
技术摘要:
本发明涉及一种钢筋网智能绑扎机及其捆扎方法。钢筋网智能捆扎机包括:钢筋捆扎平台;操作控制模块分别连接控制移动机构、送丝机构、捆扎机构;移动机构包括移动平台、行走轴,行走轴设置在钢筋捆扎平台的两侧,移动平台滑动连接在行走轴上,并且移动平台位于钢筋捆扎 全部
背景技术:
国内目前钢筋网捆扎方式有两种:一种是人工纯手工捆扎,另一种是人工用一种 手持式充电自动化捆扎工具,有完整控制回路,可成捆扎钢筋的所有步骤。其主要特点是: 捆扎速度快平均完成1个扎节用时0.8s。是人工手工捆扎的3到4倍。 目前手工捆扎钢筋劳动强度大,单靠手工捆扎往往难以提高工作效率,而且还浪 费大量的人力资源,而人工用一种手持式充电自动化捆扎工具作业,虽然效率比纯手工捆 扎有了大大的提高,但仍然需要人工作业,手持式充电自动化捆扎工具的高速工作情况下, 操作人相对应的劳动强度也大。
技术实现要素:
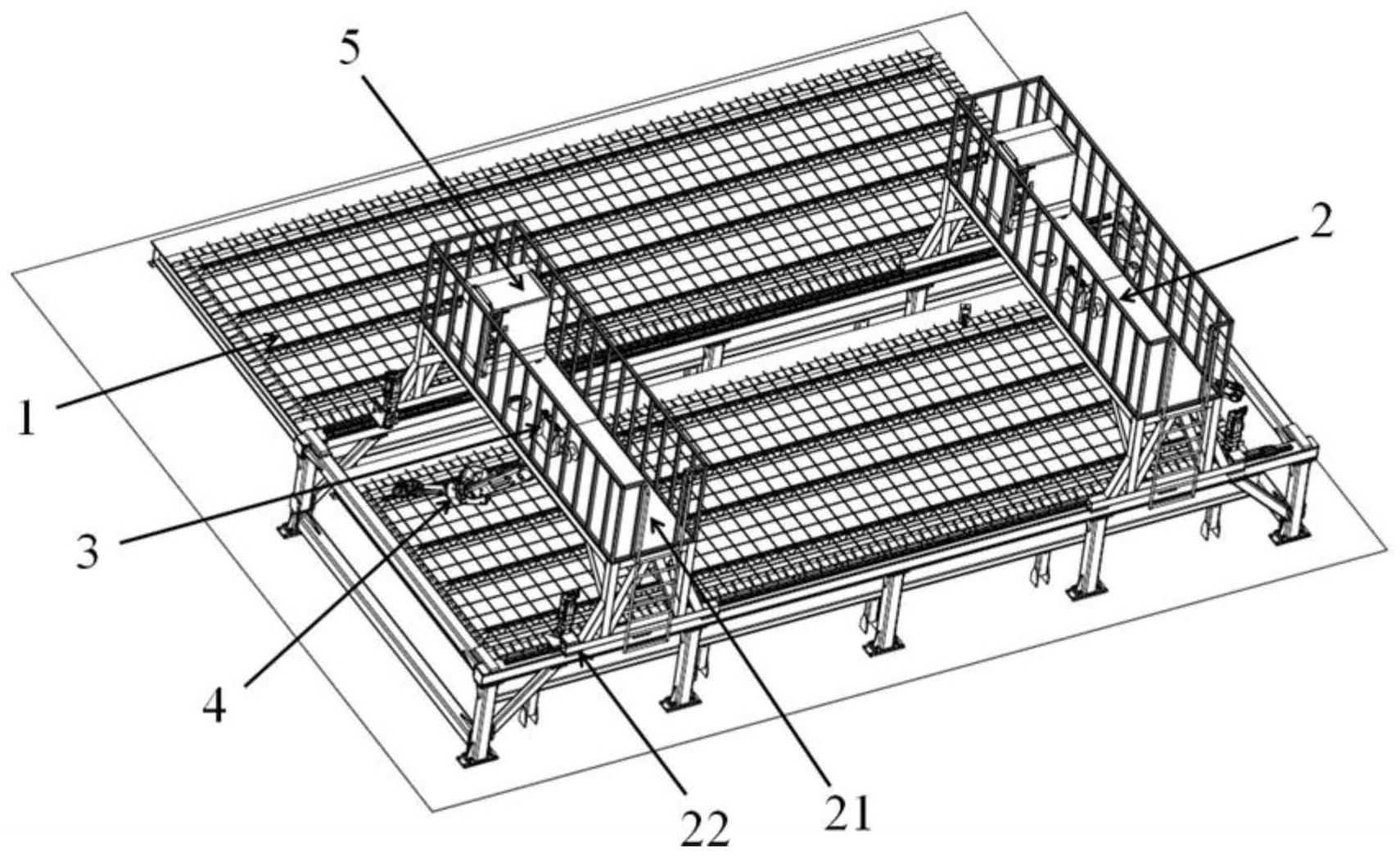
本发明提供一种钢筋网智能绑扎机及其捆扎方法,旨在解决现有人工作业捆扎钢 筋劳动强度大,效率低的问题。 本发明提供一种钢筋网智能捆扎机,包括: 用于摆放待绑钢筋的钢筋捆扎平台; 操作控制模块,所述操作控制模块分别连接控制移动机构、送丝机构、捆扎机构; 移动机构,包括移动平台、行走轴,所述行走轴设置在钢筋捆扎平台的两侧,所述移动 平台滑动连接在行走轴上,并且移动平台位于钢筋捆扎平台上方; 送丝机构,所述送丝机构设置在移动平台上方,整卷钢丝捆绑钢筋的钢丝安装在送丝 机构上并通过其输送到捆扎机构上; 捆扎机构,包括捆扎机械手、捆扎机、检测相机,所述捆扎机、检测相机均连接在捆扎机 械手的一端,所述捆扎机械手的另一端连接在移动平台的下方,所述检测相机定位检测待 捆扎点的位置并反馈给捆扎机械手,所述捆扎机械手带动捆扎机对待捆扎点进行捆扎。 作为本发明的进一步改进,所述钢筋捆扎平台设有钢筋定位卡槽、平台输送滚轮, 所述钢筋定位卡槽设置在钢筋捆扎平台的侧端并定位钢筋的摆放位置,所述平台输送滚轮 驱动钢筋送至待捆扎区。钢筋定位卡槽限定了钢筋的摆放位置,为后续捆扎做好了前期准 备,平台输送滚轮用于输送待绑钢筋进去加工区,加工完成后再钢筋输送出加工区。 作为本发明的进一步改进,所述送丝机构包括钢丝卷料台、过渡轮、拉动钢丝移动 的驱动轮、送丝软管,所述钢丝卷料台、过渡轮、驱动轮、送丝软管按照钢丝路径设置在安装 板上,整卷钢丝安装在钢丝卷料台上,并且钢丝依次经过驱动轮、过渡轮进入送丝软管中, 并通过送丝软管输送到捆扎机上。送丝机构用于将钢丝送到捆扎机上,并随时捆扎后钢丝 的消耗速度逐步递进输送。 作为本发明的进一步改进,所述捆扎机设有机械手安装面、电源信号接口,所述捆 4 CN 111576887 A 说 明 书 2/5 页 扎机通过机械手安装面固定在捆扎机械手上,所述捆扎机通过电源信号接口连接操作控制 模块。将原有的手持式捆扎机通过机械手安装面连接在捆扎机械手上,并通过电源信号接 改造,改为捆扎完成后输出捆扎完成信号,实现更高效精确地捆扎。 作为本发明的进一步改进,所述捆扎机械手为六轴机械手,所述检测相机为CCD视 觉检测相机,所述捆扎机械手末端设有机械手支架,所述捆扎机、检测相机均连接在机械手 支架上,所述捆扎机前端设有剪丝夹臂,所述检测相机的镜头朝向捆扎机的剪丝夹臂的方 向。CCD视觉检测相机检测捆扎机要绑扎的位置,当前捆扎点捆扎机能否捆扎的结果及捆扎 点需要偏移的位置数据通过数据传输方式发送给六轴机械手,六轴机械手进行位置补偿偏 移进行准确定位绑扎。 作为本发明的进一步改进,所述钢筋捆扎平台、送丝机构、捆扎机上均设有感应电 极,所述感应电极连接操作控制模块;所述送丝机构的一侧设有感应电极正接点,所述钢筋 捆扎平台上设有感应电极负接点,所述送丝机构的另一侧设有钢丝断线感应电极,所述捆 扎机上设有钢丝剪断感应电极。设置感应电极,便于系统对钢丝的情况及时反馈,包括铁丝 来料状况、铁丝剪断情况。 作为本发明的进一步改进,所述钢筋捆扎平台设有多个垫高台,多个所述设置在 钢筋捆扎平台中间并承载钢筋的中部位置。钢筋在平台中间部分受重弯曲,贴在钢筋平台 上的部分通过人工垫高,较少钢筋的弯曲程度。 一种钢筋网智能捆扎方法,包括以下步骤: S1. 在钢筋捆扎平台上根据基建图纸搭建钢筋框架,驱动平台输送滚轮将钢筋平台送 至待钢丝捆扎区,并根据钢筋定位卡槽进行放置; S2. 将钢丝安装在钢丝卷料台上,并通过驱动轮、过渡轮、送丝软管输送到捆扎机上; S3. 对待捆扎的钢筋网交叉点位置,以及加强筋能否满足捆扎枪进行捆扎的条件进行 判断,将当前捆扎点捆扎机能否捆扎的结果及捆扎点需要偏移的位置数据通过数据传输方 式发送给捆扎机械手,捆扎机械手对位置补偿偏移后进行准确定位捆扎; S4. 捆扎机械手带动捆扎机进行捆扎,完成后输出捆扎完成信号; S5. 通过各段感应电极的电压来判断铁丝来料状况和捆扎后铁丝剪断情况是否正常, 若正常则执行S6,若不正常则发出预警; S6. 捆扎完成后,通过信号反馈,驱动平台输送滚轮将钢筋平台传送出钢丝捆扎区外。 作为本发明的进一步改进,所述步骤S3中,加强筋能否满足捆扎枪进行捆扎的条 件进行判断,包括:判断钢筋网的交叉点位置是否满足处于加强筋的V形小筋正下方±20mm 范围内,若满足则将结果及捆扎点需要偏移的位置数据发送给捆扎机械手;若不满足,则设 定捆扎机械手自动跳过不捆扎,继续往下一个点判断。 作为本发明的进一步改进,所述步骤S5具体包括: S51. 铁丝来料状况判断:操作控制模块感知送丝机构上钢丝断线感应电极的电压情 变化,若有电压值,则执行下一步操作,若电压值为零,则发出预警; S52. 铁丝剪断情况判断:操作控制模块感知捆扎机上剪断感应电极的电压情变化,若 有电压值,则执行下一步操作,若电压值为零,则发出预警。 本发明的有益效果是:本发明根据CCD视觉检测的结果,将在当前捆扎点下,捆扎 机能否捆扎的结果及捆扎点需要偏移的位置数据通过数据传输方式发送给捆扎机械手,捆 5 CN 111576887 A 说 明 书 3/5 页 扎机械手进行准确定位,装在捆扎机器人上的捆扎机进行捆扎,以达到减少人工劳动强度, 节省成本的目的。 附图说明 图1是本发明一种钢筋网智能捆扎机的整机布局图; 图2是本发明中钢筋捆扎平台的结构示意图; 图3是本发明中送丝机构的结构示意图; 图4是本发明中捆扎机的结构示意图; 图5是本发明中捆扎机械手的结构示意图。











