
技术摘要:
本发明的课题在于实现内齿部件的硬度的最佳化。本发明的挠曲啮合式齿轮装置(1)具备:起振体(10A);外齿轮(12),被起振体挠曲变形;内齿轮(23g),与外齿轮啮合;及主轴承(33),支承内齿轮,其中,设置有内齿轮的内齿部件(23)在其内周形成有内齿并且在其外周一体地设置有 全部
背景技术:
以往,有一种具备挠曲变形的外齿轮的挠曲啮合式齿轮装置(例如,参考专利文献 1)。该外齿轮构成为,经由起振体轴承内嵌有起振体并且通过该起振体在内侧旋转而挠曲 变形。而且,外齿轮与具有刚性的内齿轮啮合。 并且,在这种挠曲啮合式齿轮装置中有将支承减速旋转的输出和输入的轴承的内 圈和内齿轮一体化来减少组件件数的装置。 专利文献1:日本特开2017-106626号公报 如上所述,在内齿轮和轴承的内圈一体化的部件(以下,称为内齿部件)中,有时存 在内齿轮的齿面部和轴承的内圈所要求的硬度不同的情况,因而希望按照部件位置而优化 硬度。
技术实现要素:
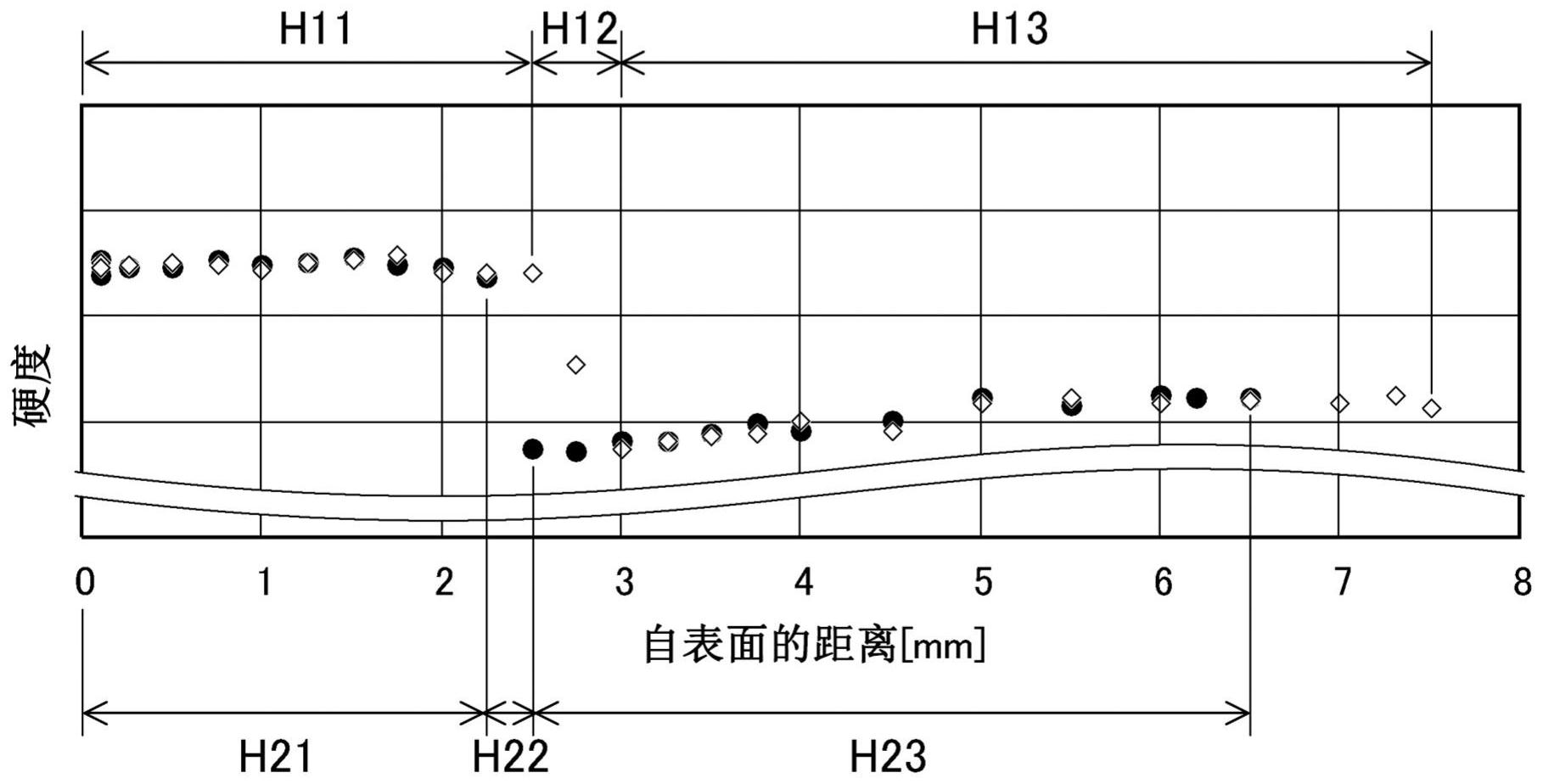
本发明的目的在于实现内齿部件的硬度的最佳化。 本发明的挠曲啮合式齿轮装置具备: 起振体;外齿轮,被所述起振体挠曲变形;内齿轮,与所述外齿轮啮合;及主轴承, 支承所述内齿轮,其中, 设置有所述内齿轮的内齿部件在其内周形成有内齿并且在其外周一体地设置有 所述主轴承的内圈滚动面, 所述内齿部件构成为从所述内圈滚动面朝向所述内齿依次具有:滚动面硬度部; 硬度急剧下降部,硬度从所述滚动面硬度部急剧下降;及硬度上升部,硬度上升且硬度变化 的斜率的绝对值小于所述硬度急剧下降部的硬度变化的斜率的绝对值。 在本发明的挠曲啮合式齿轮装置的制造方法中,所述挠曲啮合式齿轮装置具备: 起振体;外齿轮,被所述起振体挠曲变形;内齿轮,与所述外齿轮啮合;及主轴承,支承所述 内齿轮,所述挠曲啮合式齿轮装置的制造方法构成为具有如下工序: 槽形成工序,在内周形成所述内齿轮的内齿且在外周一体地设置所述主轴承的内 圈滚动面的内齿部件的形成材料的外周形成用于形成所述内圈滚动面的槽; 第1热处理工序,在比形成所述内齿的位置更靠径向内侧的位置留有壁厚的状态 下,对所述形成材料进行第1热处理; 第2热处理工序,在所述第1热处理工序之后,在比形成所述内齿的位置更靠径向 内侧的位置留有壁厚的状态下,对所述形成材料的用于形成所述内圈滚动面的槽进行第2 3 CN 111594582 A 说 明 书 2/10 页 热处理;及 内周面形成工序,在所述第2热处理工序之后,去除比形成所述内齿的位置更靠径 向内侧的位置的所述壁厚。 根据本发明,能够实现内齿部件的硬度的最佳化。 附图说明 图1是表示本发明的实施方式所涉及的挠曲啮合式齿轮装置的剖视图。 图2是表示内齿部件的周边部分的放大剖视图。 图3是表示内齿部件的径向上的硬度分布的曲线图。 图4中(A)~(D)是按照顺序表示内齿部件的制造方法的各工序的说明图。 图5中(A)~(C)是按照顺序表示后续于图4的内齿部件的制造方法的各工序的说 明图。 图中:1-挠曲啮合式齿轮装置,10-起振体轴,10A-起振体,12-外齿轮,22g、23g-内 齿轮,23-内齿部件,23M-金属块(形成材料),33-主轴承,231M-贯穿孔,232M-V字槽,233M- 内周面,234、235-相邻内周面,331-内圈,332-外圈,333-滚动体,334、335-内圈滚动面, H11、H21-滚动面硬度部,H12、H22-硬度急剧下降部,H13、H23-硬度上升部,O1-旋转轴,P-中 间点。











