
技术摘要:
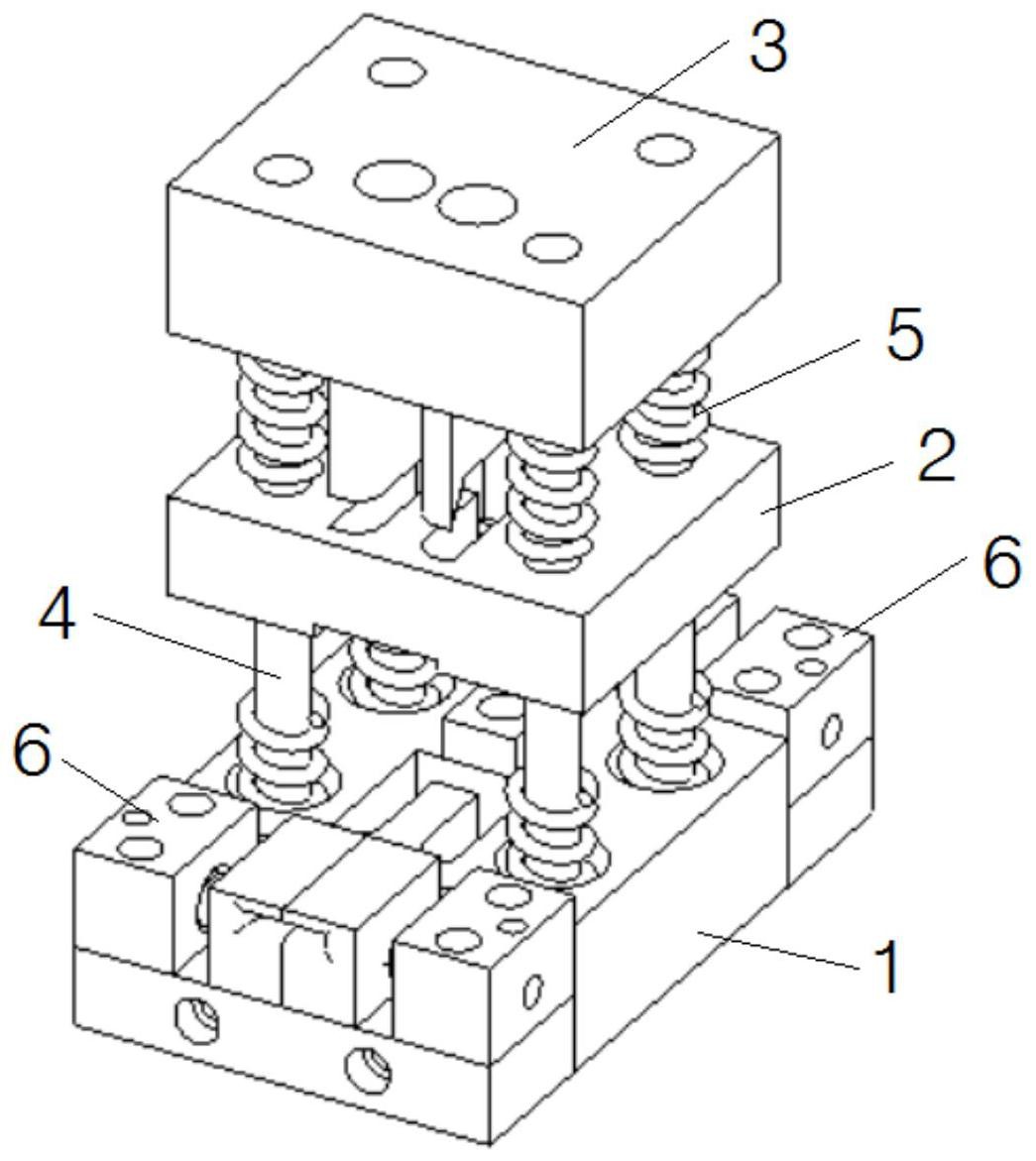
本发明属于铜扁线材焊接设备技术领域,具体涉及一种铜扁线精密焊接预成型装置,包括底座、冲压板、压板、导柱、弹簧和对中装置;底座的中部开有U形的型腔;冲压板利用导柱安装在底座上,冲压板的底面设有冲头;压板安装在导柱的中部,压板上开有导孔;底座与压板、压板 全部
背景技术:
铜扁线漆包烘焙前,当一盘铜扁线接近用完时需要与新的一盘铜扁线焊接起来, 使漆包生产连续进行。常用的焊接办法是将前后二盘导线接头放到电焊机上熔接,再将接 头用机械方法击打或砂轮打磨到要求的尺寸规格。这一过程会产生铜粉,影响作业环境的 洁净,对漆包绝缘性能带来风险,同时接头的尺寸难以保证精度,尺寸过大时通过模具困 难,卡模具影响生产,尺寸过小接头容易拉断造成停产。
技术实现要素:
本发明针对铜扁线焊接接头存在的问题,提供了一种在铜扁线焊接前的预成型装 置,在焊接前将接头二端进行预成型处理再进行焊接,形成尺寸精度比较高的扁线接头,结 构简单,操作方便,接头尺寸控制精度高。 按照本发明的技术方案,所述铜扁线精密焊接预成型装置,包括底座、冲压板、压 板、导柱、弹簧和对中装置;所述底座的中部开有型腔,所述型腔呈U形;所述冲压板利用导 柱安装在底座上,冲压板的底面设有冲头;所述压板安装在导柱的中部,压板上开有导孔, 所述导孔的形状与冲头的横截面形状相一致;所述底座与压板、压板与冲压板之间的导柱 上套设有弹簧;所述对中装置包括设置于底座上型腔开口方向一侧的第一对中装置以及第 一对中装置相对侧的第二对中装置,所述第一对中装置和第二对中装置上设有对中滑块, 所述对中滑块上开有铜扁线槽。 进一步的,所述第一对中装置和第二对中装置还包括垫板和丝杆,所述垫板的两 端设有丝杆座,所述丝杆安装在丝杆座之间,所述对中滑块安装在丝杆的螺母上。 进一步的,所述冲头的内侧壁向下延伸。 进一步的,所述底座上设有挡线块,所述挡线块设置于型腔的U形底部,所述压板 上对应挡线块的位置开有避让孔。 进一步的,所述压板底面对应第一对中装置的一侧中部开有槽。 进一步的,所述铜扁线槽底部的高度与底座上表面的高度相一致。 本发明的有益效果在于:采用预成型装置先对接头的二个端头进行预成型处理, 再将预成型的端头进行焊接,焊接后的接头尺寸精度高,焊接后不需要进行打磨,消除了产 生铜粉的后处理环节,降低了质量风险,实现铜扁线精密焊接,装置整体结构简单,操作方 便,提高了生产效率。 附图说明 图1为本发明的结构示意图。 3 CN 111589923 A 说 明 书 2/3 页 图2为本发明底座的结构示意图。 图3为本发明压板的结构示意图。 图4为本发明冲压板的结构示意图。 图5为本发明对中装置的结构示意图。 图6为本发明各阶段铜扁线的结构示意图。 图7为本发明接头成型过程的示意图。 附图标记说明:1-底座、11-型腔、12-挡线块、2-压板、21-导孔、22-避让孔、23-槽、 3-冲压板、31-冲头、4-导柱、5-弹簧、6-对中装置、61-对中滑块、62-铜扁线槽、63-垫板、64- 丝杆、65-丝杆座、7-电极。











