
技术摘要:
本发明涉及一种一体式编织覆膜支架收边工艺,属于医疗器械技术领域;包括起始端收边工艺和结尾端收边工艺;采用“二步结束法”对金属和高分子纤维材料混编的一体式编织覆膜支架进行了收边。通过“二步结束法”收边工艺,可对一体式编织覆膜支架的端部进行光滑收边,且 全部
背景技术:
传统的覆膜支架由覆膜、支架、缝合线三部分组成,制作工艺流程为:分别制作覆 膜和支架,再采用手工缝合的方式将覆膜和支架连结起来。手工缝合由于缝合手法的不同、 个体的差异,往往导致最终产品的质量控制非常困难,传统覆膜支架手工缝合的制作工艺 存在生产效率低下、产品质量参差不齐的缺陷;工艺流程也不易达到标准化和自动化。而目 前发展的一体式编织覆膜支架,是通过编织的方法,直接将支架和覆膜一次性地编织出来。 显而易见地,这一工艺很好地克服了传统覆膜支架的不足。然而,一体式编织覆膜支架在编 织结束完成后,支架的两端往往存在纱线的断头;金属和高分子纤维二元的一体式编织覆 膜支架存在散边、边缘不光滑和热处理温度不好确定的问题。收边处理时,如果选择对高分 子材料的热处理温度,则无法对金属丝进行焊接。而如果采用金属丝的焊接温度,又会对高 分子材料造成破坏。因此,一体式编织覆膜支架如何收边处理就显得尤为重要。
技术实现要素:
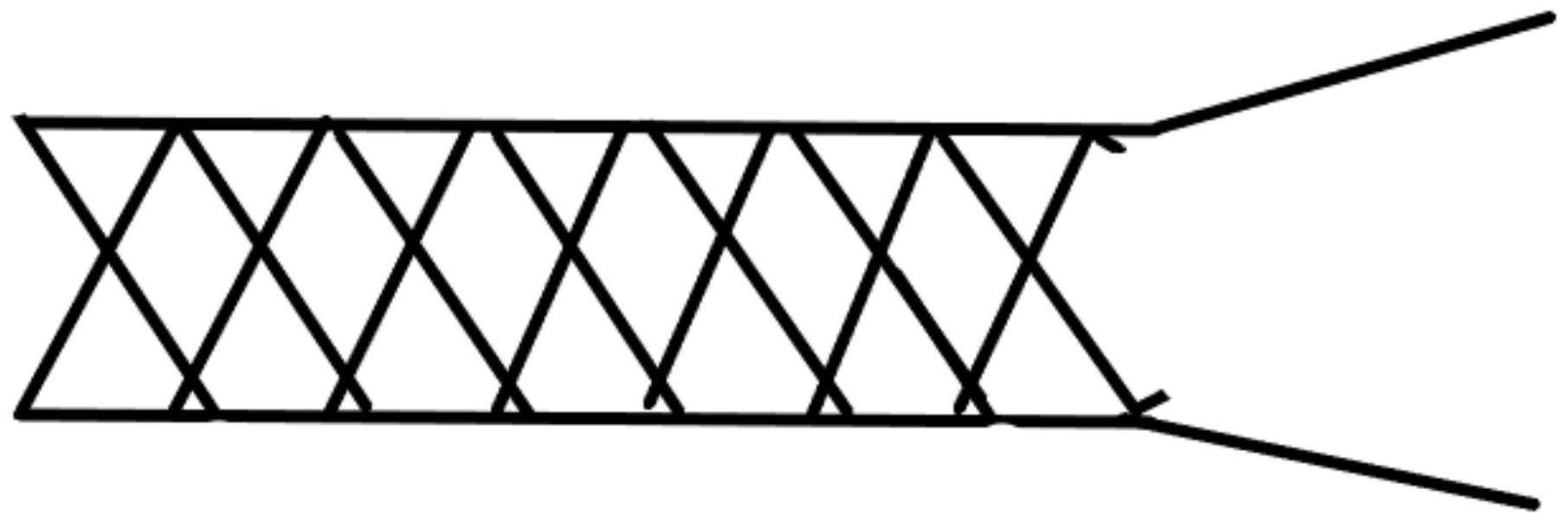
本发明的目的是为解决一体式编织覆膜支架如何收边的技术问题。 为达到解决上述问题的目的,本发明所采取的技术方案是提供一种一体式编织覆 膜支架收边工艺,包括起始端收边工艺和结尾端收边工艺;包括以下步骤: 步骤1:在编织的起始阶段采用圆台形的编织模具,而非圆柱型的模具,在编织的 起始阶段仅使用金属纤维编织,得到起始端支架; 步骤2:当支架编织至圆柱部分时,高分子纤维或者纱线参与编织; 步骤3:当覆膜支架编织至有效使用长度时,其中的高分子纤维或者纱线不再继续 参与编织,而其中的金属纤维继续向前编织; 步骤4:继续向前编织时,采用圆台形的编织模具,而非圆柱型的模具; 步骤5:继续向前编织一定长度后得到结尾端支架,编织完成,覆膜支架下机; 步骤6:覆膜支架下机后,对起始端金属支架进行连接处理; 步骤7:对起始端高分子纤维或者纱线端部进行热处理固定,完成起始端收边; 步骤8:对结尾端支架端金属纤维进行连接处理; 步骤9:对结尾端高分子纤维或者纱线端部进行热处理固定,完成结尾端收边。 优选地,上述所述的步骤1,步骤4中采用的圆台形的编织模具设有上下平行的两 个圆形面,两个圆形面的中轴线重合;两个圆形面设有不同的直径,大圆形面的直径设为小 圆形面直径的1.1-1.5倍。 优选地,所述圆台形编织模具的大圆形面与小圆形面之间通过圆形面中轴线形成 的梯形截面的斜边长度设为6-45mm。 优选地,上述所述的步骤6中对起始端金属支架进行连接处理采用焊接、捆绑、金 3 CN 111544168 A 说 明 书 2/3 页 属帽铆定或手工回编方法。 优选地,上述所述的步骤8中对结尾端支架端金属纤维进行连接处理采用焊接、捆 绑、金属帽铆定或手工回编方法。 本发明提供了一种一体式编织覆膜支架收边工艺,该工艺专门针对金属和高分子 纤维二元一体式编织覆膜支架的收边,通过“二步结束法”可对一体式二元编织覆膜支架进 行收边。收边后的覆膜支架两端不易脱散,且在一定程度上提高了覆膜支架的支撑性能;该 工艺可对一体式编织覆膜支架的两端进行较理想的收边处理,覆膜支架的毛边不仅可以得 到光滑处理,而且有利于提高其防滑移性能。 相比现有技术,本发明具有如下有益效果: (1)本发明解决了目前尚无现有技术能够对金属和高分子二元纤维混编的一体式 覆膜支架进行较好地收边的问题。 (2)本发明的“二步结束法”收边工艺解决了高分子材料与金属材料热处理温度差 异巨大不易处理的难题,实现了一体式覆膜支架端部的光滑收边。 (3)工艺简约、不需要特殊仪器设备。 (4)效果优良,不仅解决了散边的问题,还在一定程度上提高了覆膜支架的支撑性 能和防滑移性能。 (5)该工艺的应用将有利于推动二元混编一体式覆膜支架的产业化进程,工艺实 用性强、创造性和新颖性突出。 附图说明 图1是二元混编一体式覆膜支架一端纵切结构示意图。 图2是圆台形模具纵切结构示意图。











