
技术摘要:
本发明涉及一种用于填充和封闭薄壁塑料容器——特别是PET瓶——的方法和装置。其中,通过吹塑工艺将预成型件制备为塑料容器;用可流动介质,特别是液体,来填充该塑料容器;以及将替代介质引入该塑料容器中,进而随着内部容器压力的增加至少部分地置换先前包含的介质, 全部
背景技术:
现有技术已经公开,通过例如引入液态或气态氮来置换饮料容器顶部空间已包含 的空气是有益的。特别地,在与温度明显高于氮沸点的填充材料接触时,液态氮会转变为气 相,这一过程中其体积会大幅膨胀,因而可用于替代空气(空气中的氧气),进而使得填充材 料(例如饮料)的保存期限可以变得更长。 此外,EP2226179A1已经公开,将氮引入到容器的顶部空间中,能够在冷却所引入 的热液体填充材料之后用于防止或至少减少容器的收缩。但是,这是以具体控制容器的温 度为前提,其特别地,需降低容器底座的温度。同样,为了确保所需的稳定性,该容器必须有 特别稳定的基础几何形状。然而,该方法仅限适用于大致为圆柱形的瓶状几何体。 将液态氮引入顶部区域,其体积在转变为气相的过程中会从大约1.24l/kg急剧增 加到大约0.8m3/kg(在273.15K时)。因此,诸如环境温度的变化、填充材料温度的变化、顶部 空间体积的波动、所引入液态氮的体积波动、以及引入液态氮与容器封闭之间的时间差等, 其即便在此过程中发生微小的变化,也仍会对内部容器所产生的压力产生巨大影响。通常 需要例如1.1-2巴的小量内部容器压力,因为相较于过低的内部容器压力,该小量压力可以 简化例如夹持、添标签和堆叠等对容器的进一步处理,而过高的内部容器压力可能导致容 器爆裂。
技术实现要素:
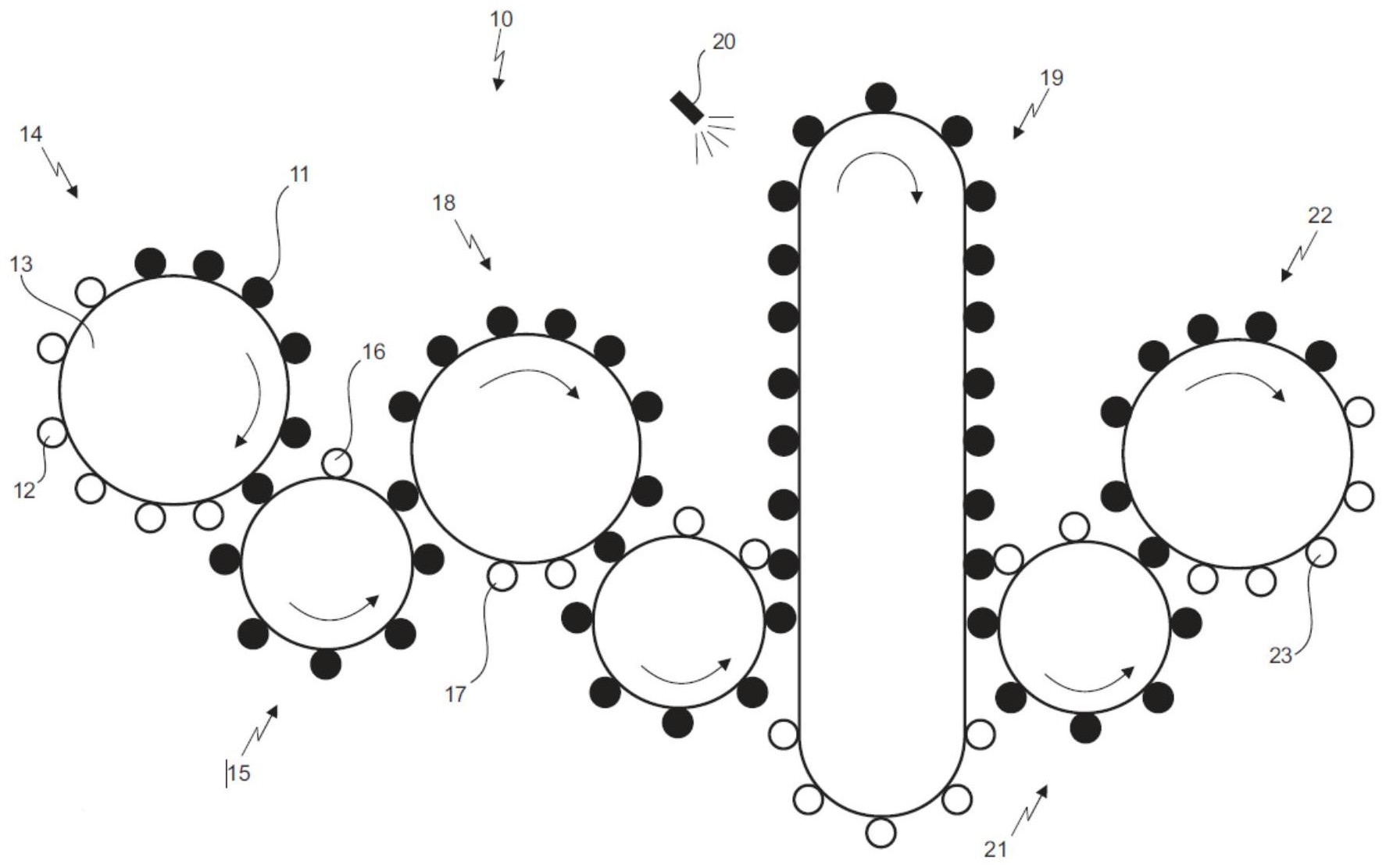
因此,本发明的目的是提供一种消除现有技术中已有缺点的装置和方法。 对于该方法,该目的可以通过权利要求1中所述的方法来实现。对于该装置,该目 的可以通过权利要求8中所述的装置来实现。 因此,本发明的重要方面是一种用于填充和封闭薄壁塑料容器,特别是PET瓶,的 方法,其中,通过吹塑工艺将预成型件制备为塑料容器,用可流动介质,特别是液体,来填充 该塑料容器,而且将替代介质引入到该塑料容器中,进而随着内部容器压力的增加,至少部 分置换先前包含的介质,并且至少部分地封闭所述塑料容器。 此外,根据本发明,在塑料容器的包围该塑料容器顶部空间的壁的,或该容器封闭 件的壁的,又或该塑料容器的壁和容器封闭件的壁之间的至少一部分中引入至少一个开 口,通过位于塑料容器内部空间的该开口,进给和/或排出气体介质以设定预定内部容器压 力。 特别地,在这种情况下,优选一种方法,即首先在该塑料容器中填充可流动的介 质,然后在另一步骤中将替代介质引入该塑料容器中。 因此,根据本发明的优选方法是一种用于填充和封闭薄壁塑料容器,特别是PET 4 CN 111591943 A 说 明 书 2/12 页 瓶,的方法,该方法包括以下步骤: a)通过吹塑工艺将预成型件制备为塑料容器; b)用可流动介质,特别是液体,来填充该塑料容器; c)引入替代介质,从而随着内部容器压力的增加来替代或置换所填充的塑料容器 顶部空间包含的介质;以及 d)随后,至少部分地封闭该塑料容器。 此外,针对该方法,在塑料容器的包围该塑料容器顶部空间的壁的,或该容器封闭 件的壁的,又或该塑料容器的壁和容器封闭件的壁之间的至少一部分中引入至少一个开 口,通过位于该塑料容器内部的开口,进给和/或排出气体介质以设定预定内部容器压力。 在填充容器之后,该方法通过替代容器顶部空间包含的介质来保护填充材料,使 其免受例如氧气或异物和/或细菌的污染成为可能。此外,封闭容器之后由于内部压力会增 加,通过引入具有正压的替代介质可以确保容器能够承受来自外部的压力,例如来自夹持 元件的压力或容器堆叠时产生的压力。 此外,该方法使得在步骤e)中更精确地设置压力成为可能。如果例如在步骤c)中 通过引入液态氮来排出先前位于顶部空间的介质,那么所得的内部容器压力会受到许多因 素的影响,这使得设定确定的内部容器压力变得困难。由于在转变为气相期间液态氮的体 积会大幅增加,其引入体积的微小变化就已经会对所得的内部容器压力产生很大的影响。 此外,例如由于完全蒸发所需的时间缩短,而且引入替代介质到封闭之间的时间也缩短,填 充材料的温度尤其会影响所得的内部容器压力。因此,所得的内部容器压力可能过低,或者 例如大量氮气的蒸发可能使得在封闭之后内部容器压力过高,以致存在容器破裂的危险。 同样可以想到,在压力增大时,气态替代介质上的液体填充材料会过饱和,而且在打开容器 时,其会突然逸出,从而形成泡沫和/或排出该填充材料。可以通过在步骤e)中设定预定内 部容器压力来消除上述问题。气体介质的进给和/或排出使得预先设定的内部容器压力与 随后的容器处理步骤的要求相适应,并因此可以例如确保可靠的输送和/或可堆叠性,并防 止由于内部容器压力过高而导致的爆裂。 该可流动介质最好是饮料,更优选地,是被加热的饮料。 在该方法的另一变型中,优选地,也可以想到,首先将替代介质引入塑料容器中, 并在引入替代介质之后用可流动介质填充该塑料容器。 因此,根据本发明的方法也是一种用于填充和封闭薄壁塑料容器,特别是PET瓶, 的方法,其包括以下步骤: a)通过吹塑工艺将预成型件制备为塑料容器; b)将替代介质引入到该塑料容器中; c)用可流动介质,特别是液体,来填充该塑料容器,使得包含在该塑料容器中的替 代介质随着内部容器压力增加而被置换;以及 d)随后,至少部分地封闭该塑料容器。此外,针对该方法,在塑料容器的包围该塑 料容器顶部空间的壁的,或该容器封闭件的壁的,又或该塑料容器的壁和容器封闭件的壁 之间的至少一部分中引入至少一个开口,通过位于该塑料容器内部的开口,在步骤e)进给 和/或排出气体介质以设定预定内部容器压力。 在这种情况下,优选地,在填充可流动介质之前,用替代介质冲洗该容器。 5 CN 111591943 A 说 明 书 3/12 页 此外,然而,也可以想到的是,在该方法的另一有利变型中,首先将替代介质引入 塑料容器,然后用可流动介质填充该塑料容器,并且在随后设定内部容器压力时,将气体介 质引入该塑料容器或从塑料容器中排出,其中,在上述设定内部容器压力的期间和/或之后 封闭该容器。 因此,根据本发明的方法也是一种用于填充和封闭薄壁塑料容器,特别是PET瓶, 的方法,其包括以下步骤: a)通过吹塑工艺将预成型件制备为塑料容器; b)将替代介质引入到该塑料容器中; c)用可流动介质,特别是液体,来填充该塑料容器,使得包含在该塑料容器中的替 代介质随着内部容器压力增加而被置换;以及 d)通过将气体介质引入到该塑料容器或从该塑料容器排出气体介质来设定预定 内部容器压力; e)其中,在设定预定的内部容器压力期间,至少部分地以及至少暂时地封闭该塑 料容器。 优选地,该气体介质是氮气。特别优选地,在容器即将封闭之前,将气体介质,特别 是氮气,引入该塑料容器中。为实现上述目的,优选地,沿该塑料容器的嘴部横向设置例如 喷嘴等引入装置,从而沿嘴部方向连续地喷射氮气。在这种情况下,特别优选地,在喷射氮 气期间至少暂时地封闭该塑料容器。 在该方法的优选变型中,替代介质是氮,优选地,是液态氮。氮在化学上大致为惰 性,因此,在很大程度上其不会与填充材料产生反应。此外,氮在水溶液中的溶解度有限,因 此,至少在已知的填充水平的情况下,可以非常精确地确定用于驱出先前位于顶部空间的 介质(例如空气)所需的氮气量。鉴于在室温下氮气呈气态,因此其流速较高,这有利于完全 排出先前位于顶部空间的介质。实践已经证明,使用液态氮是特别有利的。在这种情况下, 可以连续地,或优选地,不连续地通过例如所谓的滴管加入替代介质,特别是加入氮气。 因此,特别地,在该方法的一种变型中,优选地,在氮从液相转变为气相期间其体 积增加,从而产生增加的内部容器压力。几乎忽略不计填充材料的常规温度,但实际上,液 态氮和优选的液体填充材料之间存在较高的温度差,液态氮在常压下具有77.15K或-196℃ 的沸点,优选的液体填充材料的温度通常在268K(-5℃,而且鉴于所溶解的物质,水溶液在 低于0℃的温度下也可以流动,特别地,药物等敏感物质可以使液体在0℃以下装瓶成为可 能)和383K(110℃)之间,由此,氮可以突然改变其物理状态并且转变成气相。由于在这种情 况下,液态氮和填充材料之间的温度差至少为150℃,因此不同的填充材料的温度对氮气的 物理状态的变化速度的影响对于完全排出先前位于顶部空间的介质而言不太重要。转变为 气相的速度主要受到在填充材料和液态氮之间形成的气垫的影响,而且该气垫用作液态氮 和填充材料之间的热绝缘。然而,由于气垫中会逸出气体,从而使得绝缘动态多变,其中,可 以通过改变氮气的物理状态来连续重复地形成绝缘,直到不再有液态氮残余。得益于通过 上述方式改变物理状态而产生的延迟,使得在氮气完全转变为气相之前封闭容器成为可 能,进而能够在容器内部建立正压。 在该方法的优选变型中,可流动介质(特别地,在流转到塑料容器中时)的温度高 于环境的温度,且优选地,介于40-110℃之间,更优选地,介于50-100℃之间,特别优选地, 6 CN 111591943 A 说 明 书 4/12 页 介于60-90℃之间。特别地,在温度升高时引入填充材料的情况下,经证明,内部容器压力升 高有利于补偿填充材料体积冷却期间造成的体积损失。此外,特别地,还在热状态下即被引 入的产品通常是无菌的,引起必须保护该产品以防止被外来物质污染。在此,本方法使得通 过在容器内部产生正压来防止杂质流入容器内部成为可能。因此,如果以上述方式保护填 充材料,那么本方法不仅可以补偿填充材料随温度变化而产生的密度变化以及由此导致的 体积变化,还能够防止例如由细菌引起的污染。 特别地,如果填充材料的温度高于环境的温度,则优选地,在主动冷却填充材料的 过程期间和/或之后,通过进给和/或排出气体介质来设定预定内部容器压力是有益的。特 别地,在必须防止填充材料被污染的情况下,由于冷却体积会缩小,那么保证内部容器压力 不会低于环境压力就变得尤为重要。否则,其不仅会导致容器变形,而且流入其中的介质会 通过例如引入细菌而污染填充材料。同样,还可以想到,所流入的空气以及其中的氧气会与 填充材料的物质产生反应,而且可能会由于例如氧化而使调味剂和/或着色剂失去活性。通 过至少成比例地在冷却结束之后通过进给和/或排出气体介质来设定预定内部容器压力, 这有利于实现即使在填充材料冷却之后仍确保内部容器压力相对于环境升高的目的。在 此,“在冷却结束之后”不应理解为冷却不会再发生,而应理解为冷却已经完成到某种程度, 即,即使要继续进行冷却,其仍可以确保该继续冷却而引起的填充材料的体积的减小会保 持较小的范围内,而且该减小的体积可以通过在容器中设定的内部容器压力来补偿,该内 部容器压力虽然相对于环境升高但其仍然保持在较低的水平。 在该方法的另一优选变型中,通过在冷却填充材料的期间和之后,进给和/或排出 气体介质来设定预定内部容器压力。因此,可以确保内部容器压力在冷却期间不会下降到 最小值,而在冷却之后,也可以设定明确的内部容器压力。在这种情况下,可以通过进给和/ 或排出气体介质连续地或者多次设定预定内部容器压力。尤其在快速冷却填充材料的情况 下,一种可行方案是通过进给或排出气体介质来连续控制内部容器压力并将其调节至目标 压力。 然而,由于通过设备连续控制和调节压力相对复杂,因此在许多情况下,可行的方 案是间歇控制和/或调节内部容器压力。内部容器压力的“间歇控制和/或调节”应理解为对 内部容器压力的任何控制和/或调节,其至少是相对于上次控制和/或调节内部容器压力, 在不同的时间和/或位置上进行的内部容器压力的控制和/或调节。在这种情况下,分别控 制和/或调节内部容器压力所需的进入容器内部的通道可能不同。因此,可以想到,例如,通 过嘴部和容器封闭件之间的中间空间来第一次调节内部容器压力,而后通过在包围容器顶 部空间的塑料容器的壁的或者容器封闭件的壁的一部分中引入的开口来第二次控制和/或 调节内部容器压力。 为了在嘴部和容器封闭件之间产生中间空间,可以在起初容器封闭件还没有完全 拧到容器上之前首先经由所述间隙替代气体介质。该容器封闭件,优选地,是螺旋状封闭 件,其具体地被拧到容器的外螺纹上。 “容器封闭件还没有完全拧到容器上”优选地理解为是指例如旋转容器封闭件使 其部分地拧到容器的螺纹上,但是还没有完全拧紧。然而,有利地,如果已经将容器封闭件 牢固地且以密封的方式拧到容器的嘴部,那么其优选地对应于容器与容器封闭件之间完全 密封。 7 CN 111591943 A 说 明 书 5/12 页 有利地,在包围容器顶部空间的塑料容器的壁的或容器封闭件的壁的一部分中设 置至少一个开口,可以通过例如用针状体穿透该容器壁或容器封闭件的壁来形成该开口。 优选地,该针状体或该针的直径小于4mm,优选地,小于3mm,特别优选地,小于2mm。在这种情 况下,针本身也可以被加热以穿透容器壁或封闭件。如此,也可以在穿透期间局部熔化容器 的材料。 因此,针的温度可以(至少在接触容器壁的那部分中)大于60℃,优选地,大于70 ℃,优选地,大于80℃,并且特别优选地,大于90℃。 在该方法的另一有利变型中,在继续冷却之后(在限定的环境条件下,例如在腔室 中)略微打开封闭件,从而在环境和容器内部之间形成连通连接。例如,其可以通过稍微转 动封闭件来实现,这样可以至少部分地减小正压。在这种情况下,上述打开操作需要这样进 行,其不可揭下显窃启条,并且可以再次正常拧紧封闭件。 此外,在间歇控制和/或调节内部容器压力的情况下,一种可行方案是在不同的内 部容器压力控制和/或调节情况之间穿插进行一种或多种其他的容器处理。例如,可以想 到,通过第一次控制和/或调节内部容器压力,可以确保内部容器压力,从而便于给容器添 标签(例如,通过确保容器有足够的刚度)。此外,还可以想到诸如为输送路径上的连续容器 之间设定预定间距、密封、分组、将其放置于饮料箱等处理操作。因此,在间歇控制和/或调 节内部容器压力的情况下,每次调节之后的内部容器压力是不同的,并且可以针对相应的 后续工艺步骤进行调节。因此,例如,在第一次控制和/或调节内部容器压力之后,可以获得 更高的内部容器压力,从而使得给容器添标签变得容易,并且要想进一步降低内部容器压 力,只能第二次控制和/或调节内部容器压力。 在该方法的一种优选变型中,通过进给和/或排出气体介质来设定内部容器压力, 使其介于1.05-5巴之间,优选地,介于1.05-2巴之间,更优选地,介于1.1-1.5巴之间,特别 优选地,介于1.1-1.5巴之间。任何时候上述细节都与绝对压力有关。优选地,容器内部和环 境之间的压力梯度介于0.05-4巴之间,优选地,介于0.1-0.5巴之间,特别优选地,介于0.1- 0.5巴之间。介于上述范围,一方面可以保证容器具有足够高的稳定性,从而可靠地进行操 作,例如对其进行标记。另一方面,如果内部容器压力低于临界值,容器可能爆裂或变形。 优选地,该方法使得设定内部容器压力成为可能,从而无需限制容器的几何形状。 因此,根据该方法,也可以处理横截面为椭圆形或大致矩形的容器。同样,也可以根据上述 方法处理容器或容器底部的特殊加强件。 在另一有利方法中,在设定内部容器压力之后,可以通过进给和/或排出气体介质 来封闭该开口。其可以例如通过粘合或熔化来实现。在这种情况下,可以使用超声源来进行 熔化。 在另一优选方法中,可以在制备容器的期间和/或在装瓶的期间和/或在进给气体 介质期间输送该容器。有利地,至少部分地沿弧形路径来输送该容器。 在另一优选方法中,通过无尘室至少逐段地输送该容器。这意味着,在无尘室条件 下或无菌条件下执行上述方法步骤和进给/引入或排出气体介质的步骤。在这种情况下,优 选地,通过至少一个壁将该无尘室密封或将其隔离于(未杀菌的)环境。在另一优选变型中, 该壁的至少一部分可相对于壁的另一部分移动,其中,上述部分中的其中一部分至少部分 地跟随容器沿输送路径移动。 8 CN 111591943 A 说 明 书 6/12 页 在另一优选方法中,对容器进行杀菌。因此,可以在容器制备之后直接将其杀菌。 然而,也可以在塑料型坯变型以生产塑料瓶的过程之前,对塑料型坯进行杀菌。因此,将塑 料型坯转变成塑料瓶的实际变型过程可以在无菌条件下进行。在这种情况下,可以例如通 过过氧化氢或过乙酸消毒等消毒媒介进行杀菌,其也可以通过辐射例如电子辐射进行。然 而,需要指出的是,杀菌是可选的方法步骤。对于通过加热将要引入的液体以实现无菌的那 些产品,杀菌尤其是可选的步骤。 在另一优选方法中,位于容器的上半部分的容器壁,特别是位于容器上部三分之 一处的容器壁被穿透(或在该点处引入开口)。此处,术语“上半部”相对于容器的纵向方向, 该纵向方向从容器的底部延伸到容器的嘴部。有利地,容器壁在相对于纵向方向的上部四 分之一处被穿透,特别优选地,在上部五分之一处被穿透。特别优选地,在容器的头部或肩 部区域中或在紧邻容器承载环的区域中,例如在该承载环的下方或上方,穿透容器壁。然 后,在例如水平运输容器时,也可以在周壁等其他位置穿透容器壁。该方法的优点在于,周 壁是可以穿透的,该周壁通常比容器嘴部区域中的壁薄。为实现该目的,可以使用容器转向 器(container tuner)。在这种情况下,可以将容器旋转,并且优选地以这种方式对容器封 闭件(以及热产品)进行杀菌。 在这种情况下,可以设置第二容器转向器,其能够将容器再次旋转到起始位置。但 是,也能想到可以将同一容器转向器运行两次。 在该实施例中,制备一种装置,其中将容器水平放置并且其侧壁(并且特别地,在 水平位置上没有液体的区域中)可以被穿透。 优选地,对于在容器形成开口的区域,在被竖立的状态下穿透容器时该区域中没 有液体。这样,可以防止液体从开口逸出。 在另一优选方法中,在进给或排出气体介质之后,将用于将气体介质进给容器的 开口再次封闭或密封。在这种情况下,可以用不同的方式来封闭或密封该开口。下文中使用 “密封”这一术语。有利地,通过熔化容器壁的一部分、熔化容器封闭件的周壁的一部分、或 将容器封闭件相对于容器旋转等方法所组成的一组方法中的其中之一来执行密封。 因此,穿透容器壁的针是热的,其可以随后再次封闭被穿透区域。然而,另外,可以 设置分立的焊接头,在收回针之后,该分立的焊接头被压到孔上以便再次封闭该开口。 还可以想到的是,应用“外部熔点”,其优选地由不同于容器壁材料的材料构成。 在这种情况下,能够在容器封闭件密封容器的期间或之后执行上述密封。 优选地,在无尘室条件下和/或在无尘室内嘴部和容器封闭件之间的中间空间中 制造和密封该开口。有利地,在移动容器期间执行上述过程,特别地,是在沿容器输送方向 输送容器期间执行。除了无尘室之外或代替无尘室,还可以设置腔室,其特别地包围容器壁 中的开口,并且通过该腔室可以将气体介质引入容器中。在这种情况下,该腔室无需容纳整 个容器。 上述腔室的使用,一方面可以减小“无尘室”(其由该腔室形成)的尺寸,另一方面, 还可以将无尘室置于正压下,从而无需在容器中设置分立的气体供给装置,气体也可以在 穿透或者部分开口后“自动”进入容器。 在另一优选方法中,通过检查装置检查容器(或开口)是否封闭或密封。因此,例 如,可以具体通过视觉检查来确定该开口是否已经被封闭。优选地,通过非接触方式进行上 9 CN 111591943 A 说 明 书 7/12 页 述检查,特别优选地,其通过视觉方式进行。 本发明的另一重要方面是一种用于填充和密封薄壁塑料容器,特别是PET瓶,的装 置。该装置包括:用于将预成型件制备为塑料容器的吹塑装置,以及用可流动介质,特别是 液体,来填充塑料容器的填充装置。此外,该装置还包括:用容器封闭件至少部分地封闭塑 料容器的封闭器,以及至少一个输送装置,该输送装置用于在上述处理装置之一和下游的 后续处理装置之间的输送路径上沿输送方向输送塑料容器。此外,对于该装置重要的是,在 填充装置输送方向的下游和/或上游的输送路径上设置替代介质引入装置,通过该替代介 质引入装置可以将替代介质引入到塑料容器中,其中,当内部容器压力升高时,先前包含的 介质可以至少部分地被置换。 此外,优选地,在封闭器输送方向的下游或上游的输送路径上设置一装置,例如可 以设置内部容器压力设定装置或开口制备装置,从而借助于该装置可以通过进给和/或排 出气体介质来设定预定内部容器压力,其可以通过设置在该塑料容器的包围塑料容器顶部 空间的壁的或在容器封闭件的壁的至少一部分中的开口,或在该处制备的开口来进行,也 可以经由塑料容器的嘴部和容器内部空间的容器封闭件之间的中间空间来进行。在这种情 况下,该开口可用于设置内部容器压力。 因此,针对该装置,提出通过替代介质引入装置将替代介质引入塑料容器中,其可 以在将可流动介质填充到塑料容器之前或之后进行。此外,优选地,在封闭容器之前和/或 期间和/或之后引入用于设定内部容器压力的气体介质。 在一优选实施例中,设置在该装置中的替代介质引入装置流体连接至氮储存器, 可以通过该氮储存器分配氮,优选为液态氮,并且可以将氮计量至塑料容器中。因此,在该 实施例中,该装置的设置适用于处理液态氮还能够精确计量氮的分量并将其分配到容器 内。由此,不仅可以快速替代容器顶部空间中的气体,而且鉴于可以进行精确计量,至少可 以优选地将所得的内部容器压力设置在预定范围内。 如果首先通过填充装置将可流动的介质填充到塑料容器中,则优选地可以将来自 氮储存器的氮分配到所填充的塑料容器的顶部空间中。 在本发明的一个优选实施例中,内部容器压力设定装置具有至少一个阀,该阀可 经由开口至少暂时地流体连接到所填充的塑料容器的顶部空间,优选地,该阀是可调节的, 并且通过该阀可预先选择塑料容器的内部压力。借助于上述阀,可以优选地控制所计量的 替代介质的流量。 在该装置的一个优选实施例中,在替代介质引入装置输送方向的下游和内部容器 压力设定装置输送方向的上游的输送路径上设置温度控制装置,优选地,设置冷却装置,通 过该温度控制装置,塑料容器以及优选地所包含的可流动介质的目标温度可控制在4-70℃ 之间,优选地,在10-50℃之间,特别优选地,在20-30℃之间。上述冷却装置可以加速冷却热 填充的填充材料,因此在冷却期间填充材料的体积也会发生加速变化。通过温度控制装置 并将流动性介质的温度设定到上述指定区域后,温度即使再发生变化,也应将尽可能缩小 其体积的变化,因此,可以通过在容器中替代介质上施加的正压来补偿在这种情况下所预 期的体积变化。 在另一有利实施例中,温度调节装置具有喷嘴,借助于喷嘴可以将冷却剂,例如水 施加到容器上。 10 CN 111591943 A 说 明 书 8/12 页 在另一有利实施例中,在温度控制装置输送方向的下游和内部容器压力设定装置 输送方向的上游的输送路径上设置穿透装置,该穿透装置适用于并且配置为穿透容器壁的 至少一部分和/或容器封闭件的周壁的至少一部分。 在该装置的另一有利实施例中,设置一种封闭装置,该封闭装置设计成以两个步 骤将封闭件附接到容器,例如它首先仅用几个转圈就将封闭件保持在容器上,但是在其嘴 部和容器封闭件之间形成中间空间,从而可以通过该中间空间进给或排出气体介质。然后 可以将该封闭装置配置为仅是后期将封闭件以密封方式固定在容器上。 在该装置的另一优选实施例中,设置了一种封闭件操作装置,在封闭容器之后,该 封闭件操作装置例如可以相对于容器来转动封闭件使其再次微微开口,以便在其嘴部和容 器封闭件之间形成中间空间,从而能够通过该中间空间进给或排出气体介质。 在另一有利实施例中,该装置具有至少一个密封装置,该密封装置适用于封闭或 密封开口,其中,通过该开口可以进给或排出气体介质。如上所述,该封闭装置可以例如是 将容器中已经形成开口的部分再次熔合的熔合装置。然而,封闭装置也可以是将容器封闭 件附接到容器的装置。因此,首先例如瓶封闭器,其可以仅部分地将封闭件拧到容器上或使 其尚未完全封闭。该完全封闭过程只能在后续步骤中完成。通常,可以在利用封闭件封闭容 器的同一封闭器中进行该操作,或者也可以在分立的装置中进行。 在另一有利实施例中,该装置具有无尘室,至少间歇地在该无尘室中输送容器。在 这种情况下,该无尘室可以至少包围用于将替代介质和/或气体介质进给到容器内部或从 容器内部分配替代介质和/或气体介质的区域。在这种情况下,可以由直立的外壳形成该无 尘室,但是无尘室也可以仅以通道的方式包围容器的输送路径,其中优选地,无尘室的至少 一个壁可相对于无尘室的至少一个其他壁移动,并且该壁至少部分地跟随容器的输送移 动。也可能变型装置已经将塑料型坯变型成无尘室内的塑料瓶。另外,也可能设置至少一个 腔室,在该腔室中气体介质被进给到容器。该腔室可以例如配置为空心圆柱体,容器位于该 空心圆柱体之中。 在另一有利实施例中,穿透装置和/或替代介质引入装置和/或内部容器压力设定 装置集成在封闭装置为容器提供封闭件的区域中。因此,该穿透装置可以例如集成到用于 在填充过程中保持容器的夹持装置或保持装置中。该夹持装置可以具有保持元件用于防止 塑料瓶相对于其纵向旋转。该元件例如可以配置为用于吸收较短转矩的所谓钉板。 在另一有利实施例中,内部容器压力设定装置具有压力控制装置和/或压力调节 装置,其适用于且旨在用于控制和/或调节压力,通过该压力可以将气体介质引入容器或从 容器中排出。因此,例如可以设置一种传感器装置,该传感器装置适用于并旨在确定容器内 部气体的相应压力和/或确定用于将气体进给到容器的压力。因此,就设备而言,可以设置 控制和/或调节装置,该控制和/或调节装置可以控制和/或调节将气体进给到容器的压力 和/或随后将气体定位于容器中的压力。 需要指出的是,该压力调节装置可以用此处描述的所有方法和装置中,也就是说 也可以用在封闭装置中未穿透容器或者不包括穿透操作的变型中。 优选地,至于装置,将输送路径设置为至少在替代介质引入装置的区域中沿着圆 弧段延伸。优选地,在该圆弧段中也设置有至少部分地封闭容器的封闭器。更优选地,在输 送容器的过程中,在其上执行封闭的圆弧段大于现有技术中已知设备的圆弧段,从而不仅 11 CN 111591943 A 说 明 书 9/12 页 可以通过容器封闭件封闭容器,还可以将替代介质进给到容器的同一圆弧段上。更优选地, 上述两个过程可以基本上同时进行。因此,可以在总体上生成一个更紧凑的该装置的可能 实施例,因为由此可以省去两个分开的设备部件,特别是替代介质引入装置和封闭器。 但是要指出的是,此处描述的实施例中并非绝对必需在封闭器的区域中设置替代 介质引入装置。替代介质引入装置还可以设置在封闭器和替代介质的下游,例如可以在容 器封闭件的(部分)开口之后,或者在随后处理步骤中穿透容器壁或其封闭件之后,例如在 专用单元中。例如,可以在封闭器和另一装置(例如温度控制装置)之间的输送路径上设置 替代介质引入装置。 在该装置的优选实施例中,内部容器压力设定装置包括至少部分地包围容器的腔 室。更优选地,在该腔室内预定压力占上风,并且通过塑料容器壁中的开口或通过塑料容器 的嘴部和容器封闭件之间的中间空间可以将该压力传递到容器的内部空间中。在这种情况 下,在该腔室中设置开口或中间空间是有益的。已经证明在腔室的区域中设置穿透装置是 特别有益的。而且也已经证明,设置光学穿透装置,例如激光器较为合适。因此,例如可以在 腔室内通过激光将孔焊接到容器壁中,从而有利于省去诸如上述针之类的机械元件。开口 的密封也可以借助于激光来进行。因此,也可以在该腔室内通过激光焊接孔,然后设定正确 的压力。此外,因为没有机械部件接合在容器上,其整个过程高度卫生。 在该装置的另一优选实施例中,在容器的侧壁或底部中将开口引入到容器壁中。 为此,优选地,该装置具有倾斜装置,使得所填充的容器倾斜。 在这种情况下,优选地,将容器倾斜大约90°,并且例如使其水平放置,从而可以在 侧壁中进行穿透。在穿透侧壁的情况下,如果所穿透的区域是之后贴标签的区域,那么其是 有益的,因为任何视觉损害都可能已经被标签隐藏。 也可以穿透容器的底部区域例如注入点中。在该区域中,容器基本上未拉伸,因此 其是无定形的。这特别适用于拉伸吹塑容器如PET容器的生产方法的情况。另外,在注入点 的区域中存在相对大量的材料,以便随后再次熔化开口。 附图说明 附图公开了其他优点和实施例。 附图中: 图1是多次向顶部空间施加压力以确保内部容器压力的方法的示意图; 图2是多次向顶部空间施加压力以确保内部容器压力的装置的示意图。











