
技术摘要:
本发明提供一种大直径刀具自定心装夹结构,包括:通用刀柄和铣刀刀头,铣刀刀头的下端面与通用刀柄的上端面接触;通用刀柄与铣刀刀头同轴;铣刀刀头内开设有贯穿中心孔,由圆柱孔和锥形孔构成,锥形孔与通用刀柄上的圆柱凸台间形成锥形间隙,锥形间隙中置有锥形涨紧套 全部
背景技术:
现有大直径铣刀与通用刀柄之间的安装方式为:采用直孔、端面、限位块进行定 位,采用螺栓进行夹紧。 直孔的作用是限制铣刀沿X轴、Y轴的平移自由度,即用来确定铣刀的中心位置;端 面的作用是限制铣刀沿Z轴的平移自由度和绕X轴、Y轴的旋转自由度;限位块的作用是限制 铣刀绕Z轴的旋转自由度。采用螺栓进行夹紧,以保证定位关系保持不变。 现有大直径铣刀与通用刀柄之间是通过直孔来确定铣刀的中心位置。为了方便铣 刀的拆装、同时考虑到铣刀实际制造中可能存在的误差,铣刀与通用刀柄之间的孔轴配合 一般采用间隙配合。这就导致了铣刀与刀柄之间不完全同轴,限制了此类刀具一般只能用 于零件的粗加工。
技术实现要素:
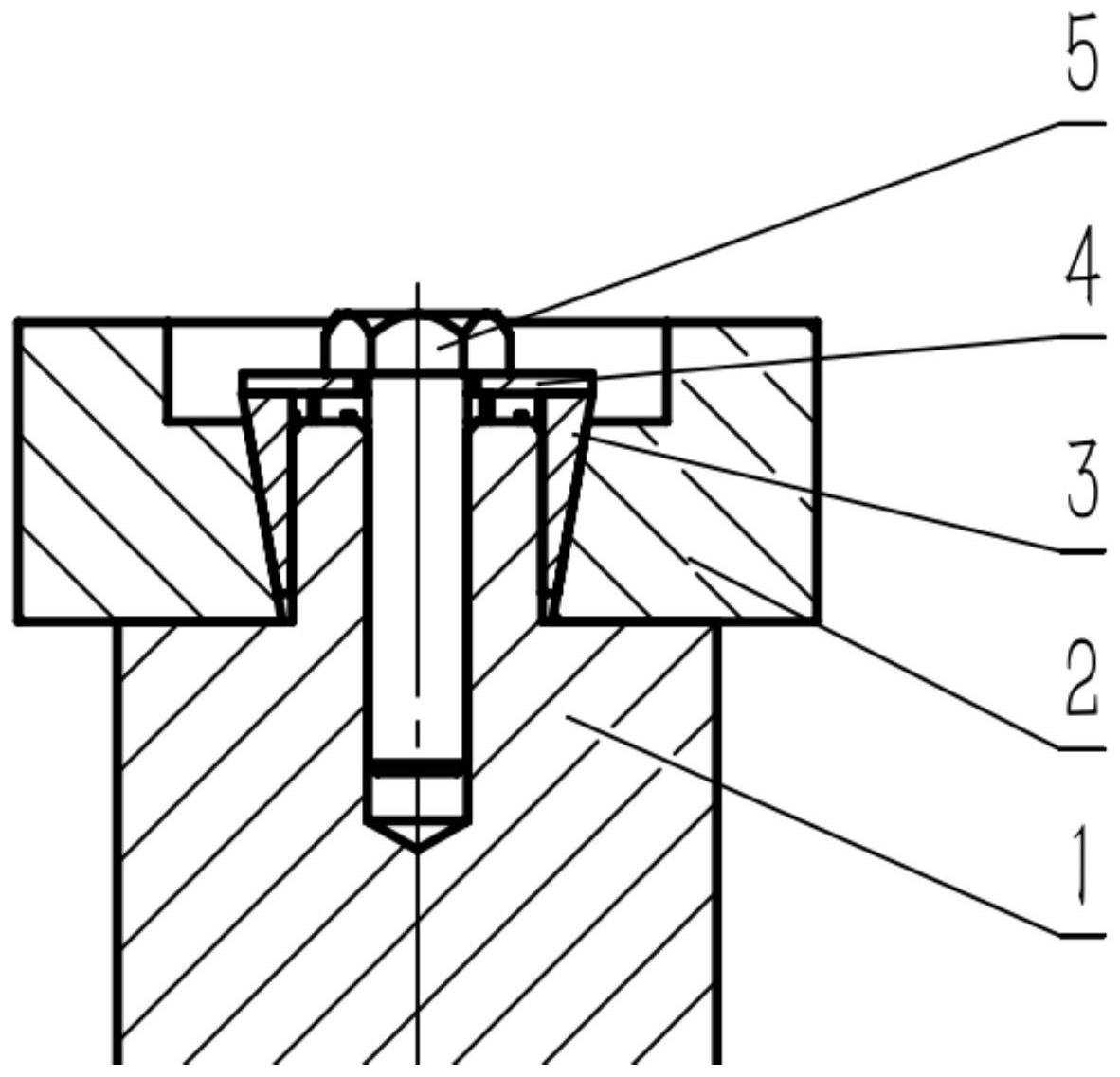
根据上述提出的现有大直径铣刀与通用刀柄之间通过直孔来确定铣刀的中心位 置,为了方便铣刀的拆装、同时考虑到铣刀实际制造中可能存在的误差,铣刀与通用刀柄之 间的孔轴配合一般采用间隙配合,因此导致了铣刀与刀柄之间不完全同轴,限制了此类刀 具一般只能用于零件的粗加工的技术问题,而提供一种大直径刀具自定心装夹结构。本发 明主要利用锥形涨紧套实现中心和端面双定位,可以在不改变传统刀柄结构的情况下实现 铣刀刀头与刀柄之间严格同轴;通过简便易行且有效的方式,提高了此类铣刀的加工精度, 扩大了此类刀具的应用场景,使其可以应用于零件的精加工。 本发明采用的技术手段如下: 一种大直径刀具自定心装夹结构,包括:通用刀柄和铣刀刀头,所述铣刀刀头安装 于所述通用刀柄的上方,所述铣刀刀头的下端面与所述通用刀柄的上端面接触连接;所述 通用刀柄与所述铣刀刀头同轴; 所述铣刀刀头内开设有贯穿中心孔,所述中心孔为渐缩式阶梯孔,由圆柱孔和锥 形孔构成,所述通用刀柄上端面上设有圆柱凸台,所述圆柱凸台插入所述锥形孔中,所述锥 形孔与所述圆柱凸台间形成锥形间隙,所述锥形间隙中置有锥形涨紧套,所述锥形涨紧套 内开有贯穿通孔;所述锥形涨紧套的外表面与所述锥形孔的内表面贴紧连接,为无间隙配 合连接;所述通孔的内表面与所述圆柱凸台的外表面贴紧连接,为无间隙配合连接; 所述锥形涨紧套的顶部置有位于所述圆柱孔中的垫片,所述垫片上连接有螺栓, 所述螺栓拧入所述圆柱凸台中,将所述通用刀柄与所述铣刀刀头锁紧连接。 进一步地,所述锥形孔、所述锥形涨紧套和所述圆柱凸台同轴。 进一步地,所述锥形涨紧套的外径从上至下渐缩,顶部的外径大于底部的外径,所 3 CN 111570882 A 说 明 书 2/3 页 述锥形涨紧套的外表面与所述铣刀刀头的锥形孔接触,内表面与所述通用刀柄的圆柱凸台 接触;所述铣刀刀头的底部与所述通用刀柄的上端面贴紧连接,为无间隙配合。 较现有技术相比,本发明具有以下优点: 1、本发明提供的大直径刀具自定心装夹结构,实现铣刀刀头与通用刀柄的自定心 配合,该铣刀中心孔为锥形孔,采用锥形涨紧套实现中心和端面双定位,使得刀具夹持更可 靠,可以在不改变传统刀柄结构的情况下实现铣刀刀头与刀柄之间严格同轴。 2、本发明提供的大直径刀具自定心装夹结构,通过简便易行且有效的方式,提高 了此类铣刀的加工精度和安装精度,扩大了此类刀具的应用场景,使其可以应用于零件的 精加工。 综上,应用本发明的技术方案能够解决现有技术中的现有大直径铣刀与通用刀柄 之间通过直孔来确定铣刀的中心位置,为了方便铣刀的拆装、同时考虑到铣刀实际制造中 可能存在的误差,铣刀与通用刀柄之间的孔轴配合一般采用间隙配合,因此导致了铣刀与 刀柄之间不完全同轴,限制了此类刀具一般只能用于零件的粗加工的问题。 基于上述理由本发明可在机械加工等领域广泛推广。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发 明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以 根据这些附图获得其他的附图。 图1为本发明的结构示意图。 图2为本发明自定心铣刀的爆炸图。 图3为本发明自定心铣刀的剖视图。 图中:1、通用刀柄;2、铣刀刀头;3、锥形涨紧套;4、垫片;5、螺栓。











