
技术摘要:
该焊接操作监视系统具备:拍摄装置,配置于形成为管状的带状钢板的管内侧及管外侧中的被供给等离子体流的一方的相反侧,隔着V字区域拍摄包括等离子体流的彩色图像;及焊接操作监视装置,生成从所述彩色图像提取特定颜色成分而得到的特定颜色成分图像,基于在所述特定颜 全部
背景技术:
在制造电阻缝焊钢管的电阻缝焊焊接中,一边运送带状钢板一边连续地成形为管 状。并且,一边使带状钢板的两对接端部彼此呈V字状收敛,一边利用高频电流进行加热熔 融,一边利用挤压辊进行加压一边将两对接端部彼此焊接。在这样的以往的电阻缝焊焊接 中,在进行电阻缝焊焊接时焊接部暴露于大气,因此会在焊接部表面生成氧化物。该氧化物 通常被排出,但在残留于焊接部表面的情况下,会产生可能成为焊接缺陷的原因的穿透缺 陷(penetrator)。 近年来,为了减少在电阻缝焊焊接时在焊接部表面产生的氧化物,公开了对焊接 部供给等离子体流的技术。以下,将一边向焊接部供给等离子体流一边进行电阻缝焊焊接 的技术称作等离子体防护电阻缝焊焊接。此外,等离子体防护电阻缝焊焊接与通过等离子 体自身来进行焊接的等离子体焊接在技术思想上有本质性差异。 在等离子体防护电阻缝焊焊接中,在通过向焊接部的适当部位供给等离子体流而 带状钢板(以下,有时简称作钢板)的对接端部被加热、熔融的过程中,通过离子化后的等离 子体气体对对接端部的防护作用、离子化后的等离子体气体的还原作用等,能够将对接端 部的周围氛围保持为氧浓度低的状态。其结果,能够将在焊接后有可能成为氧化物缺陷的 对接端部的氧化膜在其产生过程中进行抑制,能够实现缺陷少的高品质的焊接。 在这样的向钢板的焊接部供给等离子体流来进行电阻缝焊焊接的等离子体防护 电阻缝焊焊接的领域中,已知有监视焊接部的焊接状态的焊接状态监视系统(例如,参照专 利文献1)。在该焊接状态监视系统中,向焊接部供给等离子体流的等离子体流供给装置和 拍摄所述焊接部的拍摄装置配置于形成为管状的钢板的上方。并且,对从钢板的上方被供 给等离子体流的焊接部同样从钢板的上方经由滤色器而利用拍摄装置进行拍摄,通过对所 得到的图像进行预定的图像处理,来对焊接部的状态进行解析。 现有技术文献 专利文献 专利文献1:日本国专利第5880794号公报
技术实现要素:
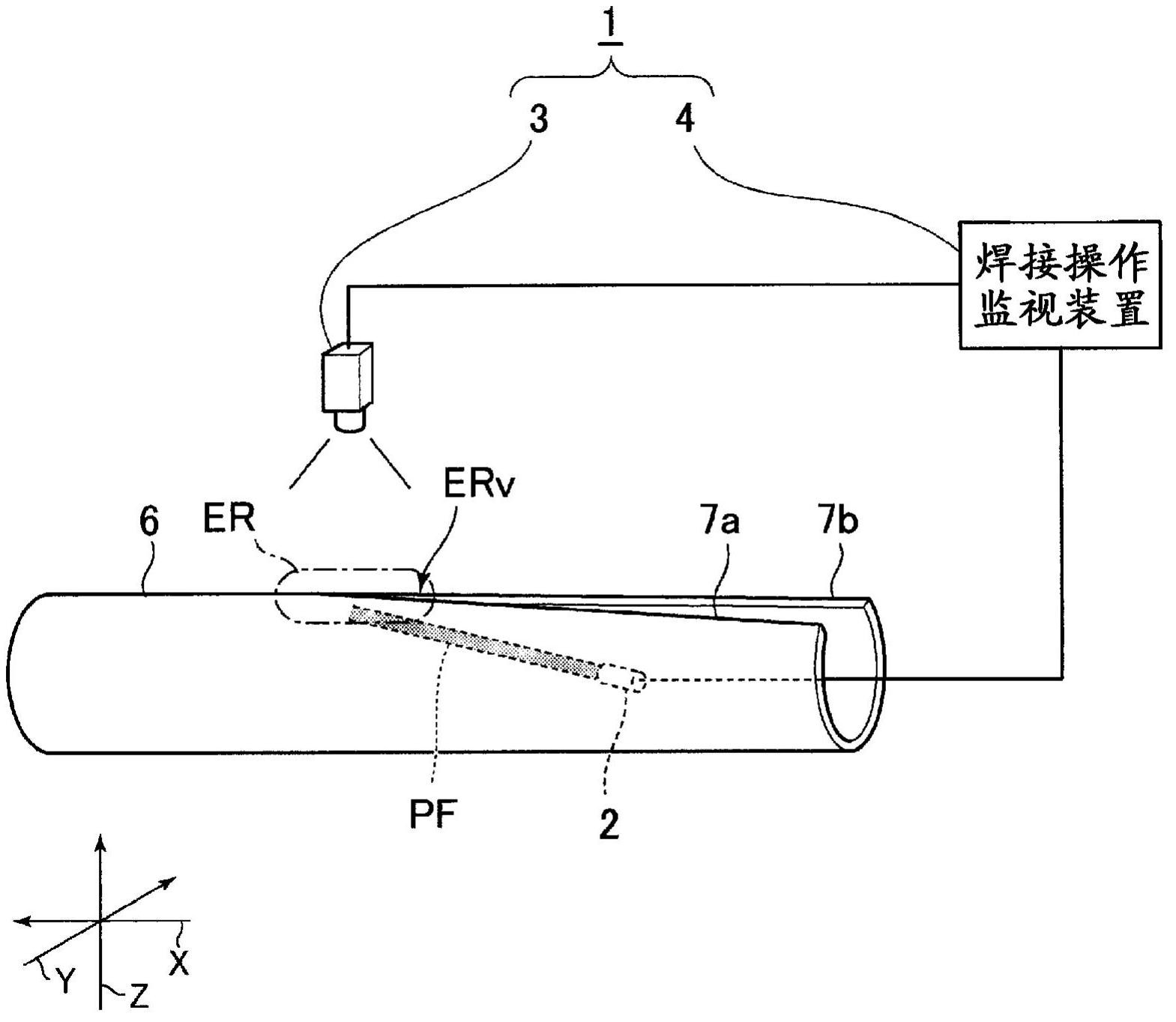
发明所要解决的技术问题 然而,在这样的以往的监视系统中,由于从配置有拍摄装置的钢板上方位置朝向 焊接部供给等离子体流,所以等离子体流会在焊接部上重叠,在基于所拍摄到的图像来进 行焊接部的解析时,存在由于等离子体流的影响大所以难以进行解析这一问题。另外,在以 往的监视系统中,不仅是拍摄装置,等离子体流供给装置也需要配置于钢板的上方,因此也 存在需要用于将拍摄装置及等离子体流供给装置双方配置于钢板上方的广阔的设置空间 5 CN 111556800 A 说 明 书 2/27 页 这一问题。 本发明鉴于如上所述的问题而完成,其目的在于,提供能够减少对钢板周边的设 备设置空间的要求并与以往相比降低了用于防护而供给的等离子体流的影响地对焊接操 作的状态进行解析的焊接操作监视系统及焊接操作监视方法。 用于解决课题的技术方案 为了解决上述课题而达成相关目的,本发明采用了以下的技术方案。 (1)本发明的一个方案是一种焊接操作监视系统,监视在将带状钢板成形为管状 的同时使一对对接端部彼此呈V字状收敛,一边向包括V字区域的焊接部供给等离子体流来 进行防护、一边进行电阻缝焊焊接时的焊接操作,所述焊接操作监视系统具备:拍摄装置, 配置于形成为所述管状的所述带状钢板的管内侧及管外侧中的被供给所述等离子体流的 一方的相反侧,隔着所述V字区域拍摄包含所述等离子体流的彩色图像;以及焊接操作监视 装置,生成从所述彩色图像提取特定颜色成分而得到的特定颜色成分图像,基于在所述特 定颜色成分图像中显示的所述V字区域来确定所述彩色图像内的与所述V字区域对应的区 域即V字显示区域,由此对所述焊接操作的状态进行解析。 (2)在上述(1)所述的方案中,可以是,所述焊接操作监视装置具备生成蓝色成分 图像作为所述特定颜色成分图像的蓝色成分图像提取部。 (3)在上述(2)的情况下,可以是,所述焊接操作监视装置还具备等离子体流位置 解析部,该等离子体流位置解析部从所述彩色图像的所述V字显示区域的部分提取红色成 分图像及绿色成分图像中的至少一方,根据所提取的所述红色成分图像及所述绿色成分图 像中的至少一方的浓淡来确定所述等离子体流的等离子体流中心区域。 (4)在上述(3)的情况下,可以是,所述等离子体流位置解析部具有等离子体流中 心线算出部,该等离子体流中心线算出部对构成所述等离子体流中心区域的一对等离子体 边缘分别进行直线近似而求出V字收敛角,求出所述一对等离子体边缘间的二等分线作为 等离子体流中心线。 (5)在上述(4)的情况下,可以是,所述焊接操作监视装置还具备物理对合点解析 部,该物理对合点解析部基于所述蓝色成分图像来检测所述一对对接端部彼此物理地对合 的物理对合点。 (6)在上述(5)的情况下,可以是,所述等离子体流位置解析部还具有比较部,该比 较部求出所述等离子体流中心线的位置与由所述物理对合点解析部得到的所述物理对合 点的位置的相对位置关系。 (7)在上述(2)或(3)的情况下,可以是,所述焊接操作监视装置还具备物理对合点 解析部,该物理对合点解析部基于所述蓝色成分图像来检测所述一对对接端部彼此物理地 对合的物理对合点。 (8)在上述(2)~(7)中任一项所述的情况下,可以是,所述焊接操作监视装置还具 备几何学V字收敛点解析部,该几何学V字收敛点解析部求出对构成所述V字显示区域的一 对所述对接端部分别进行直线近似而得到的一对近似直线,检测所述一对近似直线的交点 作为几何学V字收敛点。 (9)在上述(2)~(8)中任一项所述的情况下,可以是,所述焊接操作监视装置还具 备焊接点解析部,该焊接点解析部通过将基于所述蓝色成分图像确定出的所述等离子体流 6 CN 111556800 A 说 明 书 3/27 页 的图像从所述彩色图像中消除来生成包括焊缝线及一对熔融边缘线的等离子体流消除图 像,基于所述等离子体流消除图像来求出焊接点。 (10)在上述(1)所述的方案中,也可以采用以下的结构:所述拍摄装置具备选择性 地使所述等离子体流的红色成分中的与特定波长对应的成分的辉度降低的光学元件,所述 焊接操作监视装置具备:红色成分图像提取部,从由所述拍摄装置经由所述光学元件而拍 摄到的所述彩色图像提取红色成分图像作为所述特定颜色成分图像;以及二值化处理部, 对所述红色成分图像进行二值化处理。 (11)在上述(10)的情况下,可以是,所述焊接操作监视装置还具备等离子体流位 置解析部,该等离子体流位置解析部基于二值化后的所述红色成分图像来确定所述等离子 体流的等离子体流中心区域。 (12)在上述(11)的情况下,可以是,所述等离子体流位置解析部具有等离子体流 中心线算出部,该等离子体流中心线算出部基于对构成所述等离子体流中心区域的一对等 离子体边缘分别进行直线近似而得到的V字收敛角,求出所述一对等离子体边缘间的二等 分线作为等离子体流中心线。 (13)在上述(12)的情况下,可以是,所述焊接操作监视装置还具备物理对合点解 析部,该物理对合点解析部基于二值化后的所述红色成分图像来检测所述一对对接端部彼 此物理地对合的物理对合点。 (14)在上述(13)的情况下,可以是,所述等离子体流位置解析部还具有比较部,该 比较部求出所述等离子体流中心线的位置与由所述物理对合点解析部得到的所述物理对 合点的位置的相对位置关系。 (15)在上述(10)或(11)所述的情况下,可以是,所述焊接操作监视装置还具备物 理对合点解析部,该物理对合点解析部基于二值化后的所述红色成分图像来检测所述一对 对接端部彼此物理地对合的物理对合点。 (16)在上述(10)~(15)中任一项所述的情况下,可以是,所述焊接操作监视装置 还具备几何学V字收敛点解析部,该几何学V字收敛点解析部基于二值化后的所述红色成分 图像来求出对所述一对熔融边缘线分别进行直线近似而得到的一对近似直线,求出所述一 对近似直线的交点作为几何学V字收敛点。 (17)在上述(10)~(16)中任一项所述的情况下,可以是,所述焊接操作监视装置 具备焊接点解析部,该焊接点解析部通过将基于二值化后的所述红色成分图像确定出的所 述等离子体流的图像从所述彩色图像中消除来生成包括焊缝线及一对熔融边缘线的等离 子体流消除图像,基于所述等离子体流消除图像而求出焊接点。 (18)另外,本发明的另一方案是一种焊接操作监视方法,监视在将带状钢板成形 为管状的同时使一对对接端部彼此呈V字状收敛,一边向包括V字区域的焊接部供给等离子 体流来进行防护、一边进行电阻缝焊焊接时的焊接操作,所述焊接操作监视方法包括:拍摄 工序,从形成为所述管状的所述带状钢板的管内侧及管外侧中的被供给所述等离子体流的 一方的相反侧,隔着所述V字区域拍摄包含所述等离子体流的彩色图像;以及焊接操作监视 工序,从所述彩色图像提取特定颜色成分而生成特定颜色成分图像,基于在所述特定颜色 成分图像中显示的所述V字区域来确定所述彩色图像内的与所述V字区域对应的区域即V字 显示区域,由此对所述焊接操作的状态进行解析。 7 CN 111556800 A 说 明 书 4/27 页 (19)在上述(18)所述的情况下,可以是:在所述焊接操作监视工序中,生成蓝色成 分图像作为所述特定颜色成分图像,从所述V字区域的部分的所述彩色图像提取红色成分 图像及绿色成分图像中的至少任一方,根据所提取的所述红色成分图像及所述绿色成分图 像中的至少任一方的浓淡来确定所述等离子体流的等离子体流中心区域。 (20)在上述(18)所述的情况下,可以是:在所述拍摄工序中,通过选择性地使所述 等离子体流的红色成分中的与特定波长对应的成分的辉度降低而进行拍摄,由此取得所述 彩色图像,在所述焊接操作监视工序中,基于选择性地降低了与所述特定波长对应的成分 的辉度后的所述彩色图像,对所述焊接操作的状态进行解析。 发明效果 根据本发明的上述各方案,能够减少对钢板周边的设备设置空间的要求,并与以 往相比降低了用于防护而供给的等离子体流的影响地对焊接操作的状态进行解析。 附图说明 图1是示出本发明的第1实施方式的焊接操作监视系统的结构的概略图。 图2是示出在以往的焊接操作监视系统中取得的图像的图,(A)是对从上方供给了 等离子体流的焊接部同样从上方利用拍摄装置进行了拍摄时的彩色图像。另外,(B)是从 (A)的彩色图像提取红色成分而得到的红色成分图像。 图3是示出在本发明的第1实施方式的焊接操作监视系统中取得的图像的图,(A) 是从形成了V字状切口部的铜板治具的背面侧供给等离子体流并且从上方拍摄V字状切口 部而得到的彩色图像。(B)是从(A)的彩色图像提取红色成分而得到的红色成分图像,(C)是 从(A)的彩色图像提取蓝色成分而得到的蓝色成分图像。 图4是示出在该实施方式的焊接操作监视系统中取得的图像的图,(A)是对从设置 有模拟了钢管焊接部的V字状对接状态的V字状的切口的铜板的下方供给了等离子体流的 焊接部从上方利用拍摄装置进行了拍摄时的彩色图像。(B)是从(A)的彩色图像提取红色成 分而得到的红色成分图像,(C)是从(A)的彩色图像提取蓝色成分而得到的蓝色成分图像。 图5的(A)是示出等离子体防护电阻缝焊焊接中的第1种焊接状态的概略图,(B)是 示出等离子体防护电阻缝焊焊接中的第2种焊接状态的概略图。 图6的(A)是示出等离子体防护电阻缝焊焊接中的过渡区域的焊接状态的概略图, (B)是示出等离子体防护电阻缝焊焊接中的第2’种焊接状态的概略图。 图7是示出等离子体防护电阻缝焊焊接中的过热量输入的焊接状态的概略图。 图8是示出第1实施方式的等离子体流供给装置的概略结构的侧视图。 图9是示出该实施方式的焊接操作监视装置的电路结构的框图。 图10的(A)是用于将所提取的蓝色成分二值化而确定V字显示区域时的说明的概 略图。(B)是用于检测几何学V字收敛点来算出几何学中心线时的说明的概略图。(C)是用于 检测物理对合点时的说明的概略图。 图11的(A)是用于设定缝隙探索区域时的说明的概略图。(B)是用于缝隙探索区域 的说明的概略图。(C)是用于检测焊接点时的说明的概略图。 图12的(A)是用于确定等离子体流中心区域时的说明的概略图。(B)是用于算出等 离子体流中心线时的说明的概略图。 8 CN 111556800 A 说 明 书 5/27 页 图13是将提取V字显示区域内的红色成分及绿色成分且进行二值化而得到的等离 子体流中心区域和表示V字显示区域的蓝色成分图像合成后的图像。 图14是示出使用了该焊接操作监视装置的焊接操作解析处理工序的流程图。 图15是示出使用了该焊接操作监视装置的等离子体流位置解析处理工序的流程 图。 图16是示出本发明的第2实施方式的焊接操作监视系统的结构的概略图。 图17是示出等离子体辉度及黑体辐射辉度的波长与带阻滤波器的透射率的关系 的坐标图。 图18是示出该实施方式的焊接操作监视装置的电路结构的框图。 图19是用于确定等离子体流中心区域等时的说明的概略图。 图20是用于检测V字显示区域、几何学V字收敛点、几何学中心线、物理对合点时的 说明的概略图。 图21是用于算出等离子体流中心线时的说明的概略图。 图22是示出使用了该焊接操作监视装置的焊接操作解析处理工序的流程图。 图23是示出使用了该焊接操作监视装置的等离子体流位置解析处理工序的流程 图。











