
技术摘要:
本发明公开了一种双工位点胶检测机及点胶检测方法,包括:第一工位组件和第二工位组件平行地设置在工作台的台面,其上分别设置有第一平台旋转轴和第二平台旋转轴,分别用于移动并旋转固定在第一工位组件和第二工位组件的待点胶产品和/或待检测产品;龙门组件设置在工作 全部
背景技术:
点胶检测是电子元器件产品加工制造中非常关键的环节,在电子装联领域、3C、 SMT(Surface Mounted Technology,表面贴装技术)、半导体、汽车电子等领域中,都需要用 到点胶与检测设备进行电子元器件的封装、加固、补强、保护、检测等工序。 随着生产向自动化、智能化、精密化、高速化、柔性化等方向演进,对点胶与检测设 备的精度、效率都提出了更高要求,3C原件的形态多样化也导致胶水检测难度上升。 目前,现有的传统半自动点胶设备点胶速度慢、现有的双工位点胶通常采用固定 角度的双工位平台,因此无法进行多角度旋转点胶;现有的点胶检测设备进行检测时采用 固定角度,检测角度单一,单角度检测易出现死角,检测精度低、检测速度慢;且无法固定角 度检测透明胶水或者形态复杂的产品,对于可检测产品存在很大的局限性。
技术实现要素:
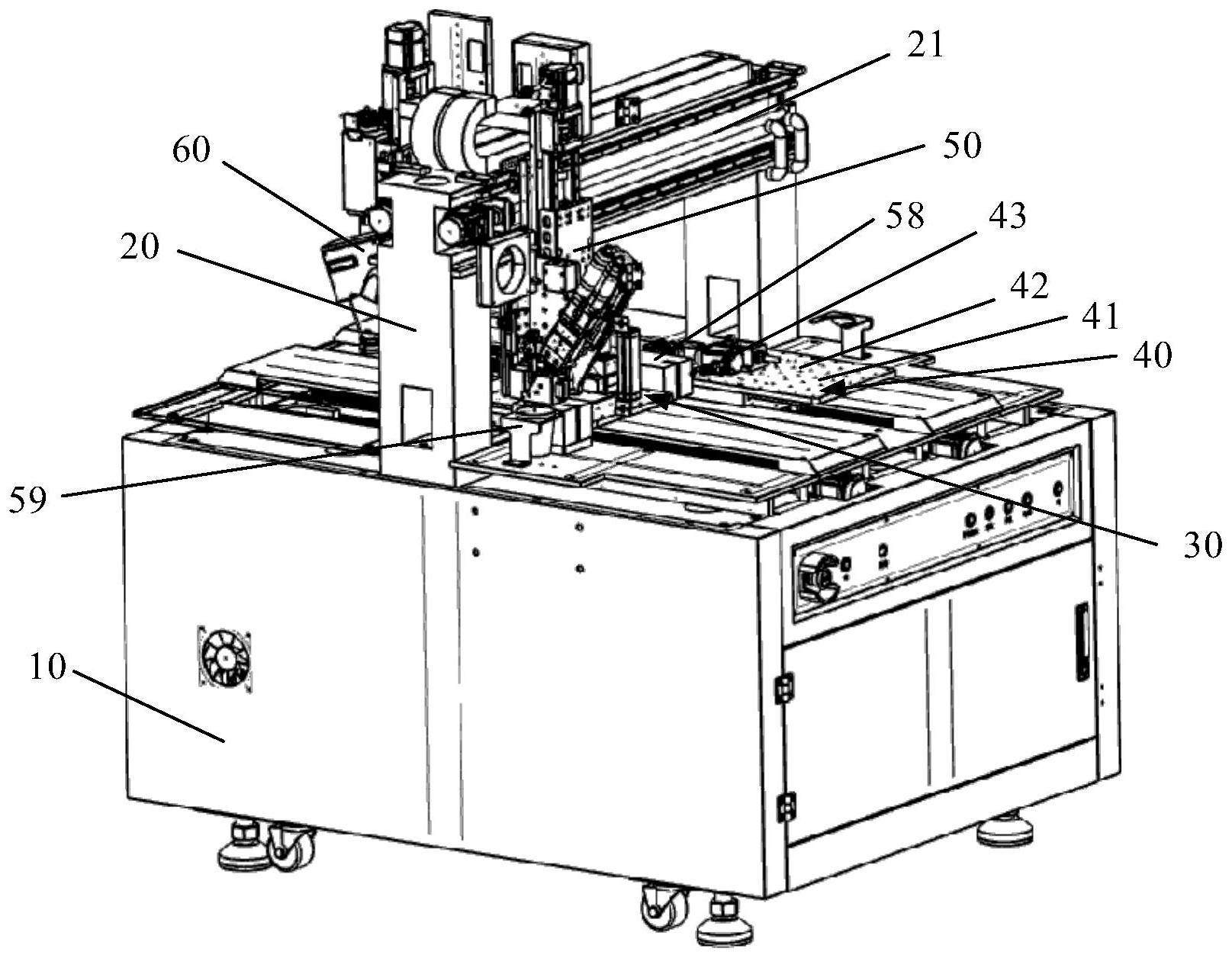
有鉴于此,本发明实施例提供的一种双工位点胶检测机及点胶检测方法,可以控 制产品进行旋转点胶和检测,可以实现对产品多角度地点胶及检测,点胶速度快、精度高, 且适应检测形态复杂的产品,扩展了可检测产品的局限性。 本发明解决上述技术问题所采用的技术方案如下: 根据本发明实施例的一个方面,提供的一种双工位点胶检测机,包括:工作台、龙 门组件、第一工位组件、第二工位组件、点胶装置、3D激光检测装置;其中: 所述第一工位组件和所述第二工位组件平行地设置在所述工作台的台面上,其上 分别设置有第一平台旋转轴和第二平台旋转轴,分别用于移动并旋转固定在所述第一工位 组件和所述第二工位组件的待点胶产品和/或待检测产品; 所述龙门组件设置在所述工作台的台面上,所述点胶装置和所述3D激光检测装置 分别设置在所述龙门组件的上横梁的两侧; 所述点胶装置,用于对所述第一工位组件和/或第二工位组件上的待点胶产品进 行点胶; 所述3D激光检测装置,用于所述第一工位组件和/或第二工位组件的平台旋转轴 上已点胶的待检测产品时,对所述待检测产品进行3D激光扫描检测。 在一个可能的设计中,所述龙门组件横跨所述第一工位组件和所述第二工位组件 地设置在所述工作台的台面上,在所述龙门组件的上横梁的两侧分别设置有X1点胶轴、X2 检测轴、第三传动电机和第四传动电机。 在一个可能的设计中,所述第三传动电机与所述X1点胶轴连接,所述X1点胶轴与 所述点胶装置连接,用于使所述点胶装置沿X1点胶轴在所述龙门组件的上横梁上移动,以 使所述点胶装置在所述第一工位组件和所述第二工位组件之间进行移动。 4 CN 111589652 A 说 明 书 2/9 页 在一个可能的设计中,所述第四传动电机与所述X2检测轴连接,所述X2检测轴与 所述3D激光检测装置连接,用于使所述3D激光检测装置沿X2检测轴在所述龙门组件的上横 梁上移动,以使所述3D激光检测装置在所述第一工位组件和所述第二工位组件之间进行移 动。 在一个可能的设计中,所述第一工位组件包括第一平台、第一平台真空吸、第一传 动电机;其中: 所述第一平台,用于放置待点胶产品和/或待检测产品; 所述第一平台真空吸,固定在所述第一平台上,用于吸附固定待点胶产品和/或待 检测产品; 所述第一传动电机,与所述第一平台连接,用于使所述第一平台沿Y1轴移动。 在一个可能的设计中,所述第二工位组件包括第二平台、第二平台真空吸、第二传 动电机;其中: 所述第二平台,用于放置待点胶产品和/或待检测产品; 所述第二平台真空吸,固定在所述第二平台上,用于吸附固定待点胶产品和/或待 检测产品; 所述第二传动电机,与所述第二平台连接,用于使所述第二平台沿Y2轴移动。 在一个可能的设计中,所述点胶装置包括支架和相机、组合光源和点胶阀;其中, 所述相机、组合光源由上而下地设置在所述支架上; 所述支架设置在所述龙门组件的上横梁的所述X1点胶轴上,可使所述点胶装置沿 所述X1点胶轴运动; 所述点胶阀设置在所述支架的一侧,用以控制胶水的流动; 所述相机,用于实现点胶定位;所述组合光源为所述相机进行点胶定位时提供所 需要的光源; 通过组合光源、相机和点胶阀的相互配合,对待点胶产品进行点胶。 在一个可能的设计中,所述点胶装置还包括自动对针结构,所述自动对针结构固 定在工作台的台面上,用于根据设定次数与待点胶产品进行自动对针动作,与待点胶产品 进行快速校正。 在一个可能的设计中,所述点胶装置还包括针头清洁装置,所述针头清洁装置设 置在工作台的台面上,用于将所述点胶装置的点胶阀上的点胶针头进行清洁。 在一个可能的设计中,所述点胶装置还包括排胶装置,所述排胶装置设置在工作 台的台面上,用于将所述点胶装置上的点胶阀的胶水排出。 在一个可能的设计中,所述3D激光检测装置包括3D检测激光和旋转检测轴,所述 3D检测激光沿所述旋转检测轴上下或水平移动,以使3D检测激光运动到待检测产品附近进 行3D激光扫描。 据本发明实施例的另一个方面,提供的一种双工位点胶检测方法,所述方法包括: 将待点胶产品放入第一工位组件和/或第二工位组件中; 移动点胶装置到第一工位组件和/或第二工位组件上方; 旋转第一组件上的第一平台旋转轴和/或第二组件上的第二平台旋转轴以旋转所 述第一工位组件和/或第二组件上的待点胶产品; 5 CN 111589652 A 说 明 书 3/9 页 点胶装置对第一工位组件和/或第二工位组件上方旋转轴上的待点胶产品进行点 胶; 移动3D激光检测装置到第一工位组件和/或第二工位组件上方; 旋转第一组件上的第一平台旋转轴和/或第二组件上的第二平台旋转轴以旋转所 述第一工位组件和/或第二组件上的已点胶待检测产品; 3D激光检测装置对第一工位组件和/或第二工位组件上方旋转轴上的已点胶待产 品进行3D激光扫描检测; 根据点胶装置和3D激光检测装置在X1点胶轴和X2检测轴上的状态进行循环。 在一个可能的设计中,所述方法还包括:对检测结果进行判定。 在一个可能的设计中,所述方法还包括:使用显示装置显示点胶状态与结果、检测 结果与数据。 与相关技术相比,本发明实施例提供的一种双工位点胶检测机及点胶检测方法, 包括:工作台、龙门组件、第一工位组件、第二工位组件、点胶装置、3D激光检测装置;其中: 所述第一工位组件和所述第二工位组件平行地设置在所述工作台的台面上,其上分别设置 有第一平台旋转轴和第二平台旋转轴,分别用于移动并旋转固定在所述第一工位组件和所 述第二工位组件的待点胶产品和/或待检测产品;所述龙门组件设置在所述工作台的台面 上,所述点胶装置和所述3D激光检测装置分别设置在所述龙门组件的上横梁的两侧;所述 点胶装置,用于对所述第一工位组件和/或第二工位组件上的待点胶产品进行点胶;所述3D 激光检测装置,用于所述第一工位组件和/或第二工位组件的平台旋转轴上已点胶的待检 测产品时,对所述待检测产品进行3D激光扫描检测。通过本发明实施例,通过点胶装置对所 述第一工位组件和/或第二工位组件上的待点胶产品进行点胶,再通过在第一工位组件和 第二工位组件分别设置平台旋转轴,可以控制产品进行旋转点胶和检测,能够通过改变待 检测产品的检测位置,使3D激光入射角度以及受光面发生改变,可以实现对产品多角度地 点胶及检测,点胶速度快、精度高,且适应检测透明胶水或者形态复杂的产品,扩展了可检 测产品的局限性。并且,工作台设置第一工位组件和第二工位组件的双工位,第一工位组件 和第二工位组件上都是先点胶再检测,两个工位上都有待点胶产品和待检测产品,两个工 位依次循环,点胶和检测速度快,工作效率高。 附图说明 图1为本发明实施例提供的一种双工位点胶检测机的结构示意图; 图2为本发明实施例提供的一种双工位点胶检测机的结构示意图; 图3为本发明实施例提供的一种双工位点胶检测机的结构示意图; 图4为本发明实施例提供的一种双工位点胶检测机的结构示意图; 图5为本发明实施例提供的一种双工位点胶检测机中点胶装置的结构示意图; 图6为本发明实施例提供的一种双工位点胶检测方法的流程示意图。 本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。











