
技术摘要:
本发明公开了一种快速探测型钢轧辊V型槽底部全周向裂纹深度的测试装置和测试方法,该装置包括一可定位于轧辊辊转轴上并可沿该轴相对转动的环座体,所述环座体具有一第一臂和一第二臂,所述第一臂上设有用于发射探测信号的第一超声波传感器,所述第二臂上设有用于接收所 全部
背景技术:
目前,型钢及条钢生产厂家利用异形有孔型轧辊生产棒材或小方坯时,经轧制一 定量产品后,在型钢轧辊的孔型处,如V型槽底部会出现开裂情况,如果不及时处理,在生产 过程中就会断裂并造成事故,观察V型辊外观、端部、裂纹及断裂后形态,其中最深的裂纹大 多存在于V型槽底中心位置,且此处裂纹越深,危害越大,有些开裂处,深度可达几十毫米。 由于此类轧辊自重较重,适合的方式比较局限。 而现有技术中,虽然有关钢材裂纹深度探测的技术方法较多,但对于型钢轧辊V型 辊的裂纹深度探测,由于外形、尺寸及裂纹深度情况的限制,使用着色、磁法检测深度存在 一定难度。目前,业内一般采用交流电位法,但是存在材质和深度数据需要校准,检测纯手 工操作,每次只能测一个位置,效率很低等缺点,并且该方法受干扰因素多,可靠性也较差。 另一方面,有关表面开口裂纹的检测方法,有声表面波传播时间测量法、裂缝尖端 的端部回波测量法等,这些方法大多用在平面钢材上下表面不穿透类型裂纹的开裂深度探 测方面,在涉及到衍射信号探测时候,探测形式多采取一对相同参数的超声传感器裂纹两 侧进行不同形式的测量。在应用在型钢轧辊V 型辊靠近V型槽底有弧度的表面时,如果采用 类似方法,则需要对超声传感器接触面做出适应被测工件弧面的处理,以利于声波传入工 件。而V型辊槽底裂纹深浅不定,如果采用诸如端部衍射法等通常需要固定角度斜探头入射 声波的方式,则距离槽底远近不同,检测面弧度有所差异,势必给传感器制作造成麻烦。同 时,上述方法在声信号微弱的情况下会导致衍射或反射信号难以辨识而不好使用。
技术实现要素:
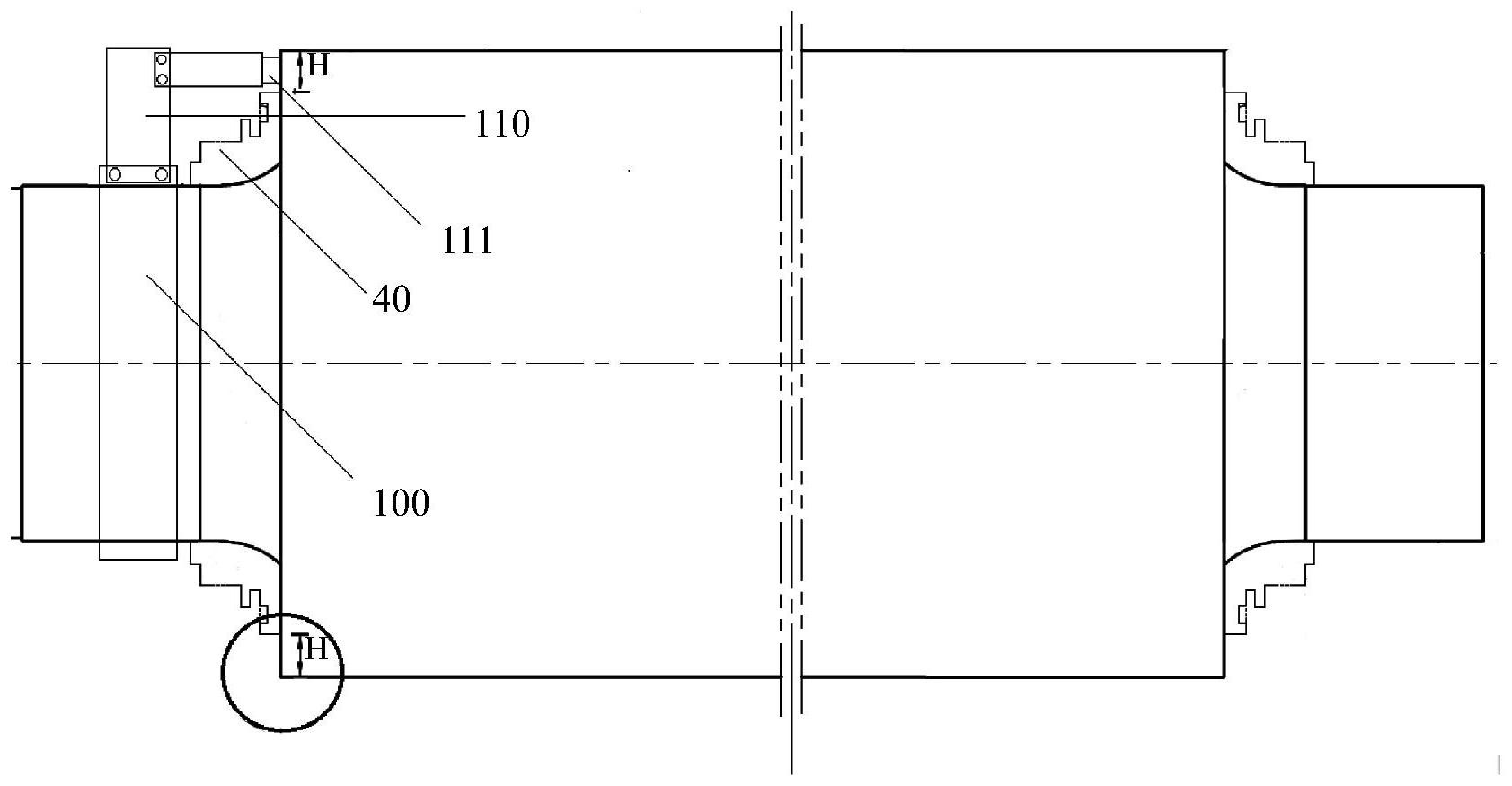
本发明所要解决的技术问题在于提供一种快速测定型钢轧辊V型槽底部全周向裂 纹深度的测试装置,以更方便操作人员实施的方式,在辊身端部不仅能够对型钢轧辊V型辊 孔型底部开裂实施深度探测,还可以使得深度探测不再局限于在某一个位置点,能更方便 地、在生产现场不需要挪动V型辊的情况下,连续完成对轧辊整个槽底一圈所有位置的开裂 深度的探测,实现一次性地对型钢轧辊V型辊V形槽底周身可能存在的所有裂纹深度进行探 测,找出最具危害的开裂深度位置。以彻底有效地进行轧辊能否继续正常使用的前期安全 判断,并为此类轧辊的使用经验积累提供定量评价手段。 其所要解决的技术问题可以通过以下技术方案来实施。 一种快速探测型钢轧辊V型槽底部全周向裂纹深度的测试装置,包括一可定位于 轧辊辊转轴上并可沿该轴相对转动的环座体,所述环座体具有一第一臂和一第二臂,所述 第一臂上设有用于发射探测信号的第一超声波传感器,所述第二臂上设有用于接收所述第 3 CN 111595274 A 说 明 书 2/4 页 一超声波传感器所发射探测信号的第二超声波传感器;所述第一臂和第二臂的相对位置可 调;所述第一超声波传感器和第二超声波传感器设置于轧辊辊肩以外的轧辊侧壁处,所述 第一超声波传感器的发射位置点与所述第二超声波传感器的接收位置点距离轧辊轴线的 距离相等,并且,所述发射位置点和接收位置点两点的连线与V型槽底所形成的圆在同一轧 辊断面上的投影相交叉。 作为本技术方案的进一步改进,所述发射位置点和接收位置点两点的连线与V型 槽底所形成的圆在同一轧辊断面上的投影相切。 也作为本技术方案的进一步改进,所述第一超声波传感器所发射的超声波频率范 围在1MHz-5MHz之间。 还作为本技术方案的改进,所述第一超声波传感器所发射的超声波为纵波或横 波。 同样作为本技术方案的进一步改进,所述发射位置点距离轧辊侧壁边缘 57mm范 围内。 作为该技术方案的优选实施例之一,所述第一超声波传感器所发射超声波到达V 型槽底时,其设定声场宽度大于环状开裂面预估宽度。 作为该技术方案的另一优选实施例,所述环座体为一支架体,所述支架体设置有 可贴合轧辊辊面滑动的滚轮;所述第一臂和第二臂为两个可相对所述支架体沿横向和竖向 移动的杆体。 还作为该技术方案的另一优选实施例,所述发射位置点和接收位置点相对于所述 轧辊轴线的距离可调节。该设置可以保证在辊面出现磨损后通过调整该距离来实现检测的 准确度和更具有针对性。 本发明所要解决的另一技术问题在于一种上述测试装置快速探测型钢轧辊V型槽 底部全周向裂纹深度的测试方法。 为了实现上述方法,本发明包括如下步骤: 1)、依据轧辊使用及磨损情况设定和调整好所述第一超声波传感器和第二超声波 传感器的位置; 2)、沿轧辊转轴转动环座体,选取不同的周向位置进行扫查。 采用上述技术方案的快速测定型钢轧辊V型槽底部全周向裂纹深度的装置和方 法,可以解决目前型钢轧辊V型辊的槽底裂纹无法高效便捷地在现场得到探测的问题。通过 该方法,在辊身端部不仅能够对型钢轧辊V型辊孔型底部开裂实施深度探测,还可以使得深 度探测不再局限于某一个位置点的结果,而是更方便地、在生产现场不需要挪动V型辊的情 况下,连续完成对轧辊整个槽底一圈所有位置的开裂深度的探测,实现一次性地对型钢轧 辊V型辊V形槽底周身可能存在的所有裂纹深度进行探测。 附图说明 图1为本发明快速测定型钢轧辊V型槽底部全周向裂纹深度方法中的功能位置侧 视图; 图2为本发明快速测定型钢轧辊V型槽底部全周向裂纹深度方法中的功能位置断 面投影分布图;其中,左侧图为V1孔型侧视图,右侧图为检测区在辊断面上的投影图; 4 CN 111595274 A 说 明 书 3/4 页 图3为本发明测试装置中机械环座及架体其中一种实施例相对于型钢轧辊其中一 个方向的结构示意; 图4为图3另一个方向的结构示意;











