
技术摘要:
本公开涉及一种用于对构件进行真空成型的模具组件。模具组件包括:多个支承板;以及多个模具板,其可移除地联接到多个支承板。多个模具板堆叠并且可移除地联接在一起,以形成构造成用于形成构件的模具。各个模具板包括:第一表面,其部分地限定模具的顶表面;第二表面 全部
背景技术:
风力被认为是目前可用的最清洁、对环境最友好的能源之一,并且,在这点上,风 力涡轮已得到越来越多的关注。现代的风力涡轮典型地包括塔架、安装于塔架上的机舱、定 位于机舱中的发电机以及一个或多个转子叶片。一个或多个转子叶片使用已知的翼型件原 理来使风的动能转换成机械能。传动系将来自转子叶片的机械能传送到发电机。然后,发电 机使机械能转换成可供应到公用电网的电能。 各个转子叶片大体上包括多种壳部分,诸如沿着转子叶片的前缘和后缘结合在一 起的压力侧壳和吸力侧壳。壳使用合适的模具来形成。例如,在某些情况下,模具可经由砂 型铸造来形成。然而,考虑到许多风力涡轮转子叶片的大尺寸,这样的砂型铸造操作是昂贵 的,由此增加了风力涡轮的总体成本。此外,使所有的真空管线、加热管线以及冷却管线集 成到砂型铸造模具中是耗时且昂贵的。另外,当转子叶片的设计改变时,这样的模具难以修 改。照此,当作出对转子叶片设计的修改时,需要新模具。 因此,改进的真空成型模具组件和用于产生真空成型模具组件的方法将在本领域 中受欢迎。
技术实现要素:
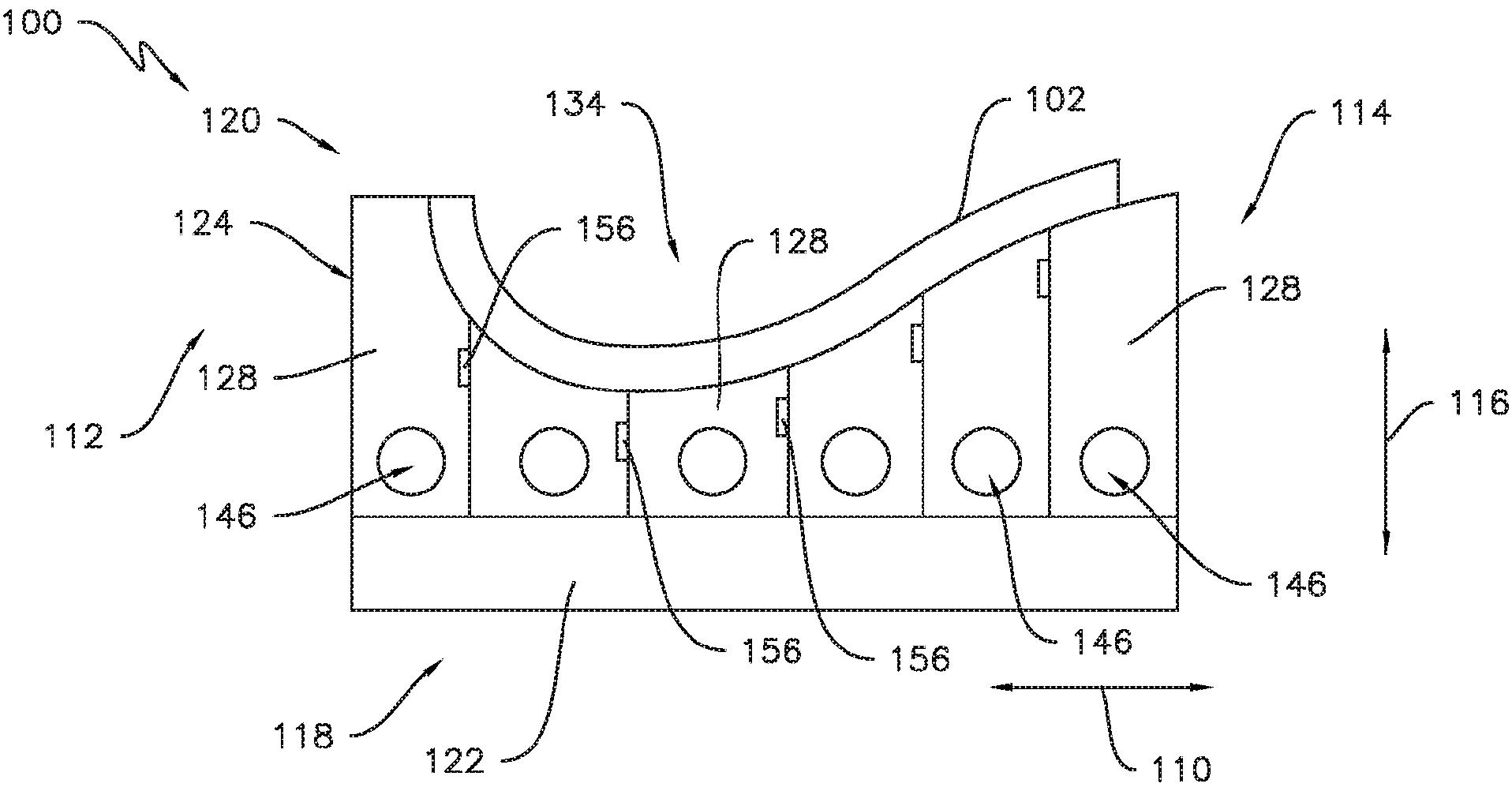
本技术的方面和优点将在以下描述中得到部分阐述,或可根据描述而为显然的, 或可通过实践本技术而了解。 在一个方面,本公开涉及一种用于对构件进行真空成型的模具组件。模具组件包 括:多个支承板;以及多个模具板,其可移除地联接到多个支承板。多个模具板堆叠并且可 移除地联接在一起,以形成构造成用于形成构件的模具。各个模具板包括:第一表面,其部 分地限定模具的顶表面;第二表面,其与第一表面间隔开;第三表面,其从第一表面延伸到 第二表面;以及第四表面,其与第三表面间隔开,并且从第一表面延伸到第二表面。多个模 具板中的一个或多个限定下者中的至少一个:对应的第三表面中的多个凹槽,其从对应的 第一表面延伸到对应的第二表面,模具板中的一个或多个的第三表面与相邻的模具板的第 四表面接触,使得各个凹槽在模具内形成真空通路;对应的第四表面中的多个凹槽,其从对 应的第一表面延伸到对应的第二表面,模具板中的一个或多个的第四表面与相邻的模具板 的第三表面接触,使得各个凹槽在模具内形成真空通路;或一个或多个流体通路和多个真 空通道,多个真空通道使对应的流体通路中的一个和模具腔流体联接。 在另一方面,本公开涉及一种用于产生真空成型模具组件的方法。方法包括使多 个模具板堆叠在一起。各个模具板包括:第一表面;第二表面,其与第一表面间隔开;第三表 面,其从第一表面延伸到第二表面;以及第四表面,其与第三表面间隔开,并且从第一表面 5 CN 111587174 A 说 明 书 2/11 页 延伸到第二表面。多个模具板中的一个或多个限定下者中的至少一个:对应的第三表面中 的多个凹槽,其从对应的第一表面延伸到对应的第二表面;对应的第四表面中的多个凹槽, 其从对应的第一表面延伸到对应的第二表面;或一个或多个流体通路和多个真空通道,多 个真空通道流体联接到流体通路中的一个。方法还包括在堆叠之后使多个模具板可移除地 联接在一起以形成模具。多个模具板中的一个或多个的第一表面构造成部分地限定模具的 顶表面,其中模具腔构造成形成第一构件。在联接之后,模具板中的一个或多个的第三表面 与相邻的模具板的第四表面接触,使得当一个或多个模具板限定对应的第三表面或对应的 第四表面中的多个凹槽时,各个凹槽在模具内形成真空通路。 在另外的方面,本公开涉及一种用于产生构造成形成风力涡轮的转子叶片构件的 真空成型模具组件的方法。方法包括提供多个模具板。各个模具板包括:第一表面;第二表 面,其与第一表面间隔开;第三表面,其从第一表面延伸到第二表面;以及第四表面,其与第 三表面间隔开,并且从第一表面延伸到第二表面。方法还包括形成下者中的至少一个:对应 的第三表面中的多个凹槽,其从对应的第一表面延伸到对应的第二表面;对应的第四表面 中的多个凹槽,其从对应的第一表面延伸到对应的第二表面;或一个或多个流体通路和多 个真空通道,多个真空通道流体联接到流体通路中的一个。方法进一步包括:使多个模具板 堆叠在一起;以及在堆叠之后,使多个模具板可移除地联接在一起,以产生构造成形成转子 叶片的部分的模具。模具板中的一个或多个的第三表面与相邻的模具板的第四表面接触, 使得当一个或多个模具板限定对应的第三表面或对应的第四表面中的多个凹槽时,各个凹 槽在模具内形成真空通路。另外,方法包括将模具腔机加工到多个模具板中的一个或多个 的第一表面中。 参考以下描述和所附权利要求书,本技术的这些和其它特征、方面和优点将变得 更好理解。并入本说明书中并构成其部分的附图图示了本技术的实施例,并与描述一起用 来解释本技术的原理。 附图说明 在参考附图的说明书中阐述了本技术(包括其最佳模式)的针对本领域普通技术 人员的完整且能够实现的公开,在附图中: 图1是根据本公开的方面的风力涡轮的一个实施例的透视图; 图2是根据本公开的方面的风力涡轮的模块化转子叶片的一个实施例的透视图; 图3是根据本公开的方面的图2中所示出的模块化转子叶片的分解视图; 图4是根据本公开的方面的模块化转子叶片的前缘节段的一个实施例的横截面视图; 图5是根据本公开的方面的模块化转子叶片的后缘节段的一个实施例的横截面视图; 图6是根据本公开的方面的图2的模块化转子叶片的横截面视图; 图7是根据本公开的方面的图2的模块化转子叶片的横截面视图; 图8是根据本公开的方面的用于在形成转子叶片的壳中使用的真空成型模具组件的一 个实施例的俯视图,特别地图示了部分地形成模具组件的多个模具板; 图9是根据本公开的方面的图8中所示出的真空成型模具组件的侧视图,特别地图示了 限定模具腔的模具组件的多个模具板; 图10是根据本公开的方面的图8和图9中所示出的真空成型模具组件的后视图,特别地 6 CN 111587174 A 说 明 书 3/11 页 图示了模具组件的多个支承板; 图11是根据本公开的方面的图8-10中所示出的真空成型模具组件的仰视图,特别地图 示了由模具组件限定的多个真空通路; 图12是根据本公开的方面的模具板的一个实施例的侧视图,特别地图示了模具板的多 种表面; 图13是根据本公开的方面的图12中所示出的模具板的正视图,特别地图示了限定多个 凹槽的模具板; 图14是根据本公开的方面的模具板的另一实施例的侧视图,特别地图示了多个流体通 路; 图15是根据本公开的方面的图14中所示出的模具板的横截面视图,特别地图示了限定 狭槽的模具板; 图16是根据本公开的方面的图8-11中所示出的真空成型模具组件的横截面视图,特别 地图示了与由模具组件限定的真空室流体连通的多个真空通路; 图17是根据本公开的方面的真空成型组件的一个实施例的俯视图,特别地图示了模具 组件的多个模具板中的第一模具板的移除; 图18是根据本公开的方面的真空成型组件的一个实施例的俯视图,特别地图示了将替 换模具板安装到模具组件中; 图19是根据本公开的方面的在修改之前的从模具组件移除的第一模具板和在修改之 后的第二模具板的侧视图;以及 图20是图示根据本公开的方面的用于产生真空成型组件的方法的一个实施例的流程 图。 本说明书和附图中的参考字符的重复使用旨在表示本技术的相同或相似的特征 或元件。











