
技术摘要:
本发明提供一种切削液量调整装置和系统。切削液量调整装置至少取得表示机床的加工状态的数据、以及与从切削液供给装置供给的切削液相关的数据,根据取得的数据制作机器学习所使用的数据,根据所制作的数据执行与机床进行工件的加工的环境中的从切削液喷嘴喷出的切削液 全部
背景技术:
在具备至少一个切削液喷嘴的机床中,在工件的切削加工等中向该工件喷洒水溶 性或非水溶性的切削液,由此提高工具的润滑性,冷却工具或工件,清洗切屑等。在机床对 工件的加工中使用的切削液的量根据加工条件、加工内容、切削液的性质、环境温度等而不 同。因此,工作人员根据经验设定在工件加工中使用的每单位时间的适当的切削液的喷出 量。 通常,工作人员设定的每单位时间的切削液的喷出量在工件的加工中不变更。因 此,例如从喷出切削液的喷嘴对不向工件施加切削液的位置也喷出预定量的切削液,这成 为降低切削液的使用效率的原因。针对这样的问题,在日本特开2017-113849号公报中,公 开了根据从喷嘴喷出切削液的喷出范围和工件的形状调整从各个喷嘴喷出的切削液的量 的技术。 但是,在工件的加工中产生的切削热根据工具的种类、加工条件、加工目的(粗加 工还是精加工)、工件的材质等而不同,因此不考虑它们就难以为了冷却工具、工件而将切 削液的喷出量调整为适当的切削液的喷出量。 另外,切削液有水溶性的切削液、非水溶性的切削液、粘度不同的切削液等各种种 类。冷却效果、润滑效果根据切削液的种类而不同,另外,根据切削液的温度,冷却效果也产 生不同。因此,工作人员或机床必须考虑到这些各种条件,调整从各喷嘴喷出的切削液的 量。
技术实现要素:
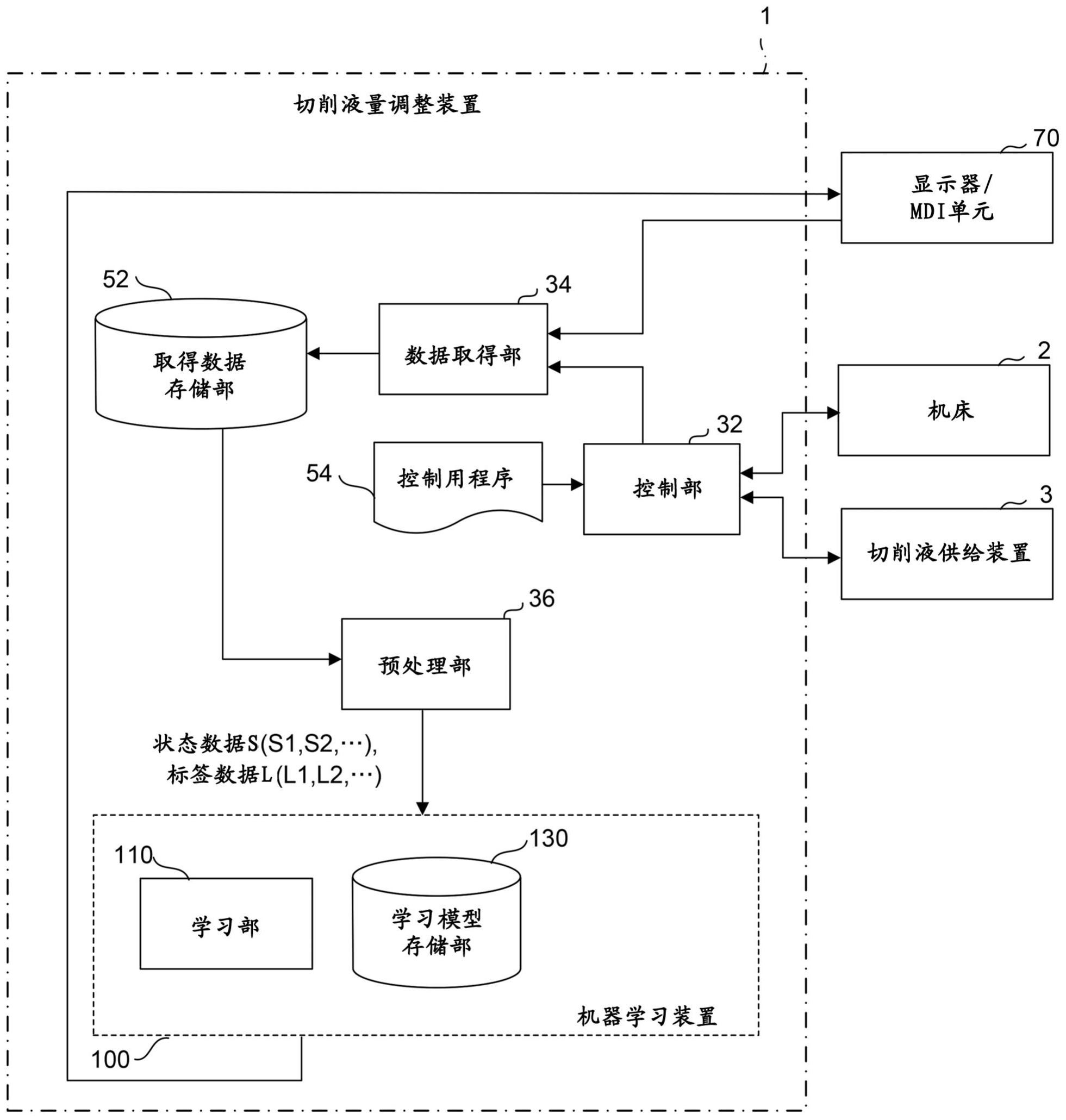
因此,本发明的目的在于:提供一种切削液量调整装置和系统,其能够考虑到通过 工件的加工产生的切削热、切削液的种类、切削液的温度等,调整为适当的切削液的喷出 量。 本发明是一种切削液量调整装置,其调整向加工工件的机床的加工区域供给切削 液的切削液供给装置所具备的至少一个切削液喷嘴喷出的切削液的喷出量,本调整装置具 备:数据取得部,其至少取得表示上述机床的加工状态的数据、以及与从上述切削液供给装 置供给的切削液相关的数据;预处理部,其根据上述数据取得部取得的数据,制作机器学习 所使用的数据;机器学习装置,其根据上述预处理部制作的数据,执行与上述机床进行上述 工件的加工的环境中的从上述切削液喷嘴喷出的切削液的喷出量相关的机器学习的处理。 或者,本发明是一种切削液调整系统,其由多个装置经由网络相互连接而成,上述 多个装置包括至少具备学习部的切削液量调整装置。 根据本发明的一个方式,能够考虑到通过工件的加工产生的切削热、切削液的种 类、切削液的温度等进行适当的切削液的喷出量的调整。 6 CN 111571302 A 说 明 书 2/17 页 附图说明 根据参照附图的以下的实施例的说明,能够了解本发明的上述以及其他目的和特 征。 图1是本发明的一个实施方式的切削液量调整装置的概要硬件结构图。 图2是本发明的第一实施方式的控制装置的概要功能框图。 图3是说明与工件相关的状态数据的图。 图4是说明与切削液喷嘴相关的状态数据的图。 图5是说明第一实施方式的学习部的动作的图。 图6是本发明的第二实施方式的切削液量调整装置的概要功能框图。 图7是说明喷出量决定部的动作的图。 图8是说明本发明的第三实施方式的学习部的动作的图。 图9是本发明的第四实施方式的切削液量调整装置的概要功能框图。 图10是本发明的第五实施方式的切削液量调整装置的概要功能框图。 图11是本发明的第六实施方式的切削液量调整装置的概要功能框图。 图12是表示包含云服务器、雾计算机、边缘计算机的3层构造的系统的例子的图。 图13是在计算机上实现的形式的切削液量调整装置的概要硬件结构图。 图14是本发明的第七实施方式的切削液量调整系统的概要结构图。 图15是本发明的第八实施方式的切削液量调整系统的概要结构图。 图16是本发明的第九实施方式的切削液量调整系统的概要结构图。











