
技术摘要:
本申请提供了一种电池盖板组件,包括下塑胶,所述下塑胶包括注液通道,所述注液通道设置在所述下塑胶的主体部分,被配置为将进入所述注液通道的电解液分散导出。注入电池内部的电解液有一个散布式的滴落,电解液可以在更多的位置滴落到电芯上,可以加快极片浸润电解液 全部
背景技术:
目前在现有政策及市场的推动下,对锂离子动力电池的需求日益增加,同时对锂 离子动力电池的量产效率提出了更高的要求。现有结构中电解液由注液孔注入电池内部, 电解液从单一通道进入电池后浸润电池极片。在使用现有的注液方法下对于较大型号的电 池而言,电解液从一处向其余方向扩散相对需要更加久的时间。另外电池负压注液时,如果 注液孔附近有堵塞的情况出现,将严重影响注液效率。 因此,有必要开发一电池盖板组件,提高极片的浸润速度,同时最大可能的减少堵 塞引起的注液效率低等问题。
技术实现要素:
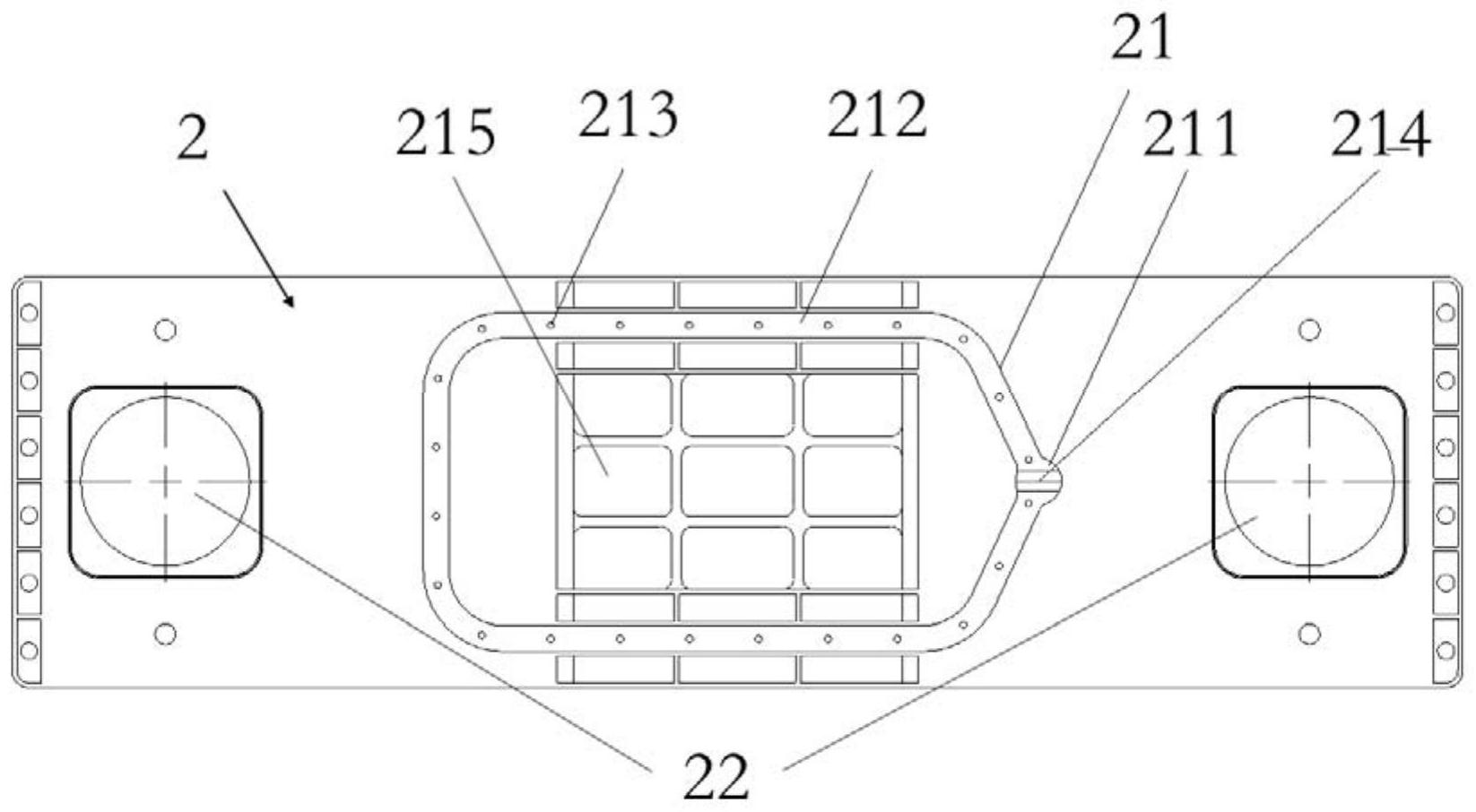
本申请要解决的技术问题是现有的电池极片电解液浸润速度慢,注液孔堵塞时引 起的注液效率低等问题。 为解决上述技术问题,本申请公开了一种电池盖板组件,包括:下塑胶,所述下塑 胶包括注液通道,所述注液通道设置在所述下塑胶的主体部分,被配置为将进入所述注液 通道的液体分散导出。 可选的,所述注液通道包括: 至少一个进液口; 至少一个传输通道,所述至少一个传输通道与所述至少一个进液口贯通; 一个以上导出口,所述一个以上导出口与所述传输通道中的至少一个贯通,被配 置为导出液体。 可选的,所述盖板组件还包括: 顶盖板,所述顶盖板可装配至所述下塑胶上,且所述顶盖板上包括注液口,所述注 液口的位置与所述进液口的位置对应。 可选的,所述注液通道还包括至少一个导流装置,所述导流装置设置在所述进液 口中,将进入所述进液口的溶液导入所述传输通道。 可选的,所述传输通道为设置在所述下塑胶主体部分的凹槽。 可选的,所述传输通道为设置在所述下塑胶主体部分的空心管。 可选的,所述传输通道包括方形,半圆形,椭圆形,条形中的任意一种或者多种。 可选的,所述一个以上导出口均匀分布在所述传输通道上。 可选的,所述一个以上导出口截面为圆形,椭圆形,三角形,多边形中的任意一种 或者多种。 可选的,所述下塑胶还包括两个极耳凹槽,所述两个极耳凹槽分别设置在所述下 塑胶的两侧,所述注液通道设置在所述两个极耳凹槽之间。 3 CN 111599951 A 说 明 书 2/5 页 由以上技术方案可知,本申请提供的一种电池盖板组件通过在所述下塑胶增设注 液通道,使得电解液散布式的注入电池内部,使电解液在电芯中的位置分布更加均匀,可以 加快极片浸润电解液的速度,从而提升了电池制作过程的效率,为电池的生产节省了时间。 所述下塑胶一个以上导出口,所以负压注液过程中,即使个别导出口发生了堵塞,也不会影 响注液的正常进行,极大的提高了注液的效率。 附图说明 为了更清楚地说明本申请实施例中的技术方案,下面将对实施例描述中所需要使 用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于 本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他 的附图。 图1为本申请实施例的电池盖板组件的分解结构示意图; 图2为本申请实施例的电池盖板组件结构示意图; 图3为本申请实施例的电池盖板组件下塑胶平面结构示意图; 图4为本申请一些实施例的注液通道结构示意图; 图5为本申请实施例的电池盖板组件导流装置结构示意图。











