
技术摘要:
本发明涉及一种AF1410钢长杆锻件的热处理方法,其特征在于,包括以下步骤:步骤(1)正火:将所述AF1410钢长杆锻件,冷料放入热处理炉中,以200~300℃/h的升温速率加热至900℃,保温120~180分钟,散开空冷,散开空冷转移时间≤90S;步骤(2)回火:将上述AF1410钢长杆锻 全部
背景技术:
AF1410钢是用Co、Mo、Cr、Ni等合金元素综合强化高合金超高强度钢,具有高强度、 高断裂韧性,又有优良的焊接性能和切削、成型性能,可满足损伤容限设计要求,因此在航 空航天领域得到了广泛应用。采用AF1410钢生产的长杆锻件经预备热处理后对表面硬度有 明确要求,布氏硬度HB(d)≥3 .35mm。而采用常规热处理后,其表面布氏硬度HB(d)约为 3.3mm,不能正常使用。
技术实现要素:
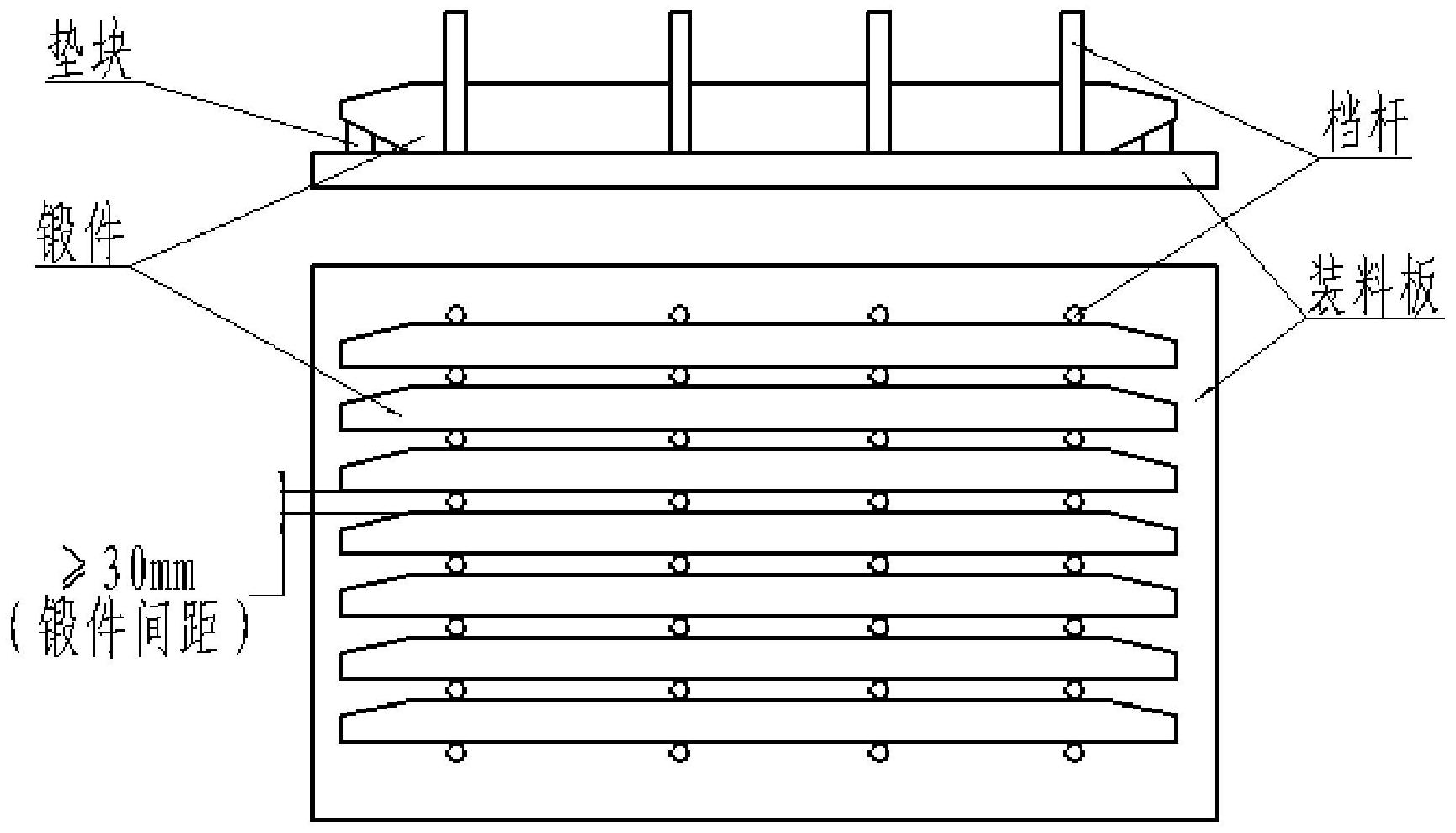
本发明解决的技术问题是提供一种对AF1410钢长杆锻件进行补充回火处理,来实 现AF1410钢长杆锻件的热处理方法,使AF1410钢长杆锻件能够满足使用要求。 为解决上述技术问题,本发明所述的AF1410钢长杆锻件的热处理方法,其特征在 于,包括以下步骤: 一种AF1410钢长杆锻件的热处理方法,包括以下步骤:步骤(1)正火:将所述 AF1410钢长杆锻件,冷料放入热处理炉中,以200~300℃/h的升温速率加热至900℃,保温 120~180分钟,散开空冷,散开空冷转移时间≤90S;步骤(2)回火:将上述AF1410钢长杆锻 件,冷料放入热处理炉中,以60~80℃/h的升温速率加热至680℃,保温360~450分钟,空 冷;对上述AF1410钢长杆锻件进行表面硬度测试,如果表面硬度超出标准范围,则需进行补 充回火。所述补充回火步骤是将所述的AF1410钢长杆锻件,以60~80℃/h的升温速率加热 至580~620℃,保温240~360分钟,空冷。 优选地,所述补充回火步骤是将所述的AF1410钢长杆锻件,冷料放入热处理炉中, 以60~80℃/h的升温速率加热至600℃,保温240~360分钟,空冷。 优选地,所述步骤(1)、(2)的装炉方式为将所述的AF1410钢长杆锻件单层侧立放 置在平装料板上,用垫块垫实塞紧,锻件用档杆卡住,放止变形。 优选地,多个AF1410钢长杆锻件之间的间距≥30mm。 优选地,补充回火步骤中的装炉方式为将所述的AF1410钢长杆锻件单层侧立放置 在平装料板上,用垫块垫实塞紧,锻件用档杆卡住,放止变形。 优选地,多个AF1410钢长杆锻件之间的间距≥30mm。 优选地,所述AF1410钢的材料牌号为16Co14Ni10Cr2Mo。 与现有技术相比,本发明的有益效果如下:所述的AF1410钢长杆锻件的热处理方 法,对AF1410钢长杆锻件采用正火→回火的热处理制度,以获得组织均匀的AF1410钢长杆 锻件,再经过对该AF1410钢长杆锻件进行补充回火热处理,来降低锻件表面硬度,以满足 AF1410钢长杆锻件的使用要求。 3 CN 111593189 A 说 明 书 2/3 页 附图说明 图1为AF1410长杆锻件的装炉方式示意图。











