
技术摘要:
本发明提供了无应力支撑装置,属于航空机械加工工艺装备领域。主要构件是凸轮偏心轴,凸轮导程用于调节支撑Z向的高度,偏心距用于拉紧蝶形弹簧以在任意位置锁紧支撑。无应力支撑装置通用性强;支撑方便可靠;实现了支撑无应力;加工过程中产品几乎没有变形。
背景技术:
产品在机加过程中,特别是大型壁板、大型框类产品其加工中的颤动直接影响产 品的变形量,影响产品的加工质量。故在机加夹具的设计时要在产品刚性不好的位置加支 撑装置以提高刚度。常规的支撑通常用螺栓,千斤顶等附件;但在应用的过程中存在一定的 问题:首先,在调节时不但准备工时过长影响加工效率;其次,没有自适应能力装、拆不方 便;最后,对产品产生一向上的预顶紧力,加大了产品的加工应力,没有完全消除加工的变 形;所以航空产品的多品种小批量的生产模式就要求配套的工艺装备要有一种适应性强、 装拆方便且可实现无应力支撑夹紧的装置来替换常规的支撑元件,实现无应力支撑、无变 形加工且快速可靠。针对上述技术背景提出本发明。
技术实现要素:
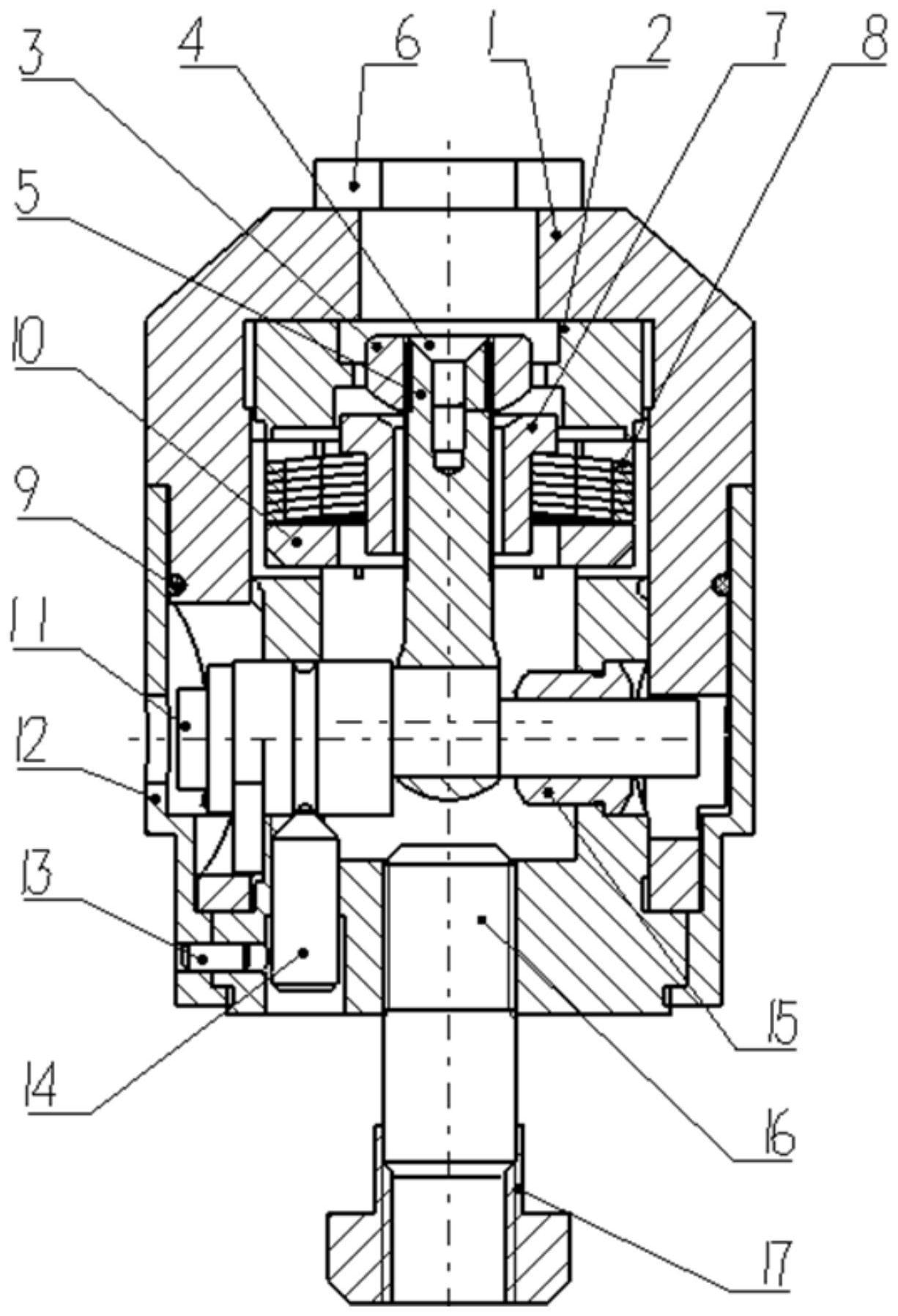
本发明的目的是:利用压缩弹簧力实现产品定位后的自适应贴合支撑面;利用蝶 形弹簧配合涨轴、偏心轴实现固定位置的支撑锁紧,从而消除顶紧力。实现无应力支撑,从 而解决由支撑带来的加工应力产生的加工变形问题。 本发明的技术方案是: 无应力支撑装置,主要构件是凸轮偏心轴11,凸轮导程用于调节支撑Z向的高度, 偏心距用于拉紧蝶形弹簧8以在任意位置锁紧支撑。具体如下: 滑套1的下部侧面设置凸轮槽,下部外围设置导套12,滑套1的圆柱面上安装橡胶 圈9,用于增加与导套12之间的滑动摩擦力;滑套1的顶部设置顶头6;所述凸轮偏心轴11的 一端为凸轮结构,与滑套1上的凸轮槽配合,利用凸轮导程控制支撑的Z向高度;凸轮偏心轴 11的中部为偏心轴结构,偏心距为e,与耳环螺栓5配合。隔套2位于滑套1内部上端,其上端 面开有均匀分布的孔,用于安装压缩弹簧18,控制支撑升起;下端止口设置限位蝶形弹簧8。 球面螺母3设于隔套2内部,埋头螺钉4用于将球面螺母3限位于耳环螺栓5上;耳环螺栓5穿 过压套7内孔,止口压于6组蝶形弹簧8上,垫圈10用于支撑蝶形弹簧8,球面螺母3与其下方 的压套7球面配合用于压紧蝶形弹簧8。涨轴19与导套12之间用圆柱销13限位。顶丝14用于 限制凸轮偏心轴的左右位置;铜套15用于支撑凸轮偏心轴。螺柱16、T型螺母17用于支撑与 机床T型槽连接。 在全部缩进状态凸轮偏心轴11是凸轮高点向下,此时偏心位置向上,蝶形弹簧8为 完全松开状态;用内六角扳手顺时针旋转凸轮偏心轴11使支撑逐渐弹出,到90°时为全部弹 出状态,此时偏心位置拉下e,球面螺母3接触到压套7上,但蝶形弹簧8未起作用;顶头6接触 到支撑面上继续顺时针旋转凸轮偏心轴11,再次转过90°,此时偏心位置继续下拉e,压套压 紧蝶形弹簧8,蝶形弹簧8涨开涨轴19,涨轴19外圆柱面涨紧滑套1,使支撑位置固定并消除 3 CN 111546092 A 说 明 书 2/2 页 顶紧力。 本发明的有益效果:无应力支撑装置通用性强;支撑方便可靠;实现了支撑无应 力;加工过程中产品几乎没有变形。 附图说明 图1为无应力支撑装置全部缩进状态示意图。 图2为无应力支撑装置全部弹出状态示意图。 图3为无应力支撑装置锁紧状态示意图。 图中:1滑套;2隔套;3球面螺母;4埋头螺钉;5耳环螺栓;6顶头;7压套;8蝶形弹簧; 9橡胶圈;10垫圈;11凸轮偏心轴;12导套;13圆柱销;14顶丝;15铜套;16螺柱;17T型螺母;18 压缩弹簧;19涨轴。











