
技术摘要:
本发明申请公开了一种新型防静电投影书写面板,包括基板、光源折射层、反光层、防静电遮光层以及防静电喷涂层,所述基板的一侧设有防静电喷涂层,所述基板的另一侧设有光源折射层,所述光源折射层远离基板的一侧设有反光层,所述反光层远离光源折射层的一侧设有防静电 全部
背景技术:
现有国内外市面上常用的投影幕俗称“抗光幕”,其主要是在一层薄膜塑料膜片上 做油漆滚涂成型,又称黑栅工艺,也称菲涅尔工艺。该工艺是目前国内、外普遍采用的工艺, 技术成熟,其缺点有: 1、由于其结构设计原因,板面的抗污性能差,不能用墨水笔写字,材质和涂料的原 因,软幕表面不能使用墨水; 2、由于其制作材料的原因,版面被摩擦接触后,容易产生静电,不仅对板内的电容 电路产生干扰,还会在板面积结大量的灰层; 3、表面硬度不高,耐磨性能差; 4、软幕形态,塑造性不强; 5、工艺复杂、制造成本高,应用范围受到局限。
技术实现要素:
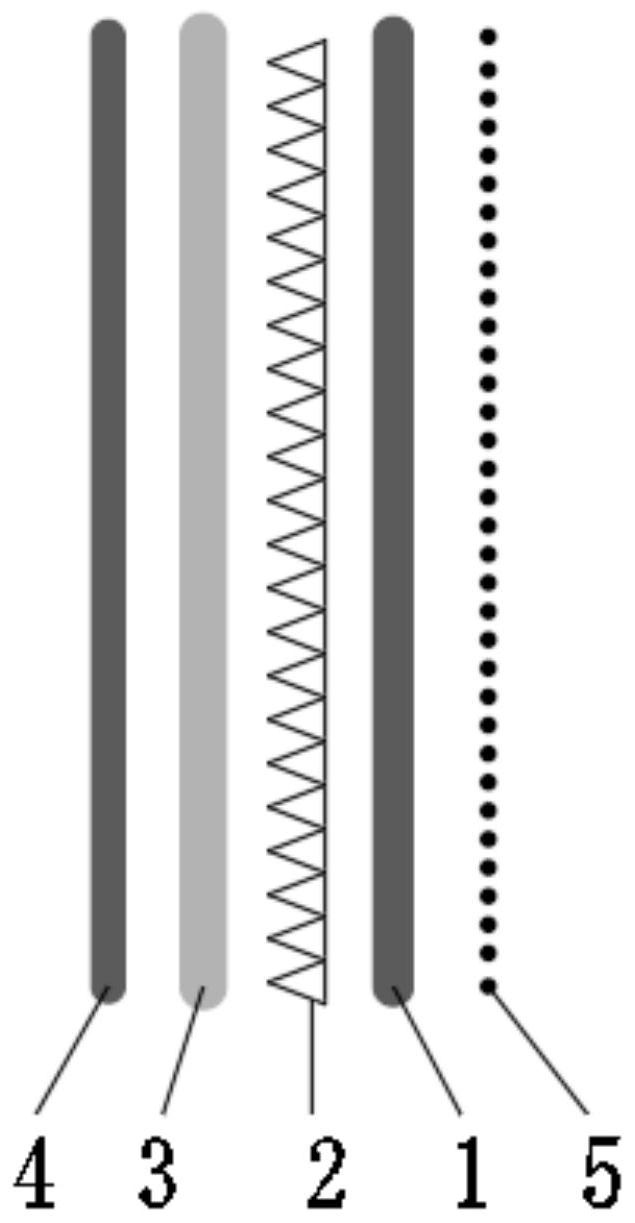
本发明意在提供一种硬度高、耐磨性还、抗污性能佳、抗静电能力强的新型防静电 投影书写面板及其制作方法。 为达到以上目的,提供如下方案: 一种新型防静电投影书写面板,包括基板、光源折射层、反光层、防静电遮光层以 及防静电喷涂层,所述基板的一侧设有防静电喷涂层,所述基板的另一侧设有光源折射层, 所述光源折射层远离基板的一侧设有反光层,所述反光层远离光源折射层的一侧设有防静 电遮光层。 进一步,所述光源折射层与基板为一体压注成型。 根据权利要求2所述的新型防静电投影书写面板,其特征在于,所述光源折射层为 密布热压在基板上的三角形波纹,所述光源折射层的三角形波纹的三角形腰长为5mm、底边 长为6mm-10mm。 进一步,所述反光层由镜面银制成。 根据权利要求1所述的新型防静电投影书写面板,其特征在于,所述基板与防静电 喷涂层之间设有由烯胺聚合物制成的中间层。 进一步,上述的新型防静电投影书写面板,其制作方法,包括如下步骤: (S1)制备基板,通过注塑工艺将聚碳酸酯颗粒压注成板材,制成基板,然后通过高 温热模压制工艺在基板的一侧压制出密集规则整齐的三角形波纹,基板设有三角形波纹的 一侧即为光源折射层,三角形波纹的尺寸为5*5*6mm-5*5*10mm; (S2)在光源折射层远离基板的一侧涂布镜面银,制成反光层; 3 CN 111574736 A 说 明 书 2/7 页 (S3)在基板远离光源折射层的一侧涂布一层烯胺聚合物,制成中间层; (S4)制备防静电喷涂料,将重量比为40%-50%脂肪族聚氨酯六丙烯酸酯、10%- 15%丙烯酸酯、20%-30%双季戊四醇六丙烯酸酯、5%-8%二氧化钛、3%-7%二氧化硅、 0.4%-3.5%光引发剂、10%-15%有机硅化合物、5%-10%氟碳树脂混合,通过搅拌机搅拌 60分钟-120分钟,搅拌机转速为200转/分钟-400转/分钟,制成防静电喷涂料; (S5)将防静电喷涂料均匀涂布在中间层远离基板的一侧,防静电喷涂料的涂布厚 度为15um-20um; (S6)将基板涂布有防静电喷涂料的一侧置于紫外光下,使用紫外光固化工艺将防 静电喷涂料固化,制成防静电喷涂层,紫外光的固化温度为100摄氏度-150摄氏度,固化时 间为1分钟; (S7)制备防静电遮光涂料,将重量比为35%-40%脂肪族聚氨酯六丙烯酸酯、 12%-15%银浆、5%-8%着色剂、10%-15%丙烯酸酯、20%-30%双季戊四醇六丙烯酸酯、 0.4%-3.5%光引发剂混合,通过搅拌机搅拌60分钟-120分钟,搅拌机转速为200转/分钟- 400转/分钟,制成防静电遮光涂料; (S8)将防静电遮光涂料均匀涂布在反光层远离基板的一侧,防静电遮光涂料的涂 布厚度为15um-20um; (S9)将涂布有防静电遮光涂料的一侧置于紫外光下,使用紫外光固化工艺将防静 电遮光涂料固化,制成防静电遮光层,紫外光的固化温度为100摄氏度-150摄氏度,固化时 间为1分钟; (S10)将固化完毕的产品进行裁切和包装。 本发明的工作原理及优点在于:通过在本新型防静电投影书写面板的两侧分别涂 布一层防静电喷涂层和防静电遮光层,能够有效增强本书写面板的表面的硬度、耐磨性、以 及抗静电性能,由于本书写面板的制作材质,使得本书写面板塑性较强,且本书写面板的制 作工艺简单、制作成本低,材料可回收循环在利用等特点,符合低碳经济、节能环保,可应用 于多种场合。 附图说明 图1为本发明新型防静电投影书写板的结构示意图。











