下模体,所述下模体上设置有第一输送通道和第二输送通道;第一模芯组,设置在所述上模体和下模体上,位于所述第一输送通道和所述第二输送通道之间;第二模芯组,设置在 全部
背景技术:
冲压工艺是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和 冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得具有一定形状、尺寸和性 能的零件(冲压件)。冲压是一种高生产效率、低材料消耗的加工方法,具有操作工艺方便、 冲压件有较好的互换性等优点,被广泛的应用。冲压工序一般具有冲裁、弯曲、拉伸、局部成 型的工序。如传统的铁皮挂板在成型加工过程中就主要包括以下工序:1、扁钢下料到需要 的尺寸;2、冲两端圆弧;3、冲圆孔;4、打字;5、折弯成型。传统的加工工序较多,不同的加工 工序需要的单独的模具,这使得单位件数产品所消耗的时间、能源、人力都较大,且由于需 要的模具多,各个模具之间累加的误差也较大,导致成品的不合格率也较高。
技术实现要素:
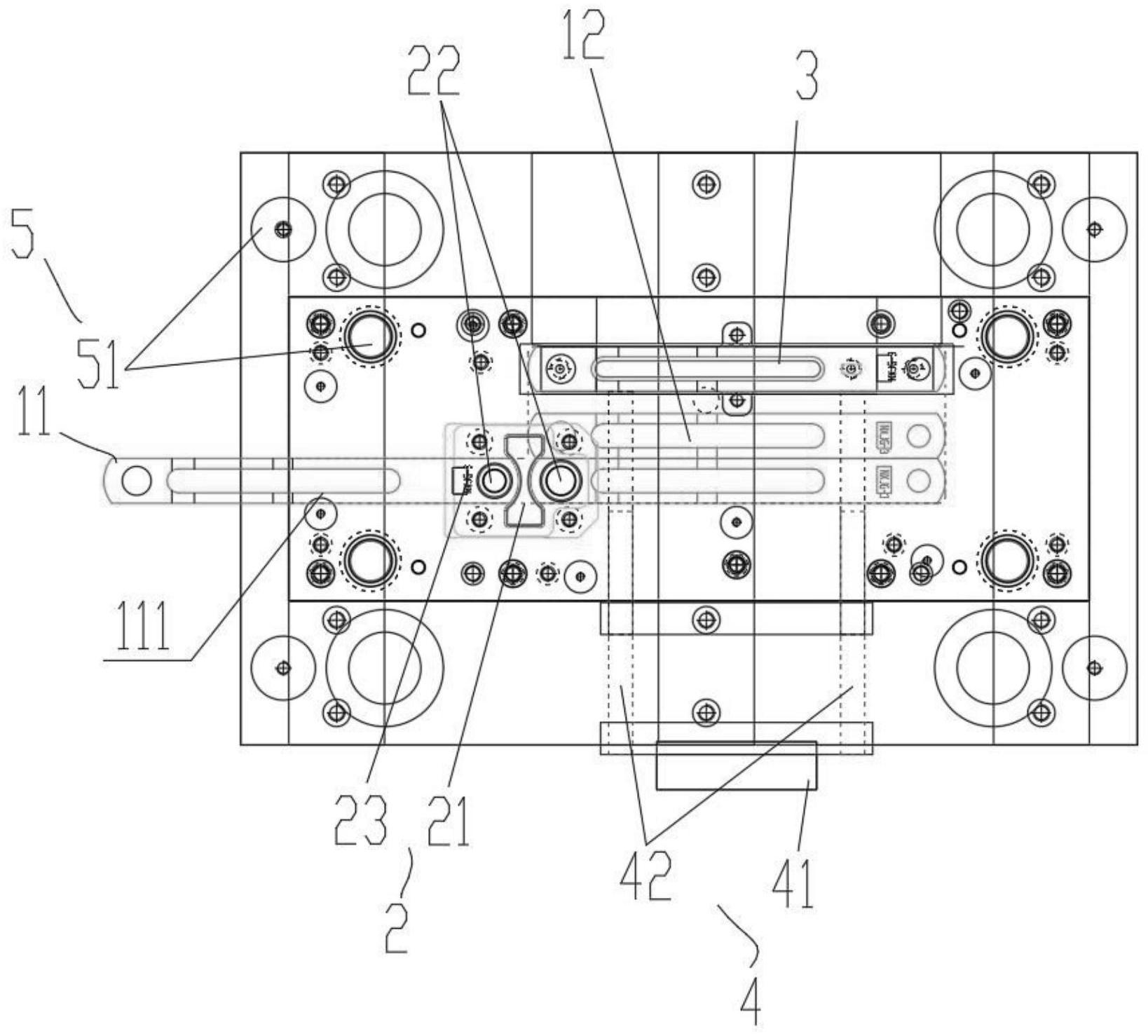
因此,本发明要解决的技术问题在于克服现有技术中的对铁皮挂板进行成型加工 工序较多、工作效率低以及成品不合格率高的缺陷,从而提供一种工件加工设备,以及具有 该工件加工设备的冲压系统。 本发明的工件加工设备,包括: 上模体和下模体,所述下模体上设置有第一输送通道和第二输送通道; 第一模芯组,设置在所述上模体和下模体上,位于所述第一输送通道和所述第二 输送通道之间; 第二模芯组,设置在所述上模体和下模体上,位于所述第二输送通道的末端; 推料组件,设置在所述第二输送通道的首端,将工件由所述第二输送通道的首端 推送至所述第二模芯组处。 进一步地,所述第一输送通道和所述第二输送通道垂直设置。 进一步地,所述第一输送通道包括沿输送路径设置的槽体,原料片在所述槽体内 移动。 进一步地,所述推料组件包括气缸和与所述气缸连接的顶杆,所述顶杆具有至少 两个,沿所述第二输送通道的设置方向设置。 进一步地,所述下模体上设有推动槽,所述顶杆在所述推动槽内移动。 进一步地,所述第一模芯组包括剪切模芯组和位于所述剪切模芯组两侧的两个挂 板孔模芯组,两个所述挂板孔模芯组的连线与所述第一输送通道的中线重合。 进一步地,所述第一模芯组还包括字丕模芯组。 进一步地,所述第二模芯组包括的第二上模板和第二下模板,所述第二上模板与 所述第二下模板上均设为起伏结构,所述起伏结构与铁皮挂板的形状相配合。 3 CN 111570592 A 说 明 书 2/5 页 进一步地,还包括限位单元,所述限位单元包括若干个限位柱,所述限位柱连接所 述上模体和所述下模体,且所述上模体可沿所述限位柱相对所述下模体运动。 一种冲压系统,包括如上任一项所述的工件加工设备。 本发明技术方案,具有如下优点: 1.本发明提供的一种工件加工设备,包括:上模体和下模体,所述下模体上设置有 第一输送通道和第二输送通道;第一模芯组,设置在所述上模体和下模体上,位于所述第一 输送通道和所述第二输送通道之间;第二模芯组,设置在所述上模体和下模体上,位于所述 第二输送通道的末端;推料组件,设置在所述第二输送通道的首端,将工件由所述第二输送 通道的首端推送至所述第二模芯组处。通过设置第一模芯组、第二模芯组和推料组件,实现 了原料片在第一输送通道和第二输送通道上的各个模芯组时被冲压成预定的形状,且在第 二输送通道的首端设置推料组件,在工件被输送到第二输送通道后,由推料组件将工件推 送至第二模芯组处,实现了自动推料的效果,同时减少人员的投入和降低了加工及材料成 本,由于采用自动推料的组件,能够有效的降低员工劳动强度,降低了能耗;且通过将模芯 组以及推料组件设置在同一个上模体和下模体之间,克服了在对铁皮挂板进行成型加工时 工序较多、工作效率低的问题以及成品不合格率较高的缺陷。 2.本发明提供的工件加工设备中,所述第一输送通道和所述第二输送通道垂直设 置。通过将第一输送通道与第二输送通道垂直设置,在原料片在第一输送通道输送至第二 输送通道时,经由推料组件进行推送,减小了占地面积,提高了加工设备的集成度。 3 .本发明提供的工件加工设备中,所述第一输送通道包括沿输送路径设置的槽 体,原料片在所述槽体内移动。通过在第一输送通道内设置槽体,实现了原料片在槽体内稳 定的输送。 4.本发明提供的工件加工设备中,所述推料组件包括气缸和与所述气缸连接的顶 杆,所述顶杆具有至少两个,沿所述第二输送通道的设置方向设置。通过设置至少两个顶 杆,通过顶杆将工件推送到第二模芯组上进行成型冲压,结构设计简单,成本较低,具备实 用性。 5.本发明提供的工件加工设备中,所述下模体上设有推动槽,所述顶杆在所述推 动槽内移动。通过在下模体上设置推动槽,顶杆在推动槽内移动,在推动过程中,顶杆沿推 动槽稳定的运动,提供给工件稳定的推动力,避免工件在输送过程中发生晃动,导致掉落的 风险。 6.本发明提供的工件加工设备中,所述第一模芯组包括剪切模芯组和位于所述剪 切模芯组两侧的两个挂板孔模芯组,两个所述挂板孔模芯组的连线与所述第一输送通道的 中线重合。通过设置剪切模芯组和挂板孔模芯组,实现对原料片剪切成预定的长度以及对 原料片的两侧进行挂板孔的成型,结构设计合理,便于操作与成型。 7.本发明提供的工件加工设备中,所述第一模芯组还包括字丕模芯组。通过设置 字丕模芯组,可以在挂板上成型有特定的符号,便于对工件进行标示。 8.本发明提供的工件加工设备中,所述第二模芯组包括的第二上模板和第二下模 板,所述第二上模板与所述第二下模板上均设为起伏结构,所述起伏结构与铁皮挂板的形 状相配合。通过设置起伏结构,可以将铁皮挂板加工成预定的形状。 9.本发明提供的工件加工设备中,还包括限位单元,所述限位单元包括若干个限 4 CN 111570592 A 说 明 书 3/5 页 位柱,所述限位柱连接所述上模体和所述下模体,且所述上模体可沿所述限位柱相对所述 下模体运动。通过设置限位单元,当上模体向下动作的行程超过设定的安全行程时,设置限 位柱可以保护模具不被损坏。 附图说明 为了更清楚地说明本发明











