
技术摘要:
本发明属于轴承加工技术领域,具体涉及一种钢制轴承保持架一次加工成型工艺,包括定位与成型;所述定位的步骤为:将保持架毛坯件端面用夹具夹紧并定位到车铣数控机床上;所述成型包括以下步骤:a.精车外径:用车铣数控机床对夹紧并定位好的保持架毛坯件外径进行精车外径 全部
背景技术:
目前国内在轴承保持架的加工采取分工序逐步加工,主要加工步骤如下:锻造(环 形件)、粗车氧化皮、调质、磨两端面、磨外径、细车内径、钻孔、铰孔、拉方孔(镗孔)、精车外 径、精车内径、精车两端面……。由于这种重复定位,多工序分步加工,加工精度几乎没有提 升的空间而且费工费时。
技术实现要素:
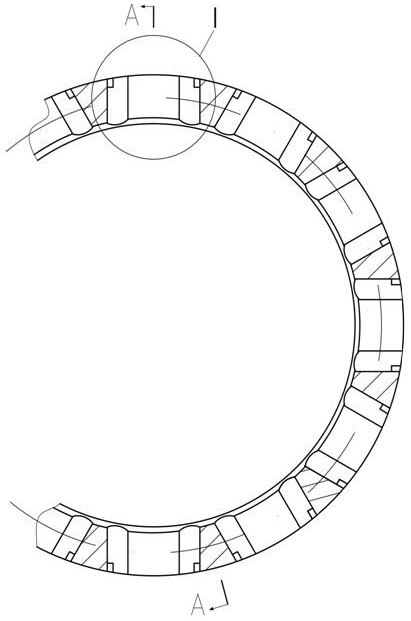
针对上述问题,本发明的目的在于,提供一种加工精度高且加工质量稳定的钢制 轴承保持架一次加工成型工艺。具体技术方案如下: 一种钢制轴承保持架一次加工成型工艺,包括定位与成型; 所述定位的步骤为:将保持架毛坯件端面用夹具夹紧并定位到车铣数控机床上; 所述成型包括以下步骤: a.精车外径:用车铣数控机床对夹紧并定位好的保持架毛坯件外径进行精车外径操 作; b.精车内径:用车铣数控机床对夹紧并定位好的保持架毛坯件内径进行精车内径操 作; c.钻孔: 用高速钢钻头在保持架壁上钻出预钻孔; d.铣兜孔:用精铣刀在预钻孔的基础上铣出兜孔。 步骤d所述兜孔为方形兜孔,即本发明所述钢制轴承保持架为圆周方孔类保持架。 进一步地,所述步骤c操作流程为:在铣出方形兜孔前,把方形兜孔所在部位的四 个角用高速钢钻头在保持架壁上分别钻出一个预钻孔,再进行步骤d的操作, 所述步骤d操 作流程为:将四个预钻孔圆心连线之间的区域用精铣刀铣掉即得到方形兜孔。4. 根据权利 要求3所述的一种钢制轴承保持架一次加工成型工艺,其特征在于: 在定位与成型前,还依 次进行了锻造、粗车氧化皮、调质、磨两端面、磨外径、细车内径的操作。 进一步地,经过步骤a所得到的保持架外径为104.4 0 -0.22mm;经过步骤b所得到 的保持架内径为84 0.20 0.09mm。 步骤d所述兜孔为球形兜孔,即本发明所述钢制轴承保持架为圆周圆孔类保持架。 进一步地,所述步骤c操作流程为:在铣出球形兜孔前,把球形兜孔所在部位用高 速钢钻头在保持架壁上钻出预钻孔,再进行步骤d的操作, 所述步骤d操作流程为:用球面 组合精铣刀将预钻孔内侧面铣削成球面即得到方形兜孔。 进一步地,在定位与成型前,还依次进行了投料、调质的操作。 进一步地,经过步骤a所得到的保持架外径为36.7 0 -0.1mm;经过步骤b所得到的 3 CN 111546016 A 说 明 书 2/4 页 保持架内径为28.9 0.1 0mm。 与现有工艺相比本发明具备以下优点: (1)大幅度提高了产品的精度且加工质量稳定。 (2)在保持架方孔加工上采用铣削加工,避开了采用拉刀来拉削方孔的传统加工 方法。 (3)节省大量加工工装,降低了劳动强度。 附图说明 下面结合附图对本发明做进一步详细说明。 图1为本发明中第一种实施例的结构示意图; 图2为图1中A-A方向的剖视图; 图3为图1中I处的局部放大图; 图4为图2中C向的放大图; 图5为本发明中第二种实施例的结构示意图; 图中所示:R-预钻孔。











