
技术摘要:
本发明涉及焊接技术领域,公开了一种电阻焊接设备及热管的焊接方法,电阻焊接设备用于对管组件进行焊接,管组件包括主管以及设置于主管内的内衬管,电阻焊接设备包括第一焊接机头、第二焊接机头和电控装置,第一焊接机头包括第一电极棒,管组件可转动地套设在第一电极 全部
背景技术:
随着科技技术的快速发展和人们生活的丰富,电子产品给人们的生活带来了极大 便利,其中电子产品的散热是电子产品研发的一个重要难题,随着电子产品功能的增多,电 子产品的发热量越来越大,为了解决电子产品的散热问题,目前已经大量涌现超薄热管在 电子产品中的应用。 超薄热管包括主管以及贴附于主管内壁的毛细结构,在使用超薄热管散热时,热 管内填充有冷却介质,冷却介质在热端受热后通过毛细结构使冷却介质冷却回流,以实现 散热的目的。超薄热管和普通热管的区别在于超薄热管的管壁总厚度更薄,散热效果更好。 通常热管采用烧网工艺将毛细结构与主管焊接为一体结构,由于超薄热管总厚度较薄,在 烧网生产过程中主管的管壁变软,无法保持主管的硬度,导致热管变形,给后续加工带来很 大困难;而且主管内壁和毛细结构的结合度容易出现不良。
技术实现要素:
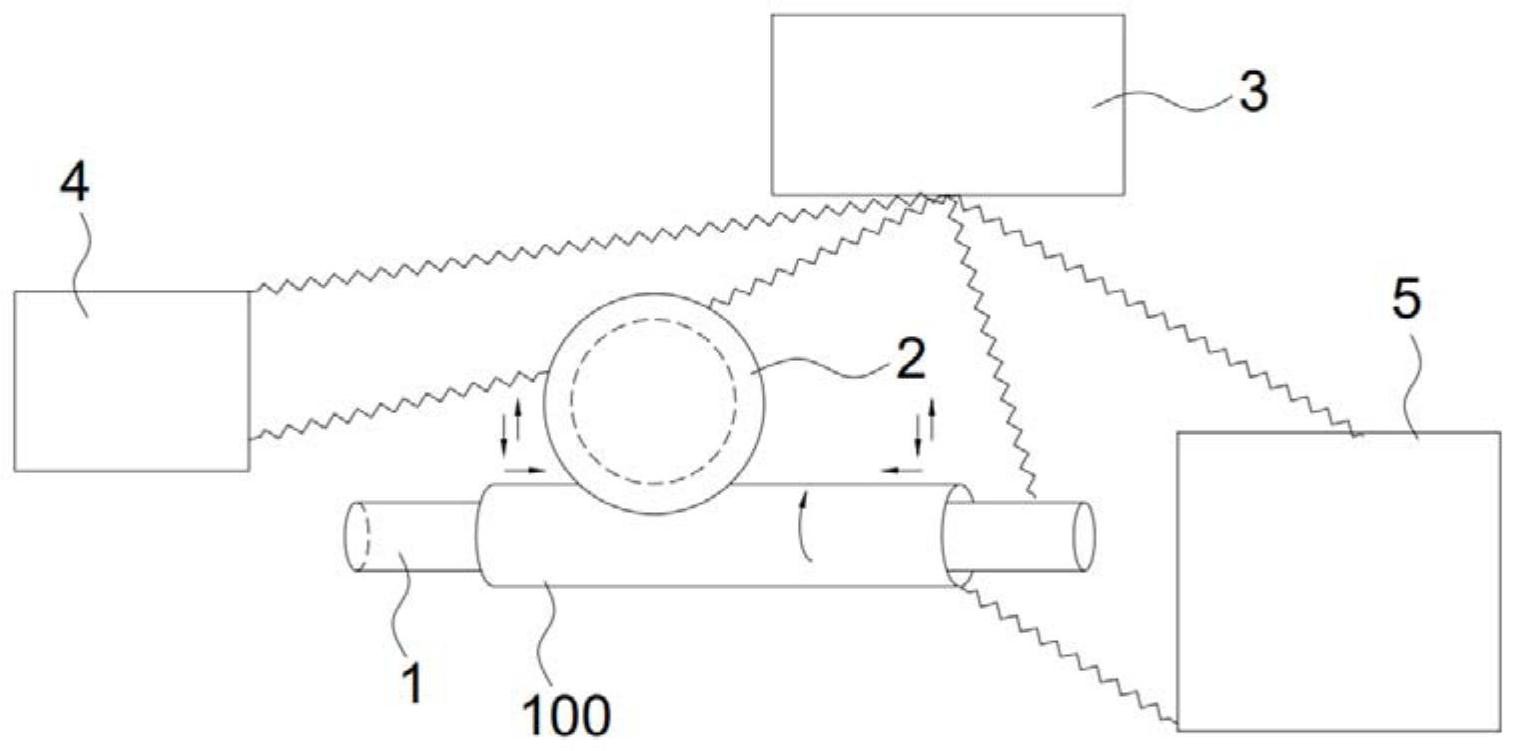
本发明的目的在于提供一种电阻焊接设备及热管的焊接方法,焊接后接合良好, 而且无需对管组件进行加热处理,保持管组件的硬度,避免管组件发生变形。 为达此目的,本发明采用以下技术方案: 本发明提供一种电阻焊接设备,用于对管组件进行焊接,所述管组件包括主管以 及设置于主管内的内衬管,所述电阻焊接设备包括: 第一焊接机头,包括第一电极棒,所述管组件可转动设置地套设在所述第一电极 棒上; 第二焊接机头,包括第二电极,所述第二电极被配置为能够将所述管组件抵紧于 所述第一电极棒和所述第二电极之间,并沿所述第一电极棒的轴线方向往复运动; 电控装置,通过输出电缆与所述第一电极棒和所述第二电极电性连接。 该电阻焊接设备通过将管组件套设在第一电极棒上,在焊接时,第二电极能够将 管组件抵紧于第一电极棒和第二电极之间,并沿第一电极棒的轴线方向往复运动,以将管 组件的轴线方向的局部焊接,通过管组件的转动实现管组件的周向侧壁的焊接,保障了管 组件焊接后接合良好,而且无需对管组件进行加热处理,保持管组件的硬度,避免发生变 形。 作为上述电阻焊接设备的一种优选方案,所述第二电极沿所述第一电极棒的轴线 方向滚动设置。 通过第二电极沿第一电极棒的轴线方向滚动设置,降低了第二电极与管组件的摩 擦力,有利于第二电极的运动。 作为上述电阻焊接设备的一种优选方案,所述第二电极的周向设置有环形槽,所 3 CN 111590180 A 说 明 书 2/6 页 述环形槽与所述管组件的外臂形成弧面配合。 通过在第二电极的周向设置环形槽,弧形槽与管组件的外臂形成弧面配合,增大 第一电极棒和第二电极之间的放电面积。 作为上述电阻焊接设备的一种优选方案,所述第一电极棒的长度大于等于所述管 组件的长度,所述第一电极棒的外径小于所述管组件的内径。 通过上述设置能够对整个长度方向的管组件的进行焊接,通过将第一电极棒的外 径小于等于管组件的内径,便于第一电极棒的安装,也便于管组件的转动,以实现管组件的 周向焊接。 作为上述电阻焊接设备的一种优选方案,所述电阻焊接设备还包括: 第一驱动机构,与所述电控装置电连接,所述第一驱动机构被配置为驱动所述第 二焊接机头靠近或远离所述管组件,并驱动所述第二电极沿所述第一电极棒的轴线方向运 动。 通过第一驱动机构能够实现对第二焊接机头的靠近或远离管组件,以实现第一电 极棒、第二电极、管组件及电控装置形成焊接回路,操作方便,容易控制;而且还能够驱动第 二电极沿第一电极棒的轴线方向运动,以实现管组件的沿其轴线方向的焊接。 作为上述电阻焊接设备的一种优选方案,所述电阻焊接设备还包括: 第二驱动机构,与所述电控装置电连接,所述第二驱动机构的输出端与所述管组 件相连,以驱动所述管组件转动。 第二驱动机构的设置能够实现管组件的转动,以实现对管组件的周向侧壁的焊 接。 本发明还提供一种热管的焊接方法,采用上述的电阻焊接设备,用于对管组件为 热管的结构进行焊接,包括以下步骤: 将所述第一电极棒穿入于所述管组件内; 通过所述第二电极将所述管组件抵紧于所述第一电极棒和所述第二电极之间,并 与所述电控装置的焊接电源形成焊接回路; 所述第二电极沿所述第一电极棒的轴线方向往复运动; 所述第一电极棒转动预设角度以对所述管组件的周向侧壁进行焊接。 该热管的焊接方法,将第一电极棒穿设在管组件内,通过第二电极将管组件抵紧 于第一电极棒和第二电极之间,并与电控装置的焊接电源形成焊接回路,第二电极沿第一 电极棒的轴线方向往复移动,以实现管组件的沿其轴线方向的局部焊接,第一电极棒转动 预设角度以对管组件的周向侧壁进行焊接,焊接过程简便,保障了管组件焊接后接合良好, 而且无需对管组件进行加热处理,保持管组件的硬度,避免发生变形。 作为上述热管的焊接方法的一种优选方案,所述第二电极沿所述第一电极棒的轴 线方向在所述管组件的两端之间往复滚动。 通过第二电极沿第一电极棒的轴线方向在管组件的两端之往复滚动,降低了第二 电极与管组件的摩擦力,有利于第二电极的运动。 作为上述热管的焊接方法的一种优选方案,所述预设角度小于等于所述第二电极 与所述管组件的外壁形成接触弧面的弧度。 该设置便于使得焊接质量较好,避免出现漏焊的情况。 4 CN 111590180 A 说 明 书 3/6 页 作为上述热管的焊接方法的一种优选方案,当所述管组件转动预设角度的总和大 于等于360°时,焊接停止。当管组件转动预设角度的总和大于等于360°时,焊接停止,从而 实现管组件整周的焊接,焊接牢固。 本发明的有益效果: 本发明提供了一种电阻焊接设备,通过将管组件套设在第一电极棒上,在焊接时, 第二电极能够将管组件抵紧于第一电极棒和第二电极之间,并沿第一电极棒的轴线方向往 复运动,以将管组件的轴线方向的局部焊接,通过管组件的转动实现管组件的周向侧壁的 焊接,保障了管组件焊接后接合良好,而且无需对管组件进行加热处理,保持管组件的硬 度,避免发生变形。 本发提供了一种热管的焊接方法,将第一电极棒穿设在管组件内,通过第二电极 将管组件抵紧于第一电极棒和第二电极之间,并与电控装置的焊接电源形成焊接回路,第 二电极沿第一电极棒的轴线方向往复移动,以实现管组件的沿其轴线方向的局部焊接,第 一电极棒转动预设角度以对管组件的周向侧壁进行焊接,焊接过程简便,保障了管组件焊 接后接合良好,而且无需对管组件进行加热处理,保持管组件的硬度,避免发生变形。 附图说明 图1是本发明提供的管组件的结构示意图; 图2是本发明提供的主管和内衬管的待装配结构示意图; 图3是本发明提供的电阻焊接设备的结构示意图; 图4是本发明提供的电阻焊接设备焊接时第一电极棒、第二电极以及管组件的结 构示意图; 图5是本发明提供的第二电极的侧视图; 图6是本发明提供的第二电极的剖视图。 图中: 1、第一电极棒;2、第二电极;3、电控装置;4、第一驱动机构;5、第二驱动机构;21、 环形槽; 100、管组件;101、主管;102、内衬管。











