
技术摘要:
本发明提供一种回型弹簧卡扣的成型设备及成型方法,包括送料支撑槽A、送料支撑槽B、冲压部和折弯部,送料支撑槽A连接在冲压部的上料端,送料支撑槽B设置在冲压部的下料端和折弯部的上料端之间,冲压部用于完成成型线材中顺次分布的卡接头、第一卡槽、第二卡槽和凸环的 全部
背景技术:
在诸多电器产品加工领域,经常采用塑料材质进行生产,而采用塑料材质安装产 品时需要通过卡扣固定,其中弹簧卡扣作为一种连接通用件,单量需求度高,目前在对其的 生产中,自动化程度不高,且对操作人员的加工技术要求较高,产品成型工艺慢,且由于每 个产品加工时人工干预较大,因此成型误差较大,成本亦较高,生产效率低。 针对以上缺点,本发明提供一种回型弹簧卡扣的成型设备及成型方法,可实现回 型弹簧卡扣的全自动化生产,成型精度和生产效率亦较高。
技术实现要素:
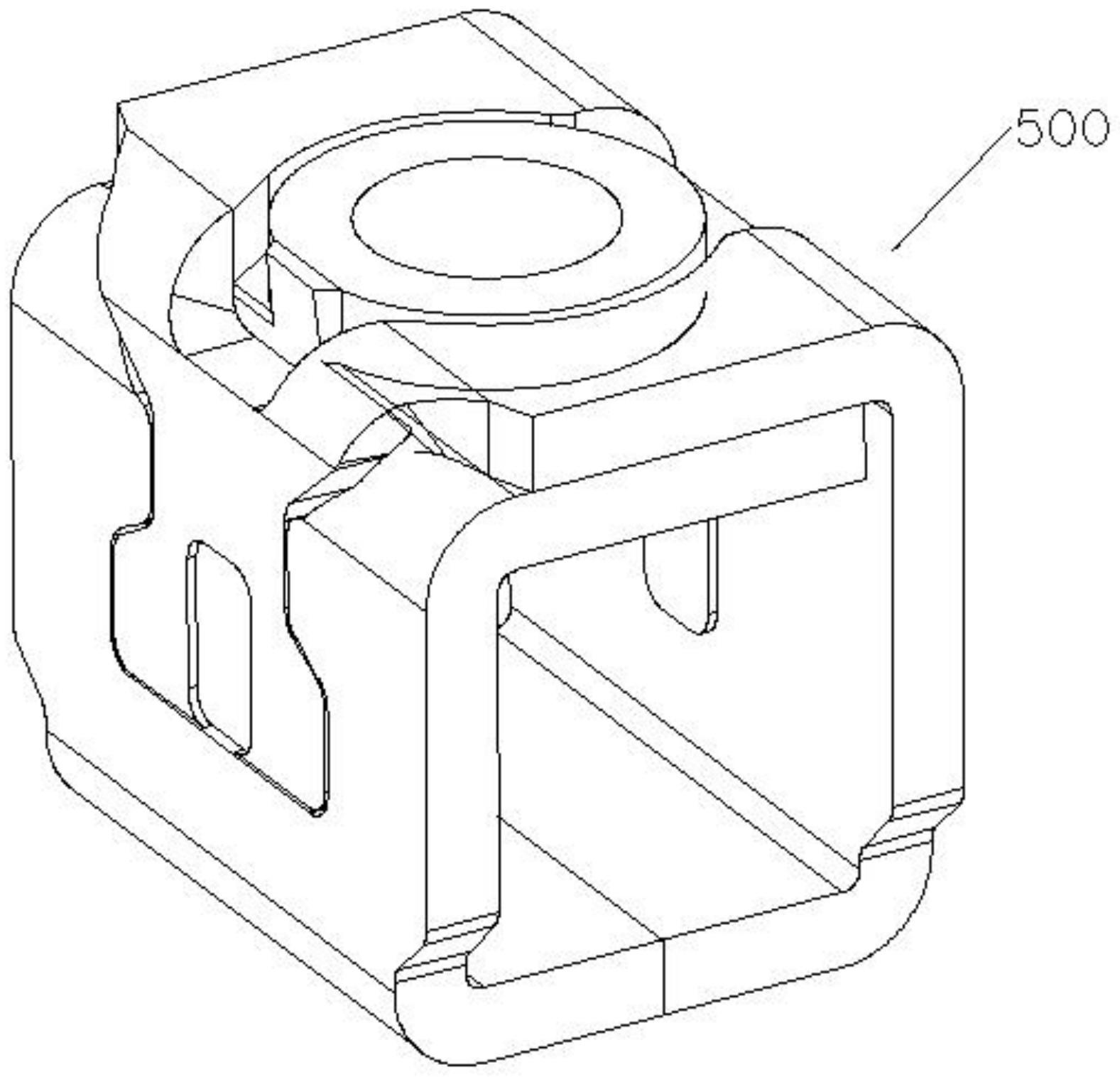
本发明的目的是提供一种回型弹簧卡扣的成型设备及成型方法,可实现回型弹簧 卡扣的全自动化生产,成型精度和生产效率亦较高。 本发明提供了如下的技术方案: 一种回型弹簧卡扣的成型设备,包括送料支撑槽A、送料支撑槽B、冲压部和折弯 部,所述送料支撑槽A连接在所述冲压部的上料端,且所述送料支撑槽B设置在所述冲压部 的下料端和所述折弯部的上料端之间,所述冲压部用于完成成型线材中顺次分布的卡接 头、第一卡槽、第二卡槽和凸环的冲压,所述折弯部用于将冲压后的成型线材折弯形成回型 弹簧卡扣,且所述第一卡槽卡接配合在所述凸环外,所述卡接头可卡接配合在所述第二卡 槽内;所述折弯部包括圆盘底座、垂直所述圆盘底座可做伸缩运动的中心柱块和成型镶块、 以及沿所述圆盘底座的平面顺次滑动连接的成型刀A、成型刀B、成型刀C、成型刀D、成型刀 F、成型刀G和成型刀H,所述中心柱块、成型镶块、成型刀A、成型刀B、成型刀C、成型刀D、成型 刀F、成型刀G和成型刀H可分别由一动力部件驱动,且本实施例中的动力部件可采用由伺服 电机控制凸轮机构的旋转运动转化为直线运动的动力结构,亦或是直接液压杆推动,所述 成型刀A、成型刀B、成型刀C用于将第二卡槽段的成型线材和凸环段的成型线材90度折弯贴 合在所述中心柱块外,所述成型刀H的端部一侧设有切刀刃,且在将所述成型线材切断后, 持续运动可将卡接头段的成型线材和第一卡槽段的成型线材折弯贴合在所述成型镶块的 一侧成型面上,所述成型刀G、所述成型刀F和所述成型刀D用于将第一卡槽段的成型型材压 接在凸环段的成型线材外以及将卡接头卡接配合在所述第二卡槽内。 优选的,所述圆盘底座上固定有辅助基块,所述辅助基块内设有供成型线材穿过 的通槽,且所述辅助基块靠近所述切刀刃的一侧还设有与所述切刀刃配合的导向面。 优选的,所述辅助基块远离所述中心柱块的一侧还设有定位部,所述定位部包括 固定在所述圆盘底座上的固定块、设置在所述固定块上方的滑动块、以及可驱动所述滑动 块朝向所述固定块运动的驱动块,所述固定块内设有连通所述通槽和所述送料支撑槽B的 4 CN 111545693 A 说 明 书 2/5 页 通道,所述滑动块的底部固定有导向杆和定位杆,所述导向杆滑动连接在所述固定块的导 向孔内,且可在驱动块的驱动下沿所述导向孔往复运动,所述定位杆可与所述凸环插设定 位配合。 优选的,所述滑动块的顶部设有可与所述导向杆垂直设置的滑槽,所述驱动块上 设有与所述滑槽滑动配合的滑块,且所述驱动块与倾斜设置的圆盘底座上的驱动部件驱动 相连,本实施例中的驱动部件可采用由伺服电机控制凸轮机构的旋转运动转化为直线运动 的动力结构,亦或是直接液压杆推动。 优选的,所述圆盘底座上还固定有加强块,所述加强块内设有可供所述中心柱块 的端部插接的加强孔。 优选的,所述冲压部包括用于冲切卡接头的冲切模、用于冲孔形成第一卡槽的第 一冲头、用于冲孔形成第二卡槽的第二冲头以及配合形成凸环的镶件组,所述镶件组包括 预冲头和成环冲头,所述预冲头直径小于所述成环冲头,且预冲头其下方的成型线材冲出 预通孔,所述成环冲头用于对运动到其上的所述预通孔扩口顶出形成所述凸环。 基于上述一种回型弹簧卡扣的成型设备,一种回型弹簧卡扣的成型方法包括以下 步骤: S1:将成型线材原料放入送料支撑槽A中,将送料盖板A盖上,中心柱块在动力部件 的驱动下垂直伸出所述圆盘底座,插设在加强块的加强孔内,送料机构启动,将成型线材经 过平整机的平整机构处理后,送入冲压部完成冲压; S2:将S1中冲压完成后的成型线材送入到折弯部的中心柱块上,且定位杆插接到 所述凸环中实现定位,进而,所述成型刀A、所述成型刀B和所述成型刀C依次沿圆盘底座朝 向中心柱块滑动,所述成型刀A形成成型线材压接在中心柱块上的左上折弯,所述成型刀B 可将左上折弯后的成型线材压紧在中心柱块的左侧面,且所述成型刀C可对压紧在中心柱 块侧边上的成型线材再次折弯,并形成压紧在中心柱块的下侧面上的左下折弯; S3:所述成型镶块伸出圆盘底座,成型刀H沿圆盘底座朝向成型镶块滑动,且其端 部一侧的切刀刃可沿导向面切断成型线材,成型刀H持续朝向成型镶块滑动,可将成型线材 形成一预折弯角; S4:成型刀H、成型刀B、成型刀C回复到原始位置后,且成型镶块亦缩回到圆盘底座 内,成型刀G、成型刀F和成型刀D顺次沿圆盘底座朝向中心柱块滑动,成型刀G形成成型线材 压接在中心柱块上的右上折弯,所述成型刀F形成成型线材压接在中心柱块上的右下折弯, 此时第一卡槽可卡接在所述凸环外,且成型刀D可将压接在凸环段的成型线材再次折弯,此 时,卡接头可卡接配合在所述第二卡槽内; S5:将所述成型刀A、成型刀G、成型刀F和成型刀D回复到原始位置后,中心柱块缩 回到圆盘底座内,此时包围在中心柱块外的回型弹簧卡扣可完成掉落。 本发明的有益效果是:本发明成型设备自动化程度较高,通过将冲压成型的成型 线材直接从圆盘底座侧面送入到折弯部,且通过中心柱块和成型镶块以及成型刀A、成型刀 B、成型刀C、成型刀D、成型刀F、成型刀G和成型刀H的配合,使得回型弹簧卡扣加工工艺不仅 简单方便,且加工精度和自动化程度更高,大大提高了回型弹簧卡扣的生产效率。 5 CN 111545693 A 说 明 书 3/5 页 附图说明 附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实 施例一起用于解释本发明,并不构成对本发明的限制。在附图中: 图1是本发明折弯后的产品结构示意图; 图2是本发明折弯时的产品结构示意图; 图3是本发明的结构示意图; 图4是本发明折弯部的结构示意图; 图5是本发明冲压部的结构示意图; 图6是本发明冲压部冲压时的示意图; 图7是产品折弯操作时第一状态下折弯部动作的结构示意图; 图8是产品折弯操作时第二状态下折弯部动作的结构示意图; 图9是定位部的结构剖视图; 图10是动力部件驱动中心柱块和成型镶块的结构示意图; 图中的标记:100为送料支撑槽A,200为送料支撑槽B,300为冲压部,400为折弯部, 500为成型线材,600为平整机,700为送料机构,501为卡接头,502为第一卡槽,503为第二卡 槽,504为凸环,401为圆盘底座,402为中心柱块,403为成型镶块,404为动力部件,405为切 刀刃,406为辅助基块,407为导向面,408为固定块,409为滑动块,410为驱动块,411为导向 杆,412为定位杆,413为滑槽,414为驱动部件,415为加强块,416为通道,1为成型刀A,2为成 型刀B,3为成型刀C,4为成型刀H,5为成型刀G,6为成型刀F,7为成型刀D,301为冲切模,302 为第一冲头,303为第二冲头,304为预冲头,305为成环冲头。











