
技术摘要:
本发明提出了一种基于面阵相机的零件连续计数方法及装置,包括步骤如下:包括:通过面阵相机获取零件下落时的图像;通过局部自适应二值化分离图像中的零件和背景,提取出零件轮廓;通过距离变换后二值化去除图像中零件粘连情况,分离出零件轮廓;通过几何矩计算零件轮 全部
背景技术:
现在的零件产品都是按数量进行包装,包装数量过多,会造成企业较大的成本损 失;而包装数量的不足会导致客户的投诉,影响企业形象,所以就要求对零件产品进行精确 计数包装。现在传统的计数包装设备主要有称重式和光电式两种。对于物料重量有差异、单 包数量多的产品称重式包装设备则无法准确的进行计数包装;而光电式计数包装设备则对 重叠产品无法准确计数且计数效率低,计数成本高。 相对于传统的零件计数方式,采用机器视觉对零件计数兼具速度和精度,目前的 基于面阵相机的零件计数方法无法对高速运动的,形状不规则且运动速度不可知的零件进 行高速准确的连续计数。 公开号为CN102254222B,专利名称为《棒材进行计数的方法及装置》的发明专利中 所涉及的计数方法对于横截面是圆形的棒材可以进行连续的运动计数,但是由于大多数的 零件在相机中的投影都不是圆形,零件在运动的过程中可能翻转,形变,以及位置突变等。 在这种情况下,上述专利的方法就不能很好的计数。
技术实现要素:
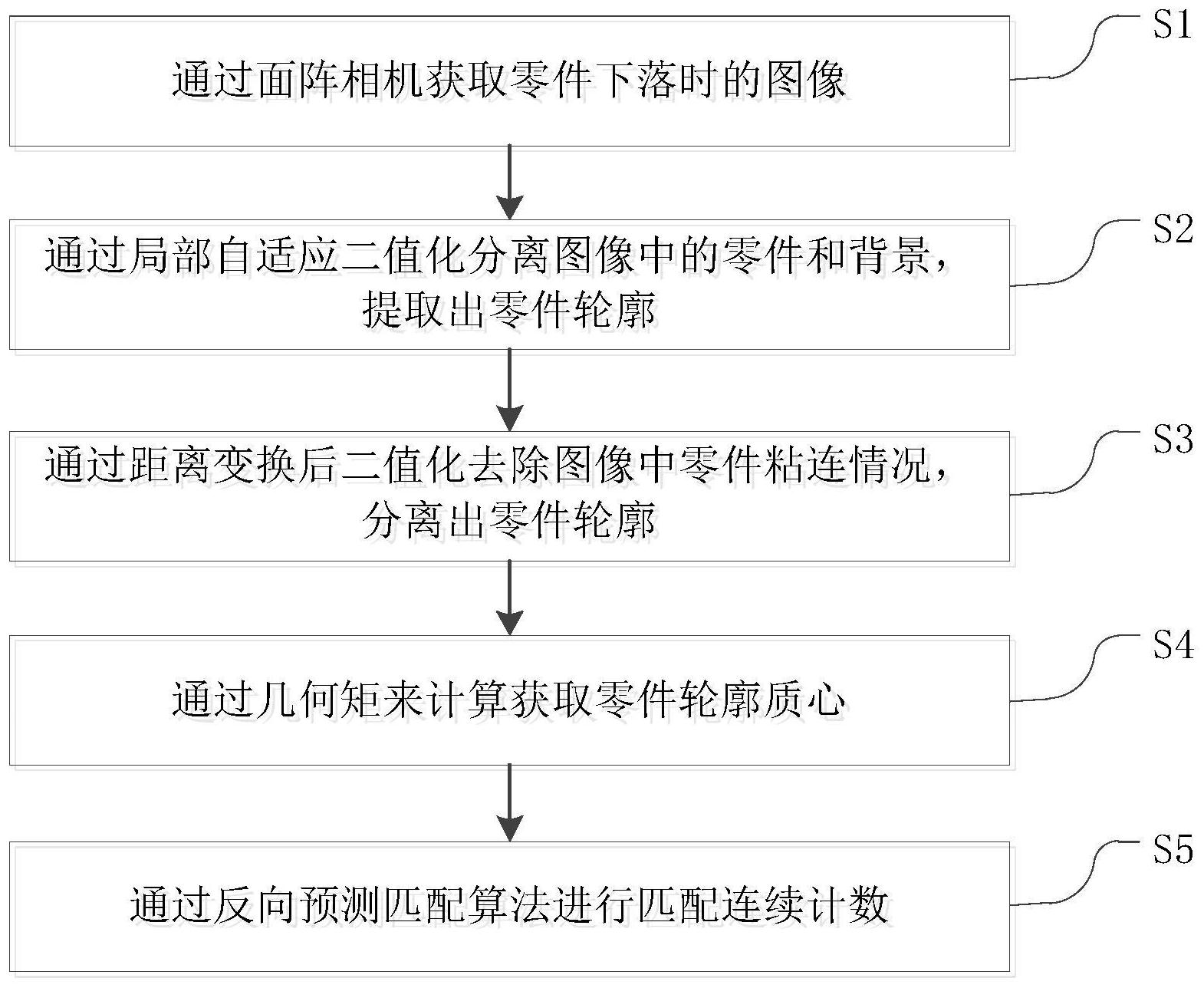
本发明的目的在于提供一种基于面阵相机的零件连续计数方法及装置,从而解决 现有技术中的基于面阵相机的零件计数方法无法对高速运动的,形状不规则且运动速度不 可知的零件进行高速准确的连续计数。 为了解决上述技术问题,一方面,本发明所提出了一种基于面阵相机的零件连续 计数方法,包括步骤如下: 通过面阵相机获取零件下落时的图像; 通过局部自适应二值化分离图像中的零件和背景,提取出零件轮廓; 通过距离变换后二值化去除图像中零件粘连情况,分离出零件轮廓; 通过几何矩计算零件轮廓质心; 通过反向预测匹配算法进行匹配连续计数; 其中,所述反向预测匹配算法包括: 首先,以图像的左上角为原点,水平方向为x轴,正方向朝右,竖直方向为y轴,正方 向朝下,寻找上一帧中纵坐标最小的质心A在当前帧中出现的位置; 然后在当前帧中对这个位置以上的目标进行计数; 最后,找出上一帧中竖直方向距离质心A较近的质心,并用反向预测匹配法找到它 们在当前帧中的位置,如果在当前帧中这些质心有跑到A的匹配质心之上的,则在计数后减 去这部分质心。 4 CN 111598873 A 说 明 书 2/8 页 在上述技术方案的基础上,优选的,所述寻找上一帧中纵坐标最小的质心A在当前 帧中出现的位置,包括:排除当前帧中与A水平方向相差较远的质心,以及坐标比A小的质 心,留下的为候选匹配质心;依次假设A和候选匹配质心中的其中一个质心匹配,根据此质 心与A的位置关系推算出当前帧中所有质心在上一帧中的位置,并和实际的上一帧中的所 有相应质心位置做比较,计算匹配误差R,取匹配误差最小的相应候选匹配质心作为指定A 在当前帧中的匹配值。 在上述技术方案的基础上,优选的,根据此质心与A的位置关系推算出当前帧中所 有质心在上一帧中的位置,并和实际的上一帧中的所有相应质心位置做比较,计算匹配误 差R,具体方法包括: 首先计算 公式如下: 其中: ni:当前帧中除过a的任意质心。 LAa:A和a的纵坐标距离。 ni在从上一帧到当前帧的移动距离,此距离是根据假设A在当前帧的匹配质 心为a时推算的结果; Ha:质心a到零件下落边缘或起始位置的距离; 前帧中其他任意质心ni到零件下落边缘或起始位置的距离; 在得到 后便可以推算出当前帧中所有质心在上一帧中的位置Ni,然后再将此 推算位置和上一帧中所有质心的实际位置作比较,计算匹配误差R,方法如下: 得到 后使用当前帧中ni的纵坐标减去 横坐标不变,得到Ni的坐标,寻 找横坐标和Ni相近并且纵坐标距离Ni最近的质心Ni′,并计算Ni′到Ni的距离 对当前帧中每一个质心ni求 并相加得到DNN′,即: 而匹配误差R的计算公式为: R=DNN′ k×XAa (3) 其中: XAa:A和a横坐标的距离; k:权重系数,可以由实验取合适值;至此,计算出匹配误差R。 另一方面,本发明提出了一种基于面阵相机的小型零件连续计数装置,包括: 机架; 送料单元,设置在机架顶部,所述送料单元包括下料斗、震动输送装置及透明导料 板,所述震动输送装置位于下料斗的出口处用于将下料斗内的零件输送至透明导料板上, 所述透明导料板倾斜设置在机架上; 5 CN 111598873 A 说 明 书 3/8 页 出料单元,设置在机架底部,用于接收来自透明导料板上落下的零件; 识别单元,包括一个面阵相机及背光源,所述面阵相机位于透明导料板下方,所述 背光源位于透明导料板上方; 数据处理单元,用于与识别单元相连接,并对识别单元的识别数据进行采集和处 理,完成物料的计数。 在上述技术方案的基础上,优选的,所述震动输送装置包括两组震动单元,所述震 动单元包括一级震动托盘、二级震动托盘及震动源,所述一级震动托盘设置于下料斗下方, 所述二级震动托盘一端设置在一级震动托盘下方,另一端延伸至透明导料板上方,所述一 级震动托盘及二级震动托盘均连接所述震动源。 进一步,优选的,所述二级震动托盘与水平面所呈夹角大于一级震动托盘与水平 面所呈夹角。 进一步,优选的,所述二级震动托盘的一侧设置有V型槽,所述V型槽与二级震动托 盘另一侧形成的出口边缘设置有挡板。 进一步,优选的,所述透明导料板上设置有用于区分零件种类的隔板。 在上述技术方案的基础上,优选的,还包括显示和触控单元,所述显示和触控单元 与数据处理单元电连接。 本发明相对于现有技术具有以下有益效果: 本发明公开的基于面阵相机的零件连续计数方法和装置,在对零件计数中,零件 在下落时快速的通过面阵相机视野,要实现连续的计数,必须知道上一帧中某个零件在下 一帧中出现的位置,才能确定两帧图像中所有目标的位移关系。该计数方法通过反向预测 匹配算法找出上一帧中最高的目标在当前帧中的位置,然后在当前帧中对此位置以上的目 标进行计数。由于本方法是通过分析不同零件的质心运动规律来进行匹配的,而对于任意 形状的零件,都可以找到中心。即便零件在下落或者运动的过程中发生翻转从而形状改变, 但其质心总是较为稳定的,因此对于不规则形状的零件都可以进行高速的连续计数。且该 算法具有更好的鲁棒性,可以对高速运动通过相机视野的零件进行准确的计数,其中零件 可以是任意形状,并且不需要知道零件的运动速度,零件的运动速度可以任意,运动方向大 体朝一个方向。并且算法计算量小,耗时短,可以对高速下落的零件进行准确的计数。该装 置通过设置震动输送装置,可以将零件进行分散,避免零件在下落过程中造成重叠引起计 数误差,同时该计数装置使用一个相机可以同时对多种不同零件进行并行的分别计数,在 节约成本的同时也提高了效率。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以 根据这些附图获得其他的附图。 图1为本发明所公开的计数方法的流程图; 图2为本发明所公开的步骤S2的图像示意图; 图3为本发明距离变化后的图像示意图; 6 CN 111598873 A 说 明 书 4/8 页 图4为本发明二值化后的图像示意图; 图5为本发明上一帧的图像示意图; 图6为本发明当前帧的图像示意图; 图7为本发明所公开的计数装置的立体结构示意图; 图8为本发明所公开的计数装置的立体结构示意图; 图9为本发明所公开的震动输送装置的结构示意图; 图10为本发明所公开的震动输送装置的结构示意图。











