
技术摘要:
本发明提供了一种用于电机轴承高温时自动加油系统,包括注油系统和控制系统,注油系统包括注油泵,注油泵的出口端连接油路管道,油路管道上接有若干台电机,每台电机的输出轴上装有轴承,轴承的一侧安装有温度传感器,轴承的上方设有注油口,注油口通过分支油路管道连 全部
背景技术:
轴承的作用支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。 按运动元件摩擦性质的不同,轴承可分为滚动轴承和滑动轴承两大类。其中滚动轴承已经 标准化、系列化,但与滑动轴承相比它的径向尺寸、振动和噪声较大,价格也较高。滚动轴承 一般由外圈、内圈、滚动体和保持架四部分组成。按滚动体的形状,滚动轴承分为球轴承和 滚子轴承两大类。 现在车间轧机直流电机和交流电机都分为定子部分和转子部分。而其中转子部分 就由滚动轴承来支撑。电机在运行时,轴承在高速转动,轴承由于承受摩擦会产生大量的 热,而高温是导致轴承损坏的主要原因。如何避免高温的产生,主要借助润滑脂来实现轴承 的润滑及散热。需每月人为进行加油,每天巡检用测温枪进行轴承温度的测量,其结构如图 3所示。需要人工想注油口注油,对轴承注油,费时费力,还不能实现实时监控,每年会因轴 承损坏造成不必要的损失。 轴承损坏前的征兆是由于温度升高,通过这一点如果能在出现异常时及时对电机 轴承进行加油,可以减少由于电机轴承烧造成的损失。为了减少这种损失,针对电机轴承设 计了自监控自保养的一种新型养护系统。
技术实现要素:
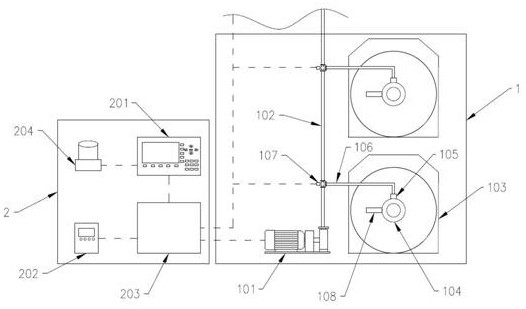
为了弥补现有技术的不足,本发明提供了一种用于电机轴承高温时自动加油系统 及其控制方法。 本发明是通过如下技术方案实现的:一种用于电机轴承高温时自动加油系统,包 括注油系统和控制系统,其中,注油系统包括注油泵,注油泵的出口端连接油路管道,油路 管道上接有若干台电机,每台电机的输出轴上装有轴承,轴承的一侧安装有温度传感器,轴 承的上方设有注油口,注油口通过分支油路管道连接至油路管道上,分支油路管道与油路 管道之间安装有电磁阀; 控制系统包括温度巡检仪、定时器、PLC控制器和报警器,PLC控制器分别与温度巡检 仪、定时器通讯连接,报警器通讯连接温度巡检仪,PLC控制器控制连接注油泵,PLC控制器 控制连接电磁阀,温度巡检仪通讯连接温度传感器,定时器设有注油定时和保养定时。 作为优选方案,电机的数量为15台。 作为优选方案,电磁阀107为三通型电磁阀。 作为优选方案,温度巡检仪为16通道温度巡检仪。 进一步地,温度巡检仪装有温度显示屏。 作为优选方案,温度巡检仪设置的报警温度为70℃。 4 CN 111594739 A 说 明 书 2/4 页 作为优选方案,定时器的注油定时中的时间为30s。 作为优选方案,定时器的保养定时中的时间为1个月。 一种用于电机轴承高温时自动加油系统的控制方法,具体步骤如下: 步骤(1):实时监控温度:通过每一台电机上的温度传感器将温度数值通讯反馈给温度 巡检仪进行实时监控,并在温度显示屏上显示; 步骤(2):超温报警:当某台电机的轴承温度达到70℃时,温度传感器将温度通讯反馈 给温度巡检仪,与温度巡检仪连接的报警器就会报警; 步骤(3):注油降温:报警器报警的同时,温度巡检仪将超温的信号通讯传送给PLC控制 器,通过PLC控制器发出指令控制打开与超温轴承相对应的分支油路管道与油路管道之间 的电磁阀,同时启动注油泵,自动注油30s后注油泵停止,对应的电磁阀关闭; 步骤(4):定期保养:当通过定时器到达1个月的保养周期时,PLC控制器发出指令所有 电磁阀依次打开,启动注油泵,自动注油30s后注油泵停止,所有电磁阀; 进一步地,步骤(4)中所有电磁阀依次打开,其具体操作为PLC控制器发出指令控制先 打开一个电磁阀经过自动注油30s后,自动关闭该电磁阀再打开另外一个,依次类推。 本发明由于采用了以上技术方案,与现有技术相比使其具有以下有益效果:减少 电机轴承的损坏频率,延长轴承寿命,同时避免电机因轴承损坏过载造成自身的损坏,降低 维修成本。另外避免了因轴承烧造成的断带,生产停顿等损失。实现全自动监控与保养。 本发明的附加方面和优点将在下面的描述部分中变得明显,或通过本发明的实践 了解到。 附图说明 本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得 明显和容易理解,其中: 图1为本发明的结构示意图; 图2为电机轴承自养护系统电气设计图; 图3为改善前电机轴承注油的结构示意图, 其中,图1中附图标记与部件之间的对应关系为: 1注油系统,101注油泵,102油路管道,103电机,104轴承,105注油口,106分支油路管 道,107电磁阀,2控制系统,201温度巡检仪,202定时器,203 PLC控制器,204报警器,205温 度显示屏。











