
技术摘要:
一种防脱落瓷砖生产用背模芯,包括铁件开有通孔的模芯面板槽腔的模芯面板,带弹力胶槽洞和塞打螺丝滑杆导孔的模芯背板,在模芯面板槽腔对应位置有皱褶纹硫化胶的一体成型覆盖在模芯面板正面的模芯面硫化胶,插入到模芯面板槽腔内的压纹镶件齿,弹性张开模芯面板及模芯 全部
背景技术:
现有的瓷砖生产工艺,瓷砖胚体由粉状通过超高压力压制成型的特点,瓷砖胚体 通过机械设备用固定的上下模具合模而成,多年以来社会一直都希望生产出具有燕尾槽特 点的瓷砖,也公开了各种燕尾槽特点的瓷砖却没有提供有效的具体实施设备及方案,由于 模具需要承受超高压力及固定模具无法在形成燕尾槽结构后进行脱模而使得这种燕尾槽 结构性能的瓷砖一直处于构想而不得实现。 专利号CN209920141U 公开了一种瓷砖模具及扩展瓷砖模具支座和该模具压制成 的瓷砖,该实用新型所公开的一种瓷砖模具及扩展瓷砖模具支座,该技术利用交叉式的斜 口来形成燕尾槽,存在着有效结构小、模具因有活动口易积粉而卡模,需要的空间大难以应 用于小规格瓷砖,模具内部结构决定了定制构件多导致成本高等的缺陷。 专利号CN209599475U 公开了一种自应力液压燕尾槽瓷砖模具和由该模具压成的 瓷砖,该实用新型所公开的一种自应力液压燕尾槽瓷砖模具,该技术利用了液体的流动性 及体积稳定性来实现了双边燕尾槽,但是该技术存在着由于模具内部要灌注液压液,容易 导致表面的硫化胶开裂而漏油失效,对加工工艺精度要求高制作成本高等缺陷。 专利号CN110712276A 公开了一种旋转活动齿的瓷砖模具和由该模具压制成的瓷 砖,该发明所公开的一种旋转活动齿的瓷砖模具,该技术利用交叉式的斜口来形成燕尾槽, 存在着有效结构小、模具因有活动口易积粉而卡模,需要的空间大难以应用于小规格瓷砖, 模具内部结构决定了定制构件多导致成本高等的缺陷。 现有的瓷砖背纹模具芯板,因要承受液压机压瓷砖坯体时的超高压力,接触瓷砖 面板的都是一块整板的模具芯,同时模具芯是钢质制成,密度高重量大,上所述公开的制作 设备属于一种活动模具,是一种新型技术,当引入类似活动模具时,尤其将类似的活动模具 直接应用在大面积瓷砖坯体压制时,会增加故障率,且不能区域维修,降低生产效率,而且 由于瓷砖坯体粉料的收缩率各不相同,不同的生产厂家所用的瓷砖模具尺寸各不相同,需 要大量的定制模具,直接应用活动模具也不利于新型技术的普及。
技术实现要素:
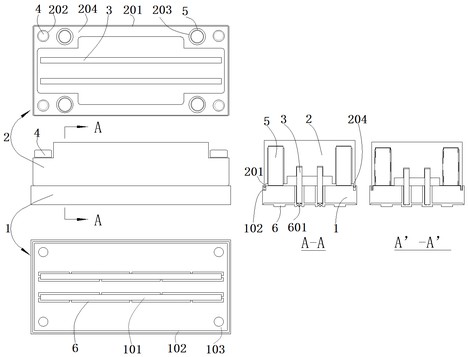
本发明要解决的问题在于,针对现有技术的上述缺陷,进行技术改良,克服斜边成 型齿间的相互影响,克服活动模具积粉卡模,克服硫化胶爆裂导致模具损坏,减少力在活动 模具内的传递路径,提高活动模具使用寿命,降低模具加工制作成本,能满足各种形状及规 格瓷砖生产用的,提供一种防脱落瓷砖生产用背模芯;对于应用类似的通过模具上下活动 实现燕尾槽功能结构背纹的活动瓷砖模具在大面积瓷砖坯体压制上,提供简单、耐磨、能组 合本技术背模芯的一种防脱落瓷砖生产用组合背模芯。 3 CN 111590732 A 说 明 书 2/6 页 为实现上述目的,本发明提供如下技术方案:一种防脱落瓷砖生产用背模芯,包括 铁件开有通孔的模芯面板槽腔的模芯面板,带弹力胶槽洞和塞打螺丝滑杆导孔的模芯背 板,在模芯面板槽腔对应位置有皱褶纹硫化胶的一体成型覆盖在模芯面板正面的模芯面硫 化胶,插入到模芯面板槽腔内的压纹镶件齿,弹性张开模芯面板及模芯背板的PU弹力胶或 弹簧,定位及限制模芯面板及模芯背板活动行程的塞打螺丝,模芯面板或模芯背板接触面 最外侧有一圈高度大于活动行程的防尘密封包边;模芯面板硫化胶通过扣在正面的花纹模 芯模种及插入模芯面板槽腔的背部模种一体浇注硫化而成,在模芯面板槽腔对应位置正面 为皱褶纹硫化胶,压纹镶件齿尾部固定连接安装在模芯背板上或通过弹力件活动紧抵在模 芯背板上,压纹镶件齿头部插入模芯面板槽腔内与皱褶纹硫化胶接触,塞打螺丝穿过塞打 螺丝滑杆导孔将模芯面板与模芯背板定位活动连接。 一种防脱落瓷砖生产用背模芯,其中,所述的皱褶纹硫化胶,横向剖面上的形状为 厚度均等的拱形或N形或W形或连续波浪形,宽度与模芯面板槽腔宽度相等。 一种防脱落瓷砖生产用背模芯,其中,所述的皱褶纹硫化胶,位于条状凸起的模芯 面硫化胶的局部段,也可以单独为圆形、三角形、四边形、多边形的形状。 一种防脱落瓷砖生产用背模芯,其中,所述的压纹镶件齿,由金属件制成,插入到 模芯面板槽腔内的压纹镶件齿头部金属缩小一个凸状台阶,再覆硫化胶包覆头部的缩小部 分,在横剖面上所覆硫化胶头两侧凸起呈“丫”状。 一种防脱落瓷砖生产用组合背模芯,为了使上述瓷砖模具以及类似功能的模具适 用于各种不同尺寸的大型或超大型瓷砖模具上,将防脱落瓷砖生产用背模芯进行组合,应 用原使用的大型或超大型瓷砖背模芯进行改造,其中,所述的防脱落瓷砖生产用组合背模 芯,包括一个组合模芯架,多个活动模芯件槽洞,一张在活动模芯件槽洞对应位置镂空的组 合模芯表面硫化胶,与活动模芯件槽洞数量相等的防脱落瓷砖生产用背模芯;活动模芯件 槽洞多个分散排列在组合模芯架上,正面长度、宽度比要活动嵌入的防脱落瓷砖生产用背 模芯略大,深度含组合模芯表面硫化胶厚度等于要活动嵌入的防脱落瓷砖生产用背模芯减 去其活动行程,活动嵌入的防脱落瓷砖生产用背模芯置于活动模芯件槽洞内并通过背部螺 丝孔与组合模芯架连接固定。 一种防脱落瓷砖生产用组合背模芯,其中,所述的防脱落瓷砖生产用背模芯在非 工作状态下比组合模芯表面硫化胶高且高差等于防脱落瓷砖生产用背模芯的活动行程。 一种防脱落瓷砖生产用组合背模芯,其中,所述的组合模芯架及活动模芯件槽洞 能装配本发明所述的防脱落瓷砖生产用背模芯及有类似功能结构的瓷砖模具。 一种瓷砖,应用本发明技术的防脱落瓷砖生产用背模芯或防脱落瓷砖生产用组合 背模芯,在生产中,制作瓷砖坯体的压制过程中可以得到内大外小的有燕尾槽结构背纹的 瓷砖,其中,瓷砖由应用本发明技术的防脱落瓷砖生产用背模芯或防脱落瓷砖生产用组合 背模芯压制而成,得到具有防脱落功能的燕尾槽瓷砖背纹,所述的瓷砖背纹直观表现上,条 状纹路局部部分有内大外小的燕尾槽结构且对应长度区域的底部略显条状凹凸起伏;或者 所述的瓷砖背纹直观表现上,分布着正面投影上或为圆形、或为三角形、或为四边形、或为 多边形的等形状的独立内大外小的燕尾槽孔,该燕尾槽孔底对应位置略显环状凹凸起伏或 剖面为波浪形的凹凸起伏。 与现有技术相比,实施本发明的一种防脱落瓷砖生产用背模芯及其组合背模芯及 4 CN 111590732 A 说 明 书 3/6 页 制成瓷砖,具有以下有益效果:本发明综合了专利号CN209920141U一种瓷砖模具及扩展瓷 砖模具支座和该模具压制成的瓷砖、专利号CN209599475U一种自应力液压燕尾槽瓷砖模具 和由该模具压成的瓷砖和专利号CN110712276A一种旋转活动齿的瓷砖模具和由该模具压 制成的瓷砖的优缺点,进行技术改良,克服该类技术存在的问题,并根据改进后的模具的特 点,简化自动化生产过程,提高生产效率,降低生产成本;进一步具体的,去除斜边成型齿的 斜向受力摩擦运动结构,减少磨损和卡模的风险,同时,模芯面硫化胶一体浇注硫化而成, 去除了与瓷砖粉末接触的空口空隙结构,避免了模芯内部进入粉尘卡模及影响行程导致瓷 砖品质下降,而且,简化了去除了自应力模具内部的液压液,避免了爆模漏液的风险也增加 模具的使用寿命;再进一步具体的,提供一种防脱落瓷砖生产用组合背模芯,能将本发明说 述的瓷砖模具及有类似功能的瓷砖模具制作成模具单元,再组装在组合模具上,能适应各 种不同尺寸的瓷砖模具需要,简化了专利号CN209920141U一种瓷砖模具及扩展瓷砖模具支 座和该模具压制成的瓷砖的扩展瓷砖模具支座的双层板结构,简化维修养护流程,可直接 更换需要维修的模具单元而不影响其他模具单元。 附图说明 图1是本发明的防脱落瓷砖背模芯结构剖视图。 图2是本发明的工作前空载时剖面图A-A。 图3是本发明的工作满载时剖面图A'-A'。 图4是本发明的面板正面覆硫化胶前铁件平面图。 图5是本发明的面板正面平面图。 图6是本发明的面板内面平面图。 图7是本发明的面板B-B部位剖视图。 图8是本发明的背板内面平面图。 图9是本发明的背板外面平面图。 图10是本发明的背板C-C部位剖视图。 图11是本发明的防脱落瓷砖背模芯工作原理解析图。 图12是本发明的防脱落瓷砖背模芯结构另一种形式。 图13是本发明的组合模芯平面图。 图14是本发明的组合模芯E-E部位剖视图。 图15是本发明的组合模芯F区剖面大样图。 图16是本发明的背板立体图。 图17是本发明的起防脱落作用的波纹硫化胶的其他形式。 图18是本发明的压纹镶件齿头部优化结构图。 其中:1、模芯面板;101、模芯面板槽腔;102、面板防尘密封槽;103、塞打螺丝孔;2、 模芯背板;201、防尘密封包边;202、塞打螺丝滑杆导孔;203、弹力胶槽洞;204、背板传力台 阶;205、连接压纹镶件齿螺丝孔;206、模芯安装螺丝孔;3、压纹镶件齿;301、压纹镶件齿连 接螺丝;302、压纹镶件齿螺纹牙;303、压纹镶件齿头部丫形胶头;4、塞打螺丝;5、PU弹力胶 或弹簧;6、模芯面硫化胶;601、皱褶纹硫化胶;7、组合模芯架;701、活动模芯件槽洞;8、组合 模芯表面硫化胶。 5 CN 111590732 A 说 明 书 4/6 页











