
技术摘要:
一种组装多个子部件以形成成品部件的方法包括用第一臂端工具抓取第一子部件,其中所述第一臂端工具附接到第一机器人臂,并且用第二臂端工具抓取第二子部件,其中所述第二臂端工具附接到第二机器人臂。移动所述第一和第二臂端工具以将所述第一子部件相对于所述第二子部 全部
背景技术:
制造系统通常对零件、子组件和/或组件进行移动、转换或操作,这些零件、子组件 和/或组件必须准确定位并保持在适当位置,以便进行制造和组装操作。例如,金属板零件 或钢板、子组件或组件可能需要准确定位并保持在适当位置,以在车辆组装厂中或沿着用 于诸如电器、飞机、家具和电子产品等物品的组装线进行组装、焊接和检查操作。零件定位 夹具通常用于此目的。 零件定位夹具通常包括多个固定销和一个或多个夹子,固定销配置成装配到由零 件界定的多个定位孔中,夹子配置成将零件保持在适当位置。零件定位夹具通常仅能够用 于一种特定零件大小和/或形状,并且通常需要修改或重构以定位并保持不同大小和/或形 状的零件。制造工厂中的各种各样的零件以及各种各样的组装和制造操作通常需要多个零 件定位夹具。因此,虽然当前系统实现了其预期目的,但是仍需要一种新的且改进的系统和 方法来组装部件,更明确地说,需要使用无夹具部件组装系统来组装部件。
技术实现要素:
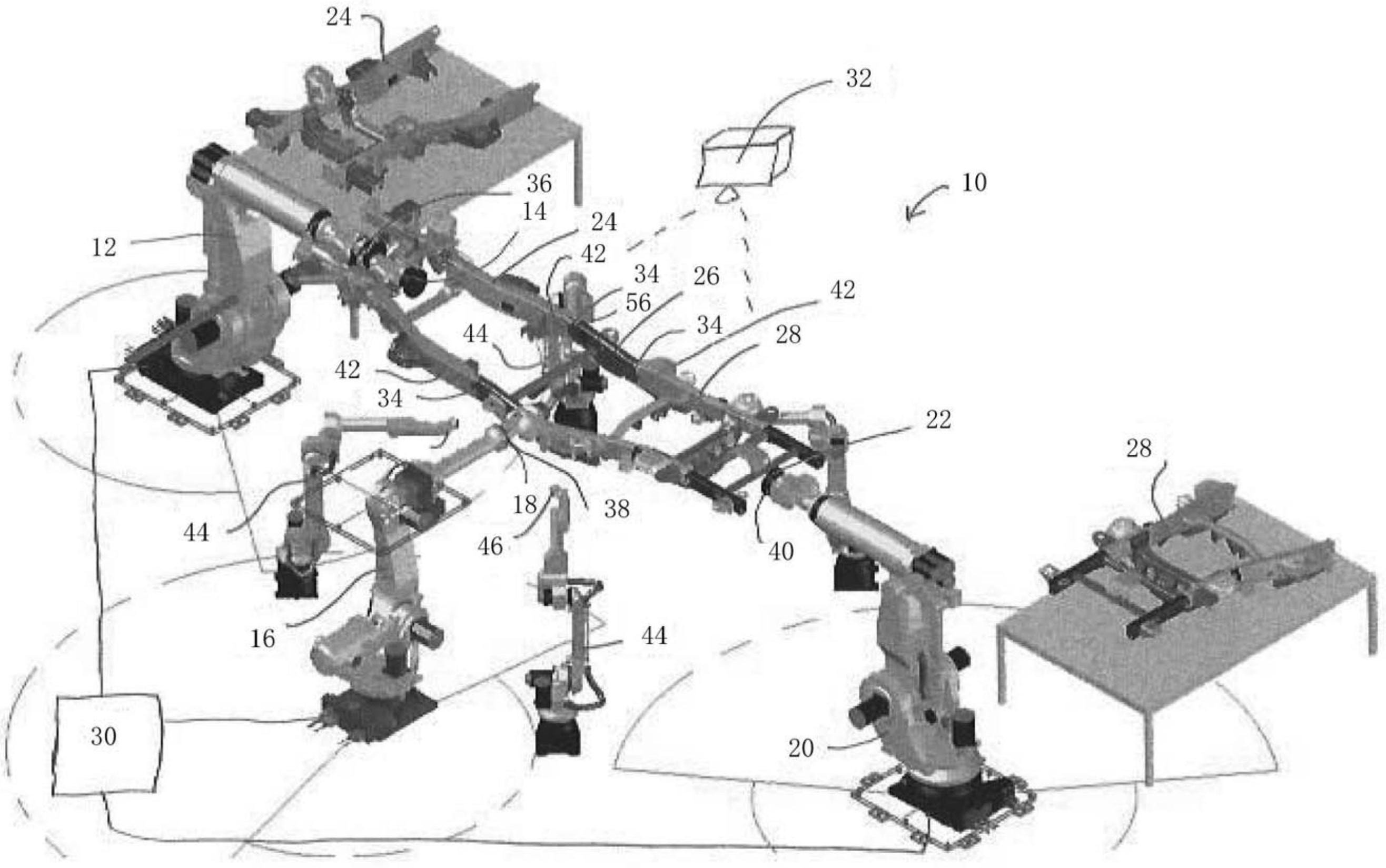
根据本公开的几个方面,一种组装多个子部件以形成成品部件的方法包括用第一 臂端工具抓取第一子部件,其中第一臂端工具附接到第一机器人臂,以及用第二臂端工具 抓取第二子部件,其中第二臂端工具附接到第二机器人臂。移动第一和第二臂端工具以将 第一子部件相对于第二子部件定位在预组装位置,并且接着移动第一和第二臂端工具以接 合第一和第二子部件的接口表面。使用相机在视觉上定位第一和第二子部件的接口表面, 并且估计预组装位置与所需组装位置之间的偏移。移动第一和第二臂端工具以接合第一和 第二子部件的接口表面,并且将第一和第二子部件移动到所需组装位置。用安装在第一和 第二臂端工具上的传感器测量由第一和第二臂端工具施加在第一和第二子部件上的扭力 和侧向力,并且基于扭力和侧向力确定第一和第二子部件何时处于所需组装位置。用非接 触测量装置扫描第一和第二子部件并定位组装基准点,并且将第一和第二子部件的位置与 所需组装位置进行比较。 根据本公开的另一方面,该方法还包括在将第一和第二子部件的位置与所需组装 位置进行比较之后,用附接到接合机器人臂的接合工具在第一子部件与第二子部件之间形 成接合点以便由此组装成品部件。 根据本公开的另一方面,该方法还包括在用附接到接合机器人臂的接合工具在第 一子部件与第二子部件之间形成接合点以便由此组装成品部件之后,扫描成品部件以验证 几何形状。 根据本公开的另一方面,该方法还包括在用非接触测量装置扫描第一和第二子部 件并定位组装基准点并且将第一和第二子部件的位置与所需组装位置进行比较之后,在确 4 CN 111571159 A 说 明 书 2/7 页 立的公差范围内将第一和第二子部件移动到所需组装位置。 根据本公开的另一方面,该方法还包括在用非接触测量装置扫描第一和第二子部 件并定位组装基准点并且将第一和第二子部件的位置与所需组装位置进行比较之后,将第 一和第二子部件移动到热变形补偿位置。 根据本公开的另一方面,该方法还包括在扫描成品部件以验证几何形状之后,移 动第一和第二机器人臂并且使成品部件塑性变形。 根据本公开的另一方面,定位第一和第二子部件的接口表面还包括使用固定相机 在视觉上定位第一和第二子部件的接口表面。 根据本公开的另一方面,定位第一和第二子部件的接口表面还包括将安装到检查 机器人臂上的相机移动到检查位置,并且使用相机在视觉上定位第一和第二子部件的接口 表面。 根据本公开的另一方面,该方法还包括用第三臂端工具抓取第三子部件,其中第 三臂端工具附接到第三机器人臂。移动第三臂端工具以将第三子部件相对于第一和第二子 部件定位在预组装位置。使用相机在视觉上定位第三子部件的接口表面,并且估计预组装 位置与所需组装位置之间的偏移。移动第三臂端工具以接合第一、第二和第三子部件的接 口表面。将第三子部件移动到所需组装位置,用安装在第三臂端工具上的传感器测量由第 三臂端工具施加在第三子部件上的扭力和侧向力,并且基于扭力和侧向力确定第三子部件 何时处于所需组装位置。用非接触测量装置扫描第三子部件并定位组装基准点,并且将第 三子部件的位置与所需组装位置进行比较。 在本公开的另一方面,该方法还包括在将第一、第二和第三子部件的位置与所需 组装位置进行比较之后,用附接到接合机器人臂的接合工具在第一子部件与第二子部件之 间形成接合点,并且用附接到接合机器人臂的接合工具在第二子部件与第三子部件之间形 成接合点,以便由此组装成品部件。 根据本公开的几个方面,一种无夹具部件组装系统包括:第一机器人臂,其上安装 有第一臂端工具并且适于抓取第一子部件;第二机器人臂,其上安装有第二臂端工具并且 适于抓取第二子部件;以及系统控制器,适于控制第一和第二机器人臂以及第一和第二臂 端工具以将第一和第二子部件相对于彼此定位。检查相机与系统控制器通信并且适于在视 觉上定位第一和第二子部件的接口表面,其中系统控制器估计预组装位置与所需组装位置 之间的偏移。传感器安装在第一和第二臂端工具上,并且适于在第一和第二臂端工具将第 一和第二子部件移动到所需组装位置时测量由第一和第二臂端工具施加在第一和第二子 部件上的扭力和侧向力。 根据本公开的另一方面,无夹具部件组装系统还包括其上安装有接合工具的接合 机器人臂,其中系统控制器控制接合机器人臂使接合工具与第一和第二子部件成接合状态 并将第一和第二子部件彼此接合。 根据本公开的另一方面,接合工具是适于将第一子部件焊接到第二子部件的焊接 工具。 根据本公开的另一方面,第一和第二机器人臂适于由系统控制器基于位置控制和 力控制中的一者来控制,在位置控制中,第一和第二机器人臂的位置是基于机器人臂在给 定空间内的三维位置来控制的,在力控制中,第一和第二机器人臂的位置是基于由第一和 5 CN 111571159 A 说 明 书 3/7 页 第二测力计测得的由第一和第二机器人臂施加在第一和第二臂端工具上的力来控制的。 根据本公开的另一方面,检查相机安装在固定位置。 根据本公开的另一方面,检查相机安装到检查机器人臂上,其中检查机器人臂适 于将检查相机移动到检查位置以在视觉上定位第一和第二子部件的接口表面。 根据本公开的另一方面,无夹具部件组装系统还包括第三机器人臂,其上安装有 第三臂端工具并且适于抓取第三子部件。其中,系统控制器还适于控制第三机器人臂和第 三臂端工具以将第三子部件相对于第一和第二子部件定位,检查相机还适于在视觉上定位 第三子部件的接口表面,并且系统控制器估计预组装位置与所需组装位置之间的偏移,并 且传感器安装在第三臂端工具上并适于在第三臂端工具将第三子部件移动到所需组装位 置时测量由第三臂端工具施加在第三子部件上的扭力和侧向力。 根据本公开的另一方面,无夹具部件组装系统还包括其上安装有接合工具的接合 机器人臂,其中系统控制器控制接合机器人臂使接合工具与第一、第二和第三子部件成接 合状态并将第一、第二和第三子部件彼此接合。 根据本公开的另一方面,系统控制器适于基于由第一、第二和第三臂端工具上的 传感器测得的扭力和侧向力与参考力目标的比较来将第一、第二和第三臂端工具移动到所 需组装位置。 根据本公开的另一方面,第一和第二机器人臂适于在接合第一、第二和第三子部 件之前向第一和第二子部件施加力以使第一和第二子部件变形到热变形补偿位置,并且在 第一和第二子部件接合之后向第一和第二子部件施加力以使成品部件塑性变形。 从这里提供的描述中,另外的应用领域将变得显而易见。应当理解的是,所述描述 和特定示例仅仅是为了说明的目的,而不希望限制本公开的范围。 附图说明 这里描述的附图仅用于说明目的,而不希望以任何方式限制本公开的范围。 图1是根据示例性实施例的无夹具部件组装系统的透视图;以及 图2是根据示例性实施例的组装部件的方法的示意流程图。











