
技术摘要:
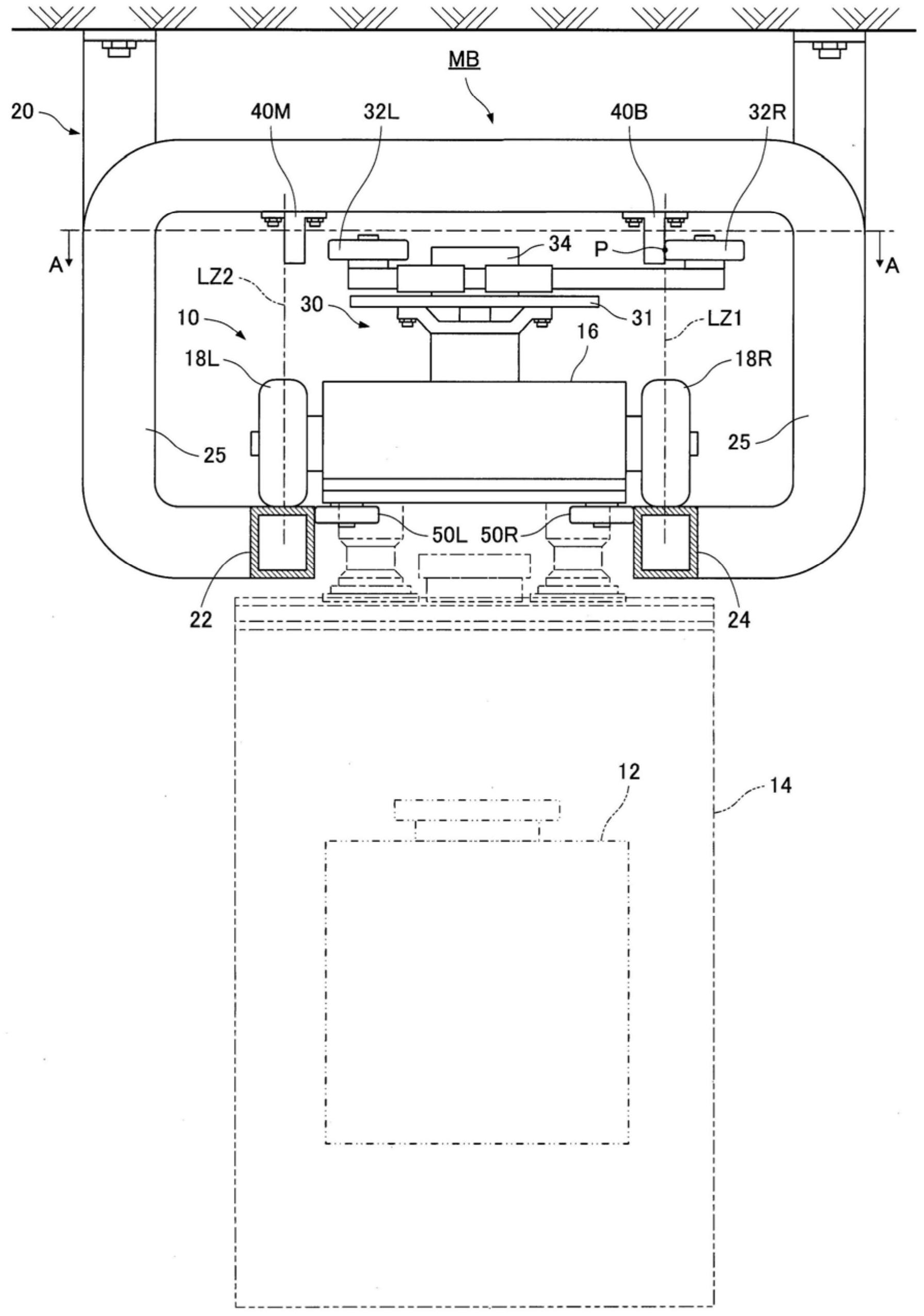
在本发明所涉及的实施方式的一例的吊顶输送车(10)中,在沿着包括主轨道和分支轨道的输送轨道行进的吊顶输送车(10)上方分别在行进方向的左侧和右侧设置有至少一个的引导辊(32L、32R),由主轨道的主导轨(40M)或者分支轨道的分支导轨(40B)的外表面引导。该主导轨(40M)或者 全部
背景技术:
以往,对于半导体制造工厂等的执行包括对物品进行输送的工序的作业的设备而 言,有时为了物品的输送而使用如图5所示的吊顶输送车80。此外,图5是示出从其行进方向 的后方观察吊顶输送车80的情形的后视图。该吊顶输送车80具有行进台车86、侧辊89L、89R 以及引导辊87。行进台车86具备左右一对的车轮88。侧辊89L、89R在行进台车86的下方设置 为左右一对。引导辊87在行进台车86的上方设置为能够沿左右方向滑动。并且,如图5中的 虚拟线所示,在行进台车86的下方连接有物品保持部84,该物品保持部84对成为输送对象 的物品82(例如对半导体基板进行收纳的壳体等)进行保持。 行进台车86的车轮88支承于左右一对的行进铁轨92、94。通过利用悬吊装置90从 设备的顶壁进行悬吊等方法而将该行进铁轨92、94设置于设备的顶壁侧。并且,行进铁轨 92、94沿着预先规定的输送轨道而形成吊顶输送车80的行进路径。车轮88在该行进铁轨92、 94上滚动,并且侧辊89L、89R沿着行进铁轨92、94的内表面(图中内侧的侧面),由此能够使 得行进台车86沿着输送轨道在设备内行进。台车86这样行进而沿着输送轨道对保持于与行 进台车86连接的物品保持部84的物品82进行输送。 另外,有时输送轨道在设备内向2个方向以上的方向分岔(分支)。在这样的情况 下,为了将吊顶输送车80向适当的分岔目的地(方向)引导,在分支地点的附近将引导铁轨 96设置于行进铁轨92、94的上方。虽然这里并未图示,但该引导铁轨96在分支地点设置为两 岔状。根据引导辊87与该两岔状的引导铁轨96的哪一侧接触并滚动(被引导)的情况而使得 吊顶输送车80的行进方向发生变化。 如前所述,图5所示的引导辊87能够沿图中的左右方向滑动,从而能够选择与引导 铁轨96的图中的右侧的侧面和左侧的侧面中的哪一方接触。对吊顶输送车80的动作进行控 制的控制器(未图示)使引导辊87沿左右方向滑动,由此选择与物品82应当被输送的目的地 相应的适当的分支目的地。 作为一例而示出了如下结构的情况:输送轨道分支出直行的主轨道和朝向右侧的 分支轨道,引导铁轨96沿着该输送轨道而分支出直线状的部分和右转的部分这两个分岔部 分。如图5所示,若以与引导铁轨96的右侧面接触的方式对引导辊87进行引导,则吊顶输送 车80由引导铁轨96的右转部分引导而朝向右侧,从而将该吊顶输送车80向分支轨道引导。 另一方面,如图5中的虚拟线所示,若以与引导铁轨96的左侧面接触的方式对引导辊87进行 引导,则吊顶输送车80由引导铁轨96的直线状的部分引导而保持原样地直行,从而将该吊 顶输送车80向主轨道引导。 为了使上述吊顶输送车80沿着预先规定的输送轨道以准确且尽量不引起振动的 方式行进,必须以准确的位置关系设置行进铁轨92、94、引导铁轨96。日本特开2018- 3 CN 111591695 A 说 明 书 2/7 页 062241号公报中公开了用于对这样的各铁轨的设置状态进行检查的铁轨检查装置。
技术实现要素:
然而,在现有技术中,即便使用如日本特开2018-062241号公报中记载的铁轨检 查装置,也难以准确地设置各铁轨。如图5中记载的那样,现有的用于对吊顶输送车80进行 引导的引导铁轨96相对于左右一对的行进铁轨92、94设置于左右方向的中央上方。因此,在 引导铁轨96的位置调整时,作业者必须在行进铁轨92、94彼此间的广阔范围内进行调整。并 且,如上所述,引导辊87有可能与引导铁轨96的左侧面接触,也有可能与右侧面接触。因此, 必须将导轨96设置为使得其左侧面和右侧面的双方处于准确的位置、朝向。难以这样将引 导铁轨96设置为双方的侧面均处于准确的位置和朝向。 利用日本特开2018-062241号公报记载的铁轨检查装置能够对引导铁轨96的一 侧的侧面和一侧的行进铁轨之间的宽度方向(左右方向)上的间隔进行检查,但是,至于另 一侧的侧面的位置是否准确地设置,若不再次对另一侧的侧面进行检查则无法获知。并且, 直至将任意侧面都设置于准确的位置为止,需要反复执行多次对铁轨位置的微调整和针对 两个侧面的检查而耗费大量工时的作业。 另外,现有的吊顶输送车80还存在如下问题:引导辊87以及引导铁轨96会在输送 轨道的分支地点附近产生磨损。在输送轨道的分支地点附近,在从分支源头过渡至分歧目 的地的区间,有时左右一对的行进铁轨92、94中的一方暂时中断。例如在吊顶输送车80按照 从直行的主轨道向朝向右侧的分支轨道分支的路径行进时,暂时从不存在图5所示的左侧 的行进铁轨92的区间通过。在该区间内未受到行进铁轨92的支承的左侧的车轮88受到重力 的作用,从而使得吊顶输送车80朝向图中的左下方向倾斜的力发挥作用。然而,如图5所示, 若引导辊87与引导铁轨96的右侧面接触,则欲使吊顶输送车80向图中的左下方向倾斜的力 由引导铁轨96的右侧面承受,从而能防止吊顶输送车80降落或倾斜。 然而,欲使吊顶输送车80向左下方向倾斜的动作会伴随有使其以右侧的车轮88与 右侧的行进铁轨94的接触点为中心点而向图中的左侧转弯的力,因此会对相对于右侧的车 轮88与右侧的行进铁轨94的接触点在左右方向上偏离的引导铁轨96的右侧面与引导辊87 的接触点施加朝向图中的左下方向的力。 即,不仅左右方向的力,上下方向的力也作用于引导铁轨96与引导辊87之间。引导 辊87的左右方向的动作由引导铁轨96限制,但上下方向的动作并未受到限制,因此,因上下 方向的力发挥作用而使得引导辊87相对于引导铁轨96的右侧面沿上下方向滑动,从而有可 能在引导辊87与引导铁轨96之间产生摩擦而导致引导辊87以及引导铁轨96的表面磨损。另 外,若因该磨损而从引导辊87以及引导铁轨96产生粉尘,则无法满足半导体制造工厂等的 输送设备所要求的高水平的清洁度。 因此,本发明的技术问题在于,提供容易调整各铁轨的位置关系、且引导辊以及引 导铁轨磨损的可能性较小的吊顶输送车。 为了解决上述技术问题,本发明所涉及的吊顶输送车的实施方式的一例沿着包括 多条主轨道以及将所述多条主轨道彼此连接的分支轨道在内的输送轨道行进,其特征在 于,所述吊顶输送车具备:至少一对的左右的行进车轮;以及引导辊,其在所述行进车轮的 上方分别在行进方向的左侧和右侧设置有至少一个,所述主轨道具备主铁轨和主导轨,所 4 CN 111591695 A 说 明 书 3/7 页 述主铁轨在其上表面对所述行进车轮进行支承,所述主导轨设置于所述主铁轨中的所述行 进车轮通过的区域的上方而对所述引导辊进行引导,所述分支轨道具备分支铁轨和分支导 轨,所述分支铁轨在其上表面对所述行进车轮进行支承,所述分支导轨设置于所述分支铁 轨中的所述行进车轮通过的区域的上方而对所述引导辊进行引导,在针对所述主导轨以及 所述分支导轨而将所述主轨道以及所述分支轨道的中心侧的侧面称为内表面、且将相反侧 的侧面称为外表面的情况下,所述引导辊由所述主导轨或者所述分支导轨的外表面引导。 另外,优选地,所述吊顶输送车可以具备在所述行进车轮的下方分别设置于行进 方向的左侧和右侧的侧辊,所述侧辊可以由所述主铁轨以及所述分支铁轨的内表面引导。 另外,优选地,所述侧辊可以针对所述引导辊的每一个在行进方向的前后方以2个 为1组而设置。 另外,优选地,所述引导辊可以设置为:当由所述主导轨或者所述分支导轨引导 时,所述引导辊与所述主导轨或者所述分支导轨的接触点在俯视时位于所述行进车轮的旋 转轴上。 另外,优选地,所述主导轨以及所述分支导轨可以设置为:所述主导轨以及所述分 支导轨的外表面在俯视时与所述行进车轮的行进方向中心线一致。 根据本发明所涉及的吊顶输送车的实施方式的一例,用于将引导辊向主轨道引导 的主导轨、和用于将引导辊向分支轨道引导的分支导轨分别单独地设置。因此,当调整主导 轨的位置时,只要仅对主铁轨的内表面与主导轨的外表面的位置关系进行调整即可,无需 考虑主导轨的内表面的位置和朝向。同样,当调整分支导轨的位置时,只要仅对分支铁轨的 内表面与分支导轨的外表面的位置关系进行调整即可,无需考虑分支导轨的内表面的位置 和朝向。进一步地,主导轨设置于主铁轨的上方,分支导轨设置于分支铁轨的上方,因此,主 导轨与主铁轨的距离以及分支导轨与分支铁轨的距离缩短,各铁轨的位置关系的调整变为 该短距离内的调整。因此,容易进行各铁轨的位置关系的调整。 另外,引导辊由在行进车轮通过的区域的上方设置的主导轨或者分支导轨引导。 因此,无论在左右一对的行进车轮的哪一方在分支轨道中未被支承的状态下,从被支承的 行进车轮与进行支承的铁轨的接触点到引导辊相对于主导轨或者分支导轨的接触点的左 右方向上的距离都缩短。因此,施加于主导轨或者分支导轨的上下方向的力减小,从而引导 辊、主导轨、分支导轨磨损、以及产生粉尘的可能性降低。 附图说明 图1是概要地示出供本发明所涉及的实施方式的一例的吊顶输送车行进的输送路 径的一部分的俯视图。 图2是示出吊顶输送车的结构的后视图。 图3是图2的A-A向视图。 图4是概要地示出引导辊由分支导轨引导的情形的俯视图。 图5是示出现有的吊顶输送车的结构的后视图。 附图标记说明 10…吊顶输送车;18L…行进车轮;18R…行进车轮;22…主铁轨;24…分支铁轨; 32L…引导辊;32R…引导辊;40M…主导轨;40B…分支导轨;50L…侧辊;50R…侧辊。 5 CN 111591695 A 说 明 书 4/7 页











