
技术摘要:
本发明公开了一种改善中厚壁无缝钢管在线冷却工艺组织均匀性的控制方法,主要目的是改善在线冷却工艺中厚壁钢管厚度方向上的组织均匀性。本发明的主要技术方案为:该方法通过传送辊道、冷却装置、翻管机构和控制系统实现,该方法通过控制钢管在斜辊道上往返运行,从而 全部
背景技术:
控制冷却技术作为热轧钢材组织性能在线调控的有效手段,能够充分挖掘钢材潜 能、提高钢材细晶强化、析出强化、相变强化的效果,进而改善热轧产品综合性能方面,是开 发高强度、高韧性钢材产品的关键工艺技术。而在热轧无缝钢管领域,长期以来在热轧无缝 钢管生产过程中,定径后采用空冷方式进行冷却。无缝钢管产品组织调控基本依赖合金元 素添加和离线热处理工艺(正火、离线调质等),导致热轧工艺过程除在线常化外,缺乏更为 有效的组织调控工艺手段。而近年来,针对热轧无缝钢管圆形断面特征以及产线布置特点, 已公开了多种形式的在线控制冷却设备及方法。 然而,对于中厚壁钢管来说,在冷却过程中,由于材料固有的冷却传热物理特性, 厚度方向上存在不同程度的温度梯度,从而使得钢管厚度方向上的显微组织存在差异性, 影响钢管的性能。
技术实现要素:
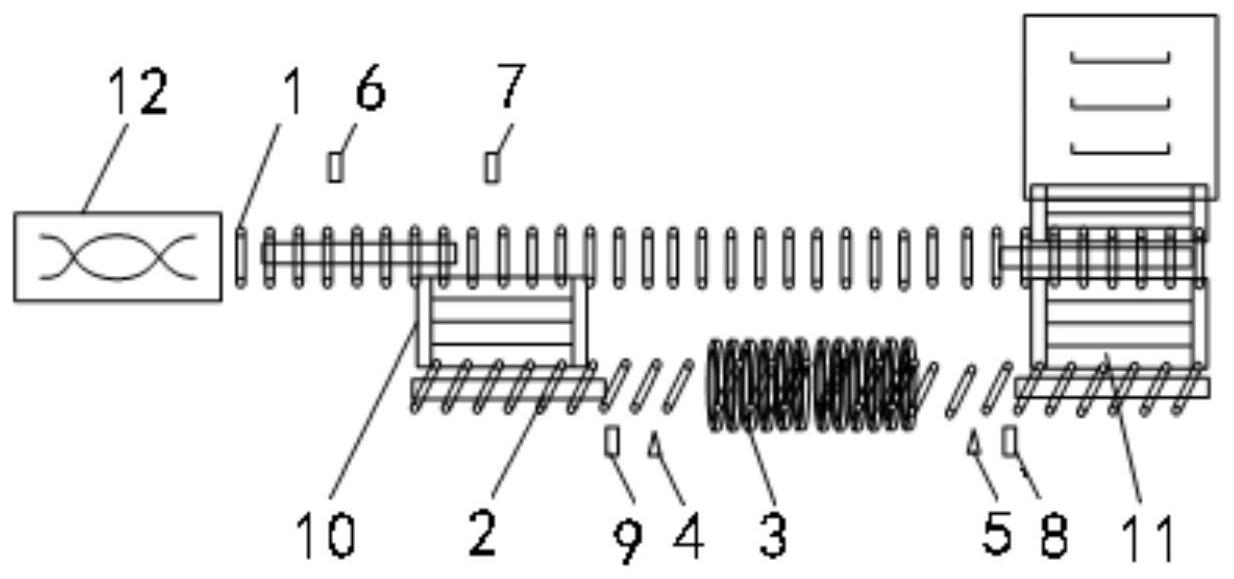
有鉴于此,本发明实施例提供一种改善中厚壁无缝钢管在线冷却工艺组织均匀性 的控制方法,主要目的是改善在线冷却工艺中厚壁钢管厚度方向上的组织均匀性。 为达到上述目的,本发明主要提供如下技术方案: 本发明实施例提供了一种改善中厚壁无缝钢管在线冷却工艺组织均匀性的控制 方法,所述方法通过传送辊道、冷却装置、翻管机构和控制系统实现,所述传送辊道包括设 置于定径机后的直辊道和可变角度的斜辊道,所述直辊道和斜辊道上分别设置有多个高温 计和热金属检测器;所述冷却装置设置于所述斜辊道上,且其包括多个平行设置的冷却喷 水环;所述翻管机构位于所述直辊道和斜辊道之间;所述控制系统分别与所述传送辊道、翻 管机构和冷却装置电连接;所述方法包括: S1、钢管通过定径机后,经直辊道运行至第一金属检测器时,控制系统根据轧线下 发的钢管规格和冷却工艺信息,计算钢管的首道次冷却规程; S2、当所述钢管运行至第二金属检测器时,所述控制系统控制翻管机构将所述钢 管传送至斜辊道,并根据所述首道次冷却规程设定冷却装置中冷却喷水环的开启组态、流 量和水压; S3、当所述钢管运行至第一高温计时,所述控制系统根据所述钢管的实时温度重 新计算并设定当前道次冷却规程,所述钢管以设定速度正向通过所述冷却装置完成一道次 冷却; S4、当所述钢管运行至第三金属检测器时停止,空冷等待,所述控制系统按照下一 道次冷却规程设定冷却装置中冷却喷水环的开启组态、流量和水压,空冷结束后,所述钢管 3 CN 111589880 A 说 明 书 2/6 页 在所述斜辊道上以设定速度反向运行; S5、当所述钢管运行至所述第二高温计时,所述控制系统根据所述钢管的实时温 度,重新计算并设定该道次冷却规程,所述钢管反向通过所述冷却装置,完成二道次冷却, 所述钢管运行至第四金属检测器空冷,并在空冷结束后进行下一道次冷却; S6、重复步骤S3、S4和S5,直至完成所述控制系统确定的冷却道次数,冷后终冷温 度、返红温度达到目标工艺要求,所述钢管被传送至冷床。 进一步地,道次间的间隔空冷时间为3-11s; 当所述钢管的壁厚为25-60mm,终冷温度为550-680℃时,所述钢管的冷却速度为 5-30℃/s,并且每道次冷却过程中的温降逐次减小; 当所述钢管的壁厚小于45mm时,最后一道次温降小于或等于50℃; 当所述钢管的壁厚大于或等于45mm时,最后一道次温降小于或等于35℃。 进一步地,所述步骤S6中所述控制系统确定冷却道次数包括: 所述控制系统根据所述钢管的壁厚和冷却工艺,确定所述钢管的冷却道次数,所 述钢管的冷却道次数为2-5。 进一步地,所述冷却装置的冷却喷水环通过水配管和调节阀组与分流集水管连 通; 所述分流集水管与冷却装置平行布置,且所述分流集水管的长度大于所述冷却装 置的长度至少1.5m。 进一步地,所述分流集水管连通有多个旁通管路,所述旁通管路上设置有调节阀, 所述调节阀用于调节所述旁通管路的开口度大小。 借由上述技术方案,本发明至少具有以下有益效果: 本发明实施例提供的技术方案,通过控制钢管在斜辊道上往返运行,从而实现通 过冷却装置对钢管进行多次冷却,将钢管按照设定的冷却路径冷却至目标温度,实现钢管 厚度方向上温度均匀控制,从而提高了钢管厚度方向上的组织均匀性,进而保证了钢管的 性能。 附图说明 图1为本发明实施例提供的一种在线冷却系统的结构示意图。











