
技术摘要:
本发明公开了一种木板自动涂胶叠放机及其工作方法,所述木板自动涂胶叠放机,包括第一框架,所述第一框架上沿其长度方向依次设有用于传送薄木板的第一传送组件和第二传送组件;第一框架上在第一传送组件处设有涂胶组件,所述涂胶组件用于给位于第一传送组件上的薄木板 全部
背景技术:
复合木板已经有30多年的历史了,其加工工艺随着现代技术的发展不断进化,目 的是更方便的制造复合木板。现在比较先进的制作工艺:1.先将圆柱形状的树放进切片机, 这样树就被切成一张张薄木板,厚度1-2mm左右;2.再将薄木板晾晒,薄木板变干后进行涂 胶,按一定数量叠放到一定厚度;3.将叠放好的成垛木板放进多层压机中进行挤压操作,这 样就完成复合木板的制作。其中,在对薄木板进行涂胶叠放过程中,通常是先将木板涂抹上 胶水,再将涂有胶水的薄木板传送至指定位置,然后在薄木板的涂胶层上方叠放一个薄木 板,现有过程中涂有胶水的薄木板送至指定位置过程中容易转向,需要人为矫正再叠放薄 木板,因此整个涂胶和叠放工序都有大量的人工参与。这样造成生产率底下,制作的质量残 次不齐,所以需要更加智能化,自动化的设备来取代人工。
技术实现要素:
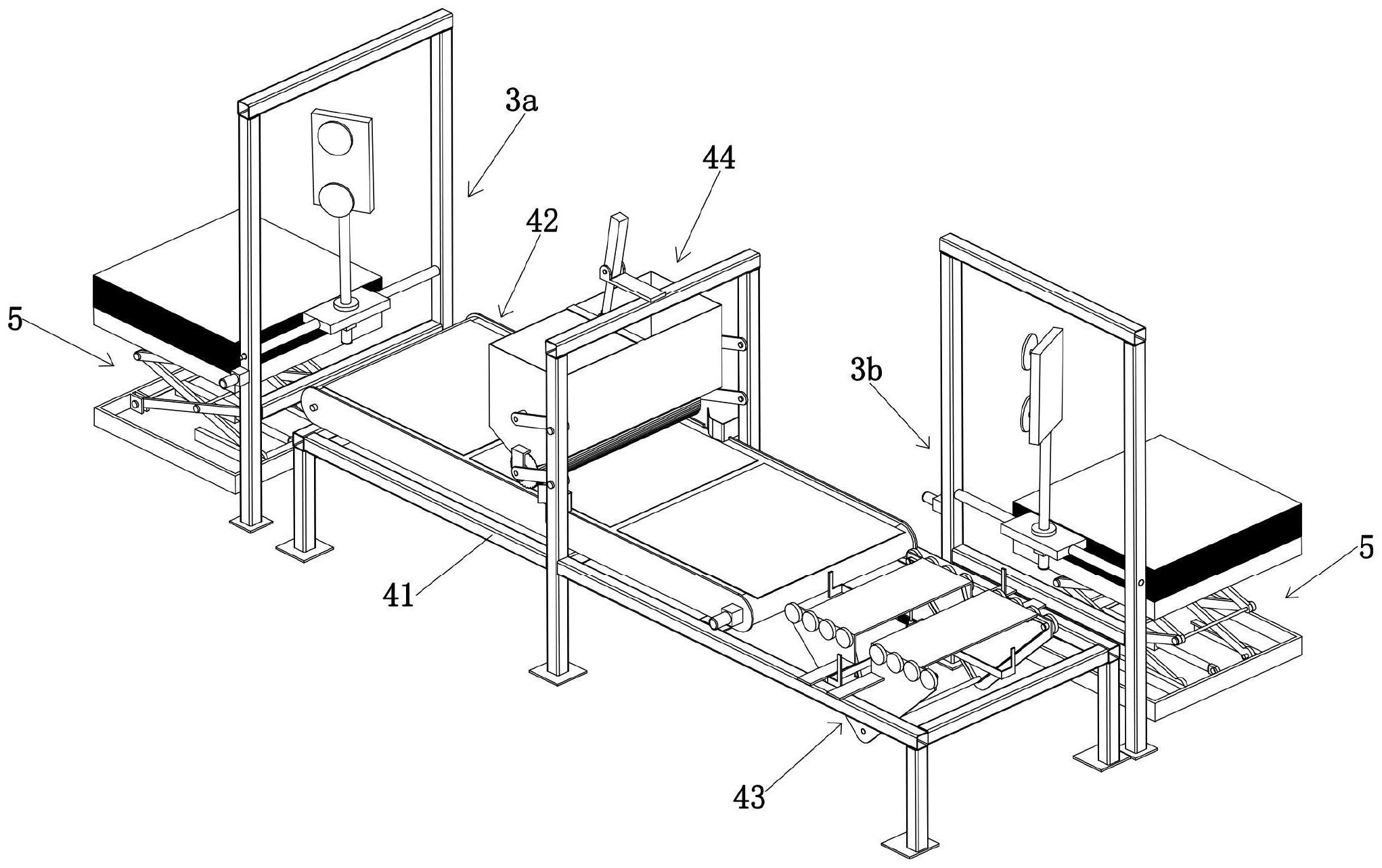
本发明的目的是提供一种木板自动涂胶叠放机,其不仅能够实现薄木板的自动上 料,涂胶、叠放,而且还能将涂有胶水的薄木板进行定位对齐,大大节省了人力的投入。 为实现上述目的,本发明提供如下技术方案: 一种木板自动涂胶叠放机,包括第一框架,所述第一框架上沿其长度方向依次设 有用于传送薄木板的第一传送组件和第二传送组件;第一框架上在第一传送组件处设有涂 胶组件,所述涂胶组件用于给位于第一传送组件上的薄木板的上表面涂抹胶水;所述第一 框架的一端设有第一上板组件,所述第一上板组件用于将薄木板放置在第一传送组件;所 述第一框架的侧面设有第二上板组件,所述第二上板组件用于将薄木板放在位于第二传送 组件上的薄木板上方;所述第二传送组件的下方设有定位组件,所述定位组件用于给位于 第二传动组件上的薄木板定位。 通过上述技术方案,该木板自动涂胶叠放机工作时,第一上板组件抓取一个薄木 板并放在第一传送组件上,第一传送组件带动薄木板向第二传送组件运动,在薄木板向第 二传送组件运动过程中涂胶组件对薄木板的上表面进行涂胶,当薄木板运动第二传送组件 上时,第二传送组件停止转动,定位组件对涂有胶水的薄木板进行定位,接着第二上板组件 抓取一个薄木板并放在第一薄木板的涂胶面上,从而完成两个薄木板的叠放。 进一步的技术方案中,所述第一上板组件和第二上板组件结构相同均包括搬运 框,沿水平方向转动连接在搬运框内的第一搬运转轴,所述第一搬运转轴的侧面沿径向延 伸设有搬运板,所述搬运框上固定安装有用于驱动第一搬运转轴转动的第一搬运电机;所 述搬运板上固定安装有第二搬运电机,所述第二搬运电机的输出轴与搬运板相互垂直,所 述第二搬运电机的输出轴上固定安装有第二搬运转轴,所述第二搬运转轴在远离搬运板的 4 CN 111546440 A 说 明 书 2/6 页 一端设有安装板,所述安装板上设有多个吸盘。 通过上述技术方案,第一上板组件和第二上板组件工作时,第一搬运电机带动第 一搬运转轴转动,第一搬运转轴转动时通过搬运板带动第二搬运电机转动,第二搬运电机 带动第二搬运转轴转动,控制安装板带动多个吸盘吸附在板材上,接着通过控制第一搬运 电机和第二搬运电机以及吸盘将吸附的薄木板放下。 进一步的技术方案中,所述第一上板组件和第二上板组件旁边均设有板材放置组 件,所述板材放置组件包括底盘和托板,所述底盘和托板之间设有剪叉升降机构;所述托板 的下方并排设有两个导向板,每个导向板内均设有导向槽;所述剪叉升降机构的上端两侧 设有位于导向槽内的导滑杆;所述底盘内并排设有两个导滑板,所述剪叉升降机构的下端 一侧通过第一长轴铰接在底盘内,所述剪叉升降机构的下端另一侧设有滑动连接在两个导 滑板内的第二长轴;第一长轴和第二长轴之间设有剪叉气缸,所述剪叉气缸伸出时,剪叉升 降机构带动托板向下运动,所述剪叉气缸收缩时,剪叉升降机构带动托板向上运动;所述托 盘用于放置板材。 通过上述技术方案,可以通过控制剪叉气缸的伸出或者缩回,进而由剪叉升降机 构控制托板的上下运动,调整叠放板材的高度,以便于第一上板组件和第二上板组件的取 放,设置板材放置组件也便于板材的管理。 进一步的技术方案中,所述第一传送组件包括第一传送架,转动连接在第一传送 架内的第一转轮和第二转轮,设置在第一转轮和第二转轮之间的传送带,所述第一传送架 沿第一框架的长度方向安装在第一框架上;所述第一传送架上固定安装有用于驱动第一转 轮转动的第一传送电机。 通过上述技术方案,第一传送组件工作时,第一传送电机带动第一转轮转动,第一 转轮转动时带动位于第一转轮和第二转轮之间的传送带转动。 所述第二传送组件包括固定安装在第一框架上的第二传送架,所述第二传送架位 于传送带的输出端,所述第二传送架的两侧在靠近上端位置处沿传送带的运动方向转动连 接有多个滚轮,每个滚轮均通过一个滚轴转动连接在第二传送架上;所述第二传送架内转 动连接有传动轴,所述传动轴和位于第二传送架两侧的多个滚轴之间设有传动带;所述第 二传送架的一侧固定安装有用于驱动传动轴转动的第二传送电机。 通过上述技术方案,第二传送组件工作时,第二传送电机带动传动轴转动,传动轴 转动时通过传动带带动位于位于第二传送架两侧的滚轮转动,滚轮转动时带动板材运动。 进一步的技术方案中,所述涂胶组件包括存胶箱,以及固定安装在第一框架上的 门框,所述存胶箱的两侧分别通过两个大小相同且平行设置的连杆铰接在门框上;所述存 胶箱的下端出口转动连接有用于给薄板上表面涂抹胶水的滚筒,所述滚筒的外圆周侧面间 隔均匀地设有多个长条形的凹槽;所述门框的上端铰接有涂胶气缸,所述涂胶气缸的伸缩 端铰接在存胶箱的上端;所述涂胶气缸伸出时,存胶箱向下运动,所述涂胶气缸收缩时,存 胶箱向上运动。 通过上述技术方案,在对薄板的上表面进行涂胶时,随着第一传送组件带动薄板 向第二传送组件方向运动,使得滚筒在薄板的上表面进行滚动,存胶箱内的胶水通过滚筒 涂布到薄板的上表面;另外随着层叠薄板厚度的增加通过控制涂胶气缸收缩,进而实现滚 筒的增高以适应不用厚度的待压层叠板。 5 CN 111546440 A 说 明 书 3/6 页 进一步的技术方案中,所述定位组件包括定位框,所述第二传送架的顶板下表面 沿竖直方向固定设有两个定位气缸,所述定位框固定安装在两个定位气缸的下端之间;所 述定位框内转动连接有沿竖直方向设置的中心轴,所述定位框内在中心轴上固定安装有同 轴设置的上齿轮和下齿轮;所述定位框内在上齿轮的两侧滑动连接有相互平行的前齿条和 后齿条,在下齿轮的两侧滑动连接有相互平行的左齿条和右齿条;所述前齿条和后齿条均 与上齿轮啮合,所述左齿条和右齿条均与下齿轮啮合;所述前齿条在远离上齿轮的一端沿 其长度方向设有前定位钩臂,所述后齿条在远离上齿轮的一端沿其长度方向设有后定位钩 臂,所述左齿条在远离下齿轮的一端沿其长度方向设有左定位钩臂,所述右齿条在远离下 齿轮的一端沿其长度方向设有右定位钩臂;所述中心轴转动时,通过上齿轮带动前齿条和 后齿条同步做相反运动,通过下齿轮带动左齿条和右齿条同步做相反运动;所述定位框的 下端固定安装有用于驱动中心轴转动的定位电机。 通过上述技术方案,所述第一定位组件和第二定位组件工作时,先控制两个定位 气缸伸出,两个定位气缸伸出时带动定位框向下运动,接着控制定位电机带动中心轴转动, 中心轴转动时通过上齿轮驱动前齿条和后齿条同步伸出,与此同时通过下齿轮带动左齿条 和右齿条同步伸出,进而使得前定位钩臂、后定位钩臂、左定位钩臂、右定位钩臂张开,然后 控制定位气缸收缩带动定位框向上运动,使得板材位于前定位钩臂、后定位钩臂、左定位钩 臂、右定位钩臂之间,接着控制定位电机反向转动从而控制前定位钩臂、后定位钩臂、左定 位钩臂、右定位钩臂同步收缩实现板材的定位;定位完成之后控制钩臂张开,并控制定位气 缸伸出。 此外,本发明还提供了一种木板自动涂胶叠放机工作方法,包括以下步骤: 步骤一,控制第一上板组件从板材放置组件上抓取一个薄木板,并放在第一传送 组件上,第一传送组件带动薄木板向第二传送组件运动; 步骤二,在薄木板向第二传送组件运动过程中涂胶组件对薄木板的上表面进行涂 胶; 步骤三,当薄木板运动第二传送组件上时,第二传送组件停止转动,定位组件对薄 木板进行定位; 步骤四,第二上板组件从板材放置组件上抓取一个薄木板并放在第一薄木板的涂 胶面上; 步骤五,人工取下两个叠放在一起的薄木板。 有益效果 与现有技术相比,本发明的技术方案具有以下优点: 本发明通过第一上板组件和第二上板组件能够实现薄木板的自动上料和叠放,通 过涂胶组件能够实现薄板之间的胶水涂抹,大大节省的人力投入,而且生产效率高;而且胶 水涂抹均匀,生产的叠放薄木板质量统一; 另外,由于涂胶后的薄木板在涂胶面放上新的薄木板时存在误差,会出现层叠的 薄木板不对齐的情况,设置定位组件能够对层叠的薄木板进行对齐。 附图说明 图1-2为本发明的立体图; 6 CN 111546440 A 说 明 书 4/6 页 图3-4为本发明的部分结构图; 图5-6为本发明中第一上板组件的结构图; 图7-10为本发明中板材放置组件的结构图; 图11为本发明中第一传送组件的结构图; 图12-15为本发明中第二传送组件的结构图; 图16-17为本发明中定位组件的结构图。











