
技术摘要:
本发明的目的是提供一种用于钢板压薄处理系统,包括中央控制装置、压薄装置、电机,中央控制装置可远程控制电机,电机与压薄装置相连接,压薄装置包括粗压薄组、中压薄组、预精压薄组及精压薄组,粗压薄组包括粗压薄机,中压薄组包括中压薄机,预精压薄组包括预精压薄 全部
背景技术:
压薄制造领域和应用领域,目前轧制带材都是采用单台压薄进行。虽然采用单台 压薄可以轧制带材,但一台压薄上需要配备一台放卷机和一台收卷机,而要将带材从坯料 轧制呈成品需要多道次轧制,每进行一道次轧制就会出现,就会在带材两端产生一次废料, 因此,采用单台压薄来轧制带材,废料较多,生产成本高。又由于采用单台压薄,生产效率不 高。 作为单台压薄的改进方案,领域内出现了一些连续压薄系统,这种系统通过多个 压薄机的同时工作,使原料钢板可以持续的压薄。但这种系统存在一些问题,例如,一旦出 现个别压薄机出现故障时,很容易使压薄成不合格,因为连续压薄的原因,原料钢板不间 断,这样往往发现问题时损失已经很大了。因此,需要一种能保证成品质量的压薄系统。
技术实现要素:
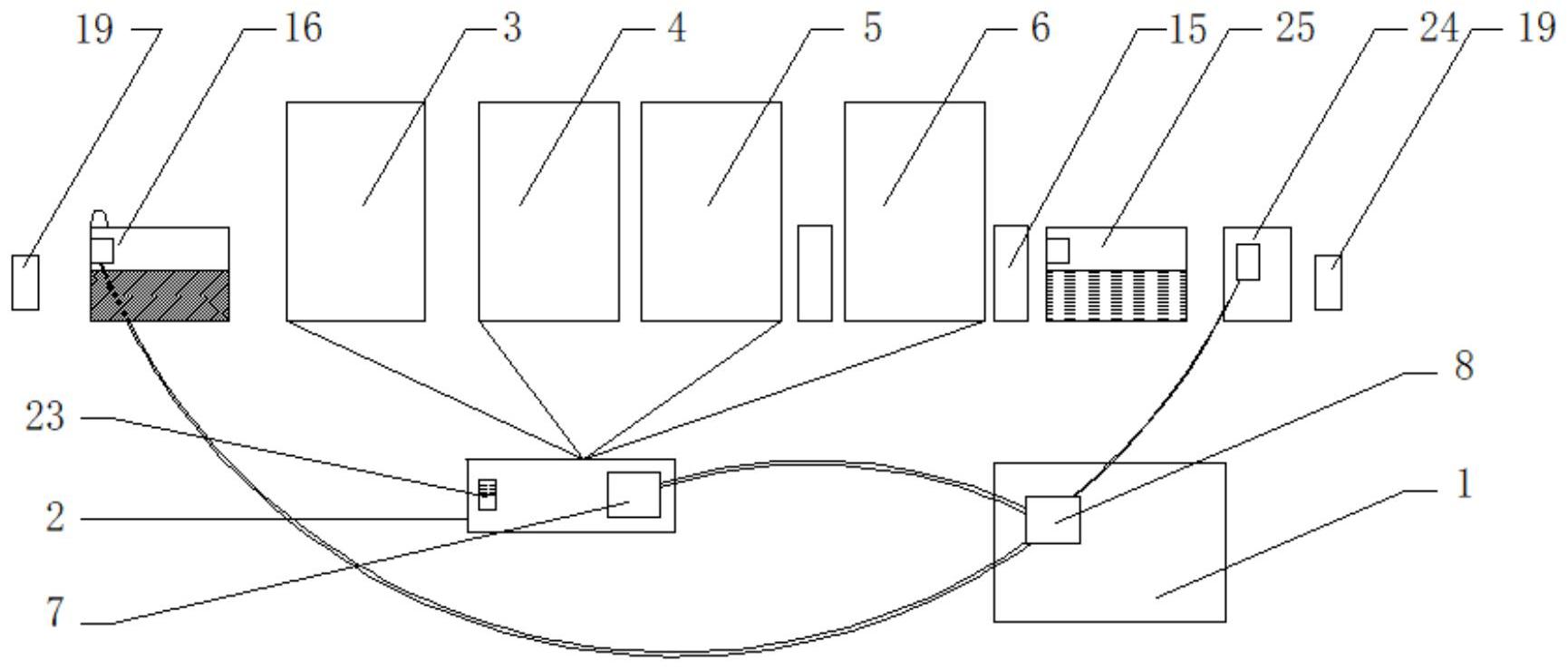
本发明的目的是为了解决现有技术中存在的缺点,而提出的一种用于钢板压薄处 理系统。 为了实现上述目的,本发明采用了如下技术方案: 一种用于钢板压薄处理系统,包括中央控制装置、预加热装置、压薄装置、水冷装 置、电机、检测装置,所述电机内部设有无线模块A,所述中央控制装置内部设有无线模块B, 所述无线模块A与无线模块B之间可传输信号,中央控制装置通过无线模块B,向无线模块A 发送信号,从而控制使中央控制装置远程控制电机,并进一步控制压薄装置,所述电机与压 薄装置相连接,所述压薄装置包括粗压薄组、中压薄组、预精压薄组及精压薄组,所述粗压 薄组包括至少一台粗压薄机,所述粗压薄机内部设置有压辊A组及压辊B组,所述压辊A组包 括两个压辊,所述压辊B组包括两个压辊,所述压辊A组设置在粗压薄机下部右侧,所述压辊 B组设置在粗压薄机上部左侧,所述中压薄组包括至少一台中压薄机,所述中压薄机内部设 置有压辊C组及压辊D组,所述压辊C组包括两个压辊,所述压辊D组包括两个压辊,所述压辊 C组设置在中压薄机下部右侧,所述压辊D组设置在中压薄机上部左侧,所述预精压薄组包 括至少一台预精压薄机,所述预精压薄机内部设置有压辊E组及压辊F组,所述压辊E组包括 两个压辊,所述压辊F组包括两个压辊,所述压辊E组设置在预精压薄机下部右侧,所述压辊 F组设置在预精压薄机上部左侧,所述压辊A组的两个压辊有一定的间距,所述压辊B组的两 个压辊的间距与压辊A组的两个压辊的间距相同,所述压辊C组的两个压辊有一定的间距, 所述压辊D组的两个压辊的间距与压辊C组的两个压辊的间距相同,所述压辊E组的两个压 辊有一定的间距,所述压辊F组的两个压辊的间距与压辊E组的两个压辊的间距相同,所述 压辊A组的两个压辊的间距大于压辊C组的两个压辊的间距,所述压辊C组的两个压辊的间 距大于压辊E组的两个压辊的间距,所述精压薄组包括至少一台精压薄机,所述的精压薄机 3 CN 111589863 A 说 明 书 2/6 页 内部设置有板材精压薄组和棒材精压薄组,所述板材精压薄组及棒材精压薄组均设置在精 压薄机内部左侧,原料自所述压辊A组进入,从所述压辊B组运出,再由所述压辊C组进入,所 述压辊D组运出,再由所述压辊E组进入,所述压辊F组运出,进而根据需求进入板材精压薄 组或棒材精压薄组,这样的设计使得原料与各个压辊组之间接触面积增大,保证了原料压 薄作业的完成。 作为优选的,所述预精压薄组及精压薄组右侧均设有调节冷却箱,所述调节冷却 箱用以调节压薄后的原料的温度。 作为优选的,所述预加热装置设置在压薄装置左侧,所述预加热装置内部设置有 加热池及温度传感器,所述加热池对原料进行一定的预热,所述预加热装置外部设有报警 装置,所述温度传感器与报警装置相连接,当预加热装置内部的温度超过设定的安全值时, 报警装置会报警,所述预加热装置左侧设置有托辊组,所述托辊组左侧设置有导卫装置,所 述水冷装置设置在压薄装置右侧,所述检测装置设置在水冷装置右侧,所述检测装置右侧 设置有导卫装置,所述导卫装置用于控制原料进入或离开压薄机。 作为优选的,所述水冷装置内部设置有水冷池及温度传感器,所述水冷池对压薄 后产品进行冷却。 作为优选的,所述水冷装置左侧设置有托辊组,所述水冷装置右侧设置有托辊组, 所述托辊组用于承载产品。 作为优选的,所述检测装置内部设置有X射线测厚仪及无线模块C,所述无线模块C 与无线模块B之间可传输信号,所述X射线测厚仪可检测产品厚度,当发现不合格产品时,通 过无线模块C向中央控制装置的无线模块B发出信号,中央控制装置远程控制电机停止工 作,减小损失。 作为优选的,所述调节冷却箱内部设置有温度传感器。 作为优选的,所述报警装置内部设有无线模块D,所述无线模块D与无线模块B之间 可传输信号。 作为优选的,所述电机外部设置有电源开关。 作为优选的,所述托辊组包括两个托辊,两个托辊之间设置有一定的间距。 作为优选的,所述报警装置为声光报警器。 作为优选的,所述压薄装置各个组之间为串联结构。 本发明的有益效果为:本发明的可通过中央控制装置控制电机,进而影响压薄装 置,实现远程控制,原料钢板经过预加热装置加热,再经过压薄装置设置的不同规格压薄机 使钢板充分压薄,经过精压薄组时可选择板材精压薄组或棒材精压薄组,预精压薄组及精 压薄组右侧设置的调节冷却箱可经过温度传感器为钢板适当降温,水冷装置对钢板成品进 一步降温。无线模块C及无线模块D可与无线模块B之间传输信号,实现实时反馈,预加热装 置设置有温度传感器及报警装置,报警装置内部设置有无线模块D,当预加热装置内部的温 度超过设定的安全值时,报警装置会报警,并且无线模块D向中央控制装置的无线模块B传 输信号,停止作业,避免危险发生;检测装置实时监控,发现不合格产品时可通过无线模块C 向中央控制装置的无线模块B传输信号,停止压薄作业,避免损失。 4 CN 111589863 A 说 明 书 3/6 页 附图说明 为了更清楚地说明本发明











