
技术摘要:
本发明公开了一种热轧无缝钢管在线冷却工艺的内壁冷却系统和冷却方法,涉及热轧无缝钢管生产技术领域,主要目的是保证钢管厚度方向的冷却均匀性。该系统包括自动化控制装置、多个喷水装置和至少一个吹气装置;吹气装置包括设置有进气口和多个第一喷嘴的主体,多个第一 全部
背景技术:
实现离线热处理工艺在线化,充分发挥控轧控冷工艺的组织调控作用,是热轧无 缝钢管新产品、新工艺开发的重点方向。目前已公开的热轧无缝钢管在线控制冷却技术,其 冷却过程主要采用对钢管外壁进行喷水冷却的方式,对于壁厚较薄或淬透性较强的钢管有 很好的淬透效果,但对于厚壁钢管以及淬透性较差的钢管,钢管外壁冷却强度较大,而内壁 冷却强度较低,造成内外壁组织不均匀现象,降低了钢管厚度方向的冷却均匀性。
技术实现要素:
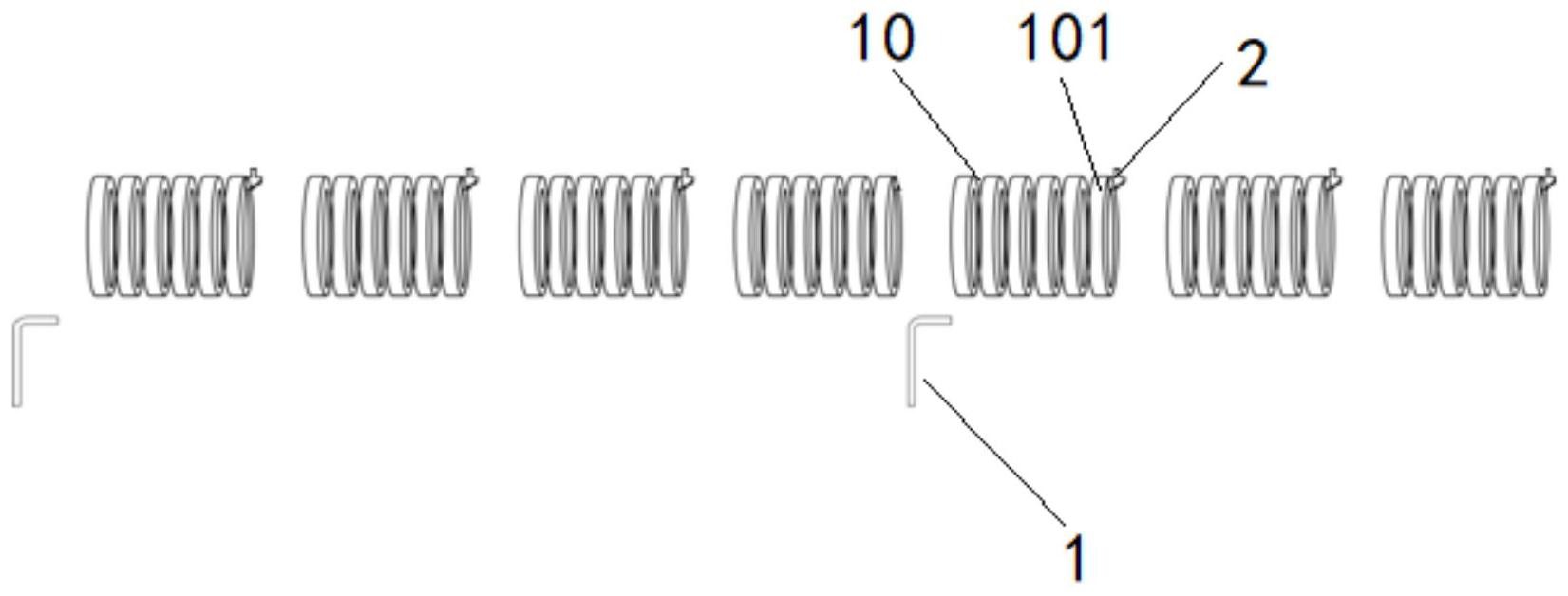
有鉴于此,本发明实施例提供了一种热轧无缝钢管在线冷却工艺的内壁冷却系统 和冷却方法,主要目的是提高钢管内壁冷却强度,避免钢管在线冷却过程中因表面过冷度 较大而使得钢管内外壁组织均匀性较差,从而保证钢管厚度方向的冷却均匀性。 为达到上述目的,本发明实施例主要提供如下技术方案: 一方面,本发明实施例提供了一种热轧无缝钢管在线冷却工艺的内壁冷却系统, 用于安装在热轧无缝钢管在线冷却装置中,包括自动化控制装置、多个喷水装置和至少一 个吹气装置; 所述喷水装置用于设置在所述在线冷却装置的冷却喷环组的入口处、相邻两组冷 却喷环组之间或冷却喷环组的出口处;至少一个所述吹气装置用于对应设置在所述喷水装 置后至少一组所述冷却喷环组的出口端端面顶部; 所述吹气装置包括主体,所述主体上设置有相连通的进气口和多个第一喷嘴,多 个所述第一喷嘴包括第一喷嘴组和第二喷嘴组,所述第一喷嘴组中每个喷嘴的中心线和所 述第二喷嘴组中每个喷嘴的中心线依次分别与水平面具有第一夹角和第二夹角,且所述第 一夹角大于所述第二夹角,所述进气口与压缩气源连通; 所述喷水装置包括升降机构和设置于所述升降机构上的管体,所述管体的一端通 过阀组和水配管与分流集水管连通,另一端设置有喷头,所述喷头具有多个第二喷嘴,多个 所述第二喷嘴分别与所述管体呈角度设置,且所述角度各不相同; 所述自动化控制装置分别与所述压缩气源、喷头和升降机构电连接。 进一步地,所述升降机构上在其行程的两端分别设置有与所述自动化控制装置电 连接的限位开关; 所述升降机构上还设置有与所述自动化控制装置电连接的位移传感器。 进一步地,所述喷头为轴流喷头。 进一步地,所述第一夹角和第二夹角的角度范围均为30-75°。 进一步地,多个所述第二喷嘴分别与所述管体呈角度设置,所述角度的范围为0~ 3 CN 111589884 A 说 明 书 2/5 页 30°。 进一步地,所述压缩气源的压力范围为0.4~1.0Mpa; 所述喷头的喷水压力范围为0.2~0.8Mpa。 另一方面,本发明实施例还提供了一种热轧无缝钢管在线冷却工艺的内壁冷却系 统的冷却方法,包括: 当钢管的尾部到达喷水装置处时,相应热金属检测器下降沿被触发,自动化控制 装置控制所述升降机构带动喷头进行升降运动,使得所述喷头达到预设高度,并控制所述 喷头开启以向所述钢管内喷入冷却水,实现所述钢管的内壁冷却; 当所述自动化控制装置跟踪所述钢管的尾部到达吹气装置处时,控制所述吹气装 置开启而向所述钢管内吹入压缩空气,以提高所述钢管内壁的冷却水的流动速度,从而提 高所述钢管的内壁冷却效率。 借由上述技术方案,本发明至少具有以下有益效果: 本发明实施例提供的技术方案,包括自动化控制装置、多个喷水装置和至少一个 吹气装置;且多个喷水装置用于分别设置在在线冷却装置中相邻两组冷却喷环组之间;至 少一个吹气装置用于对应设置在喷水装置后至少一组冷却喷环组的出口端端面顶部,使得 自动化控制装置可以控制喷水装置向钢管内壁喷射高压冷却水,从而实现钢管的内壁冷 却,同时,自动化控制装置还可以控制吹气装置向喷射冷却水后的钢管内壁吹压缩空气,从 而提高钢管内壁冷却水的流动速度,也就是说,本发明实施例采用喷水装置并配合吹气装 置,不仅可以实现钢管内壁的冷却,还可以加快钢管内壁冷却水的流动速度,有效提高了钢 管内壁的冷却效率和冷却均匀性,保证了钢管厚度方向的冷却均匀性。 附图说明 此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一部分,本申 请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。在附图中: 图1为本发明实施例提供的一种热轧无缝钢管在线冷却工艺的内壁冷却系统的喷 水装置的结构示意图; 图2为本发明实施例提供的一种热轧无缝钢管在线冷却工艺的内壁冷却系统的吹 气装置的结构示意图; 图3为本发明实施例提供的一种热轧无缝钢管在线冷却工艺的内壁冷却系统布置 于在线冷却装置中的结构示意图。











