
技术摘要:
本发明公开了一种工程塑料件的自动上料抛光倒角去毛刺设备,包括整机,整机包括Tray盘上料/下料模块、产品上料定位模块、流水线模块、顶部粗抛模块、浇口倒角模块、浇口去毛刺模块、顶部细抛模块、底部去毛刺模块和下料模块,Tray盘上料/下料模块设置于整机一端,Tray盘 全部
背景技术:
很多产品的外壳都是由工程塑料注塑出来的,注塑产品浇口经常会有毛边、合模 线和浇口残余,这种工程塑料的毛坯件需要倒角去除掉这些毛刺才能进行下一步侧生产。 而目前对于塑料件的合模线打磨抛光,去毛刺的工序都为人工进行去除,对于数 量庞大的产品需要许多人员进行操作,效率也不是很好,所以需要研发一台自动上料和完 成所有打磨去毛刺的工序的设备来提高效率。 有鉴于此,本发明人专门设计了一种工程塑料件的自动上料抛光倒角去毛刺设 备,本案由此产生。
技术实现要素:
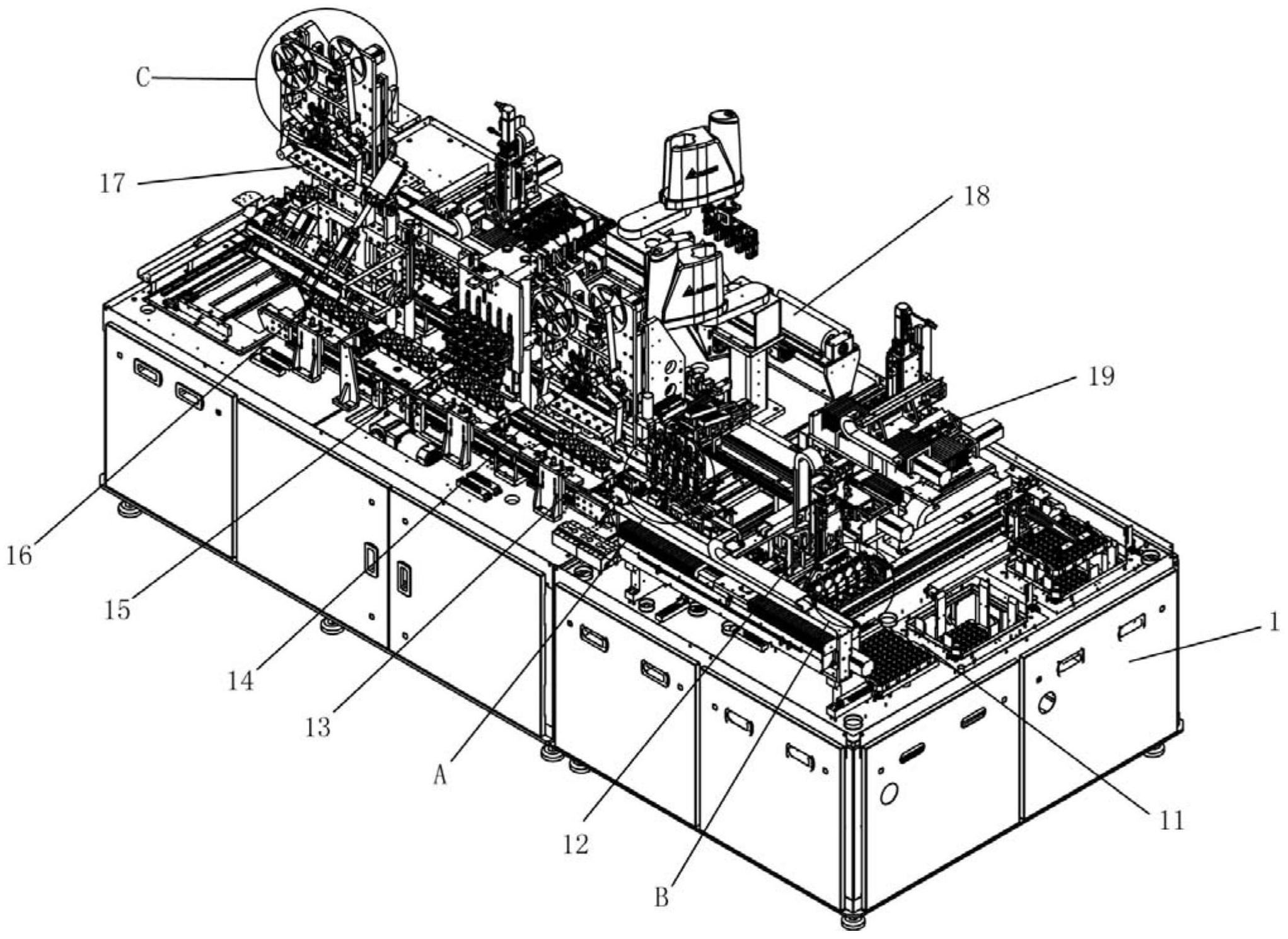
为了解决上述问题,本发明的技术方案如下: 一种工程塑料件的自动上料抛光倒角去毛刺设备,包括有整机,所述整机包括有 Tray盘上料/下料模块、产品上料定位模块、流水线模块、顶部粗抛模块、浇口倒角模块、浇 口去毛刺模块、顶部细抛模块、底部去毛刺模块和下料模块,所述Tray盘上料/下料模块设 置于所述整机一端,所述Tray盘上料/下料模块、产品上料定位模块、流水线模块、顶部粗抛 模块、浇口去毛刺模块、顶部细抛模块、底部去毛刺模块和下料模块依次通过安装架固定于 所述整机的加工平台上,且所有模块的安装顺序对应所述工程塑料件的加工工序依次为起 始上料工序、上料二次定位工序、转运工序、顶部粗抛工序、浇口倒角工序、浇口去毛刺工 序、顶部细抛工序、底部去毛刺工序、下料工序。 优选的,所述Tray盘上料/下料模块包括有储料上料机构、空料盘下料机构、Tray 盘定位机构和运盘抓手,所述储料上料机构处于另外两个机构的中间位置,所述运盘抓手 设置于储料上料机构远离人员操作一端,所述运盘抓手通过电机驱动并在相应的导轨上以 水平往返运动的方式抓取储料上料机构上端的料盘分别运输至所述空料盘下料机构一端 或Tray盘定位机构一端。 优选的,所述产品上料定位模块包括有二次定位冶具、二次定位上料夹具和吸盘 冶具,所述吸盘冶具通过真空吸附的方式与所述料盘内的工程塑料件顶部吸附连接并转移 至所述二次定位冶具上作二次粗定位工序。 优选的,所述流水线模块包括有短距离输送带一和短距离输送带二以及长距离输 送带一和长距离输送带二,所述短距离输送带一、长距离输送带一、短距离输送带二、长距 离输送带二按工序排列依次设置并构成循环流水线模式,所有短距离输送带和长距离输送 带上均等距运载有数个流动托盘冶具,所述二次定位上料夹具通过夹持方式从所述二次定 位冶具上将所述工程塑料件依次转移至每个流动托盘冶具上。 4 CN 111546175 A 说 明 书 2/5 页 优选的,所述顶部粗抛模块包括有粗抛驱动机构和粗抛砂带,所述粗抛驱动机构 为同步带多轴传动式,所述粗抛砂带依次与粗抛驱动机构中的转轴呈转动连接,且所述粗 抛砂带通过摩擦方式为所述工程塑料件的上端面作粗抛工序。 优选的,所述浇口倒角模块包括有倒角工装和升降支撑部件,所述倒角工装安装 于所述升降支撑部件的顶部,所述倒角工装通过升降支撑部件上下伸缩活动为已粗抛的工 程塑料件的浇口处作倒角工序。 优选的,所述浇口去毛刺模块包括有去毛刺工装和气缸驱动部件,所述气缸驱动 部件设置于去毛刺工装背部并固定于支架上,所述去毛刺工装与支架两侧转动连接,所述 气缸驱动部件驱动所述去毛刺工装转动下压带动细砂纸为已倒角的工程塑料件的浇口处 作去毛刺工序。 优选的,所述顶部细抛模块包括有细抛驱动机构和细抛砂带,所述细抛驱动机构 为同步带多轴传动式,所述细抛砂带依次与细抛驱动机构中的转轴呈转动连接,所述细抛 砂带通过摩擦方式为浇口已去毛刺的工程塑料件的上端面作细抛工序。 优选的,所述底部去毛刺模块包括有抓料机械手和底部去毛刺机构,所述抓料机 械手设置于所述底部去毛刺机构的上端,所述抓料机械手抓取并固定所述流动托盘冶具上 已细抛的工程塑料件并通过底部去毛刺机构包含的电动滚刷为工程塑料件的底部作去毛 刺工序。 优选的,所述下料模块包括有三轴下料机构、毛刷内部清洁机构和下料传送带,所 述毛刷内部清洁机构设置于所述三轴下料机构的下端,所述下料传送带设置于所述毛刷内 部清洁机构的一侧,所述三轴下料机构包括有Y轴行程部件、X/Z轴行程部件和下料工装,所 述下料工装通过电机驱动的方式在Y轴行程部件和X/Z轴行程部件上移动至所述抓料机械 手的下方接收底部已去毛刺的工程塑料件并由所述毛刷内部清洁机构作内部清洁工序,且 所述下料工装将已清洗的工程塑料件转移至所述下料传送带上作下料工序。 与现有技术相比,本发明的有益效果为: 其一,本发明设计新颖,结构创新,充分利用自动化技术针对工程塑料件的自动上 料、抛光、倒角以及去毛刺等繁琐工序进行自动加工,由Tray盘上料/下料模块、产品上料定 位模块、流水线模块、顶部粗抛模块、浇口倒角模块、浇口去毛刺模块、顶部细抛模块、底部 去毛刺模块和下料模块等自动化模块匹配原有工序中的起始上料工序、上料二次定位工 序、转运工序、顶部粗抛工序、浇口倒角工序、浇口去毛刺工序、顶部细抛工序、底部去毛刺 工序和下料工序,并且将多个加工工序集中组合在同一个加工平台上,同时在加工过程中 可多个产品同时参与倒角、去毛刺等工序,不仅提高了产品加工的效率、而且还较好的减少 人力资源,节省人工成本; 其二,本发明在工程塑料件加工时,通过上料粗定位以及二次定位的方式,较好的 解决了每个产品的稳定性,同时产品存在高度公差的情况下,利用粗抛和细抛两道工序从 而消除高低偏差的隐患,便于控制产品的打磨量保持一致。 附图说明 此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发 明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。 5 CN 111546175 A 说 明 书 3/5 页 其中: 图1为本发明的整机结构示意图; 图2为本发明的Tray盘上料/下料模块结构示意图; 图3为本发明的储料上料机构结构示意图; 图4为本发明的二次定位冶具结构示意图; 图5为图1中的A区放大图; 图6为图1中的B区放大图; 图7为本发明的长、短距离输送带工作位置示意图; 图8为本发明的顶部粗抛模块的设备结构示意图; 图9为本发明的浇口倒角模块的设备结构示意图; 图10为本发明的浇口去毛刺模块的设备结构示意图; 图11为图1中的C区放大图; 图12为本发明的抓料机械手结构示意图; 图13为本发明的底部去毛刺机构结构示意图; 图14为本发明的三轴下料机构结构示意图; 图15为本发明的Y轴行程部件基座结构示意图; 图16为本发明的气动清洗机的毛刷内部清洁结构示意图; 图17为本发明的下料传送带结构示意图。 标号说明: 1、整机;11、Tray盘上料/下料模块;111、储料上料机构;111a、托盘架;111b、电动 推升杆;112、空料盘下料机构;113、Tray盘定位机构;114、运盘抓手;12、产品上料定位模 块;121、二次定位冶具;122、二次定位上料夹具;123、吸盘冶具;13、流水线模块;131、短距 离输送带一;132、短距离输送带二;133、长距离输送带一;134、长距离输送带二;135、流动 托盘冶具;14、顶部粗抛模块;141、粗抛驱动机构;142、粗抛砂带;15、浇口倒角模块;151、倒 角工装;152、升降支撑部件;16、浇口去毛刺模块;161、去毛刺工装;162、气缸驱动部件;17、 顶部细抛模块;171、细抛驱动机构;172、细抛砂带;18、底部去毛刺模块;181、抓料机械手; 182、底部去毛刺机构;182a、电动滚筒毛刷;19、下料模块;191、三轴下料机构;191a、Y轴行 程部件;191b、X/Z轴行程部件;191c、下料工装;192、毛刷内部清洁机构;193、下料传送带。











