
技术摘要:
本发明提供一种全自动锁芯装配机,该装配机包括锁壳输送装置、锁芯输送装置、锁壳装配旋转夹具及其卡簧卡紧机构,所述的锁壳输送装置将其锁壳输送至锁壳装配旋转夹具上,通过锁芯输送装置落入锁壳内,并通过卡簧卡紧机构进行卡紧,本发明的配送结构简单,使用方便的特 全部
背景技术:
锁具广泛应用于人们的日常生活中,随着人们对锁具的安全保密性能要求的不断 提高,企业在插芯式锁芯的制造装配方面也相应地提出了更高的要求。鉴于目前插芯式锁 芯装配多为手工完成,由于插芯式锁芯装配过程复杂,需要大量人员大量工时。因此,现有 技术的插芯式锁芯装配过程不仅造成劳动人员的工作强度大,而且工作效率低。
技术实现要素:
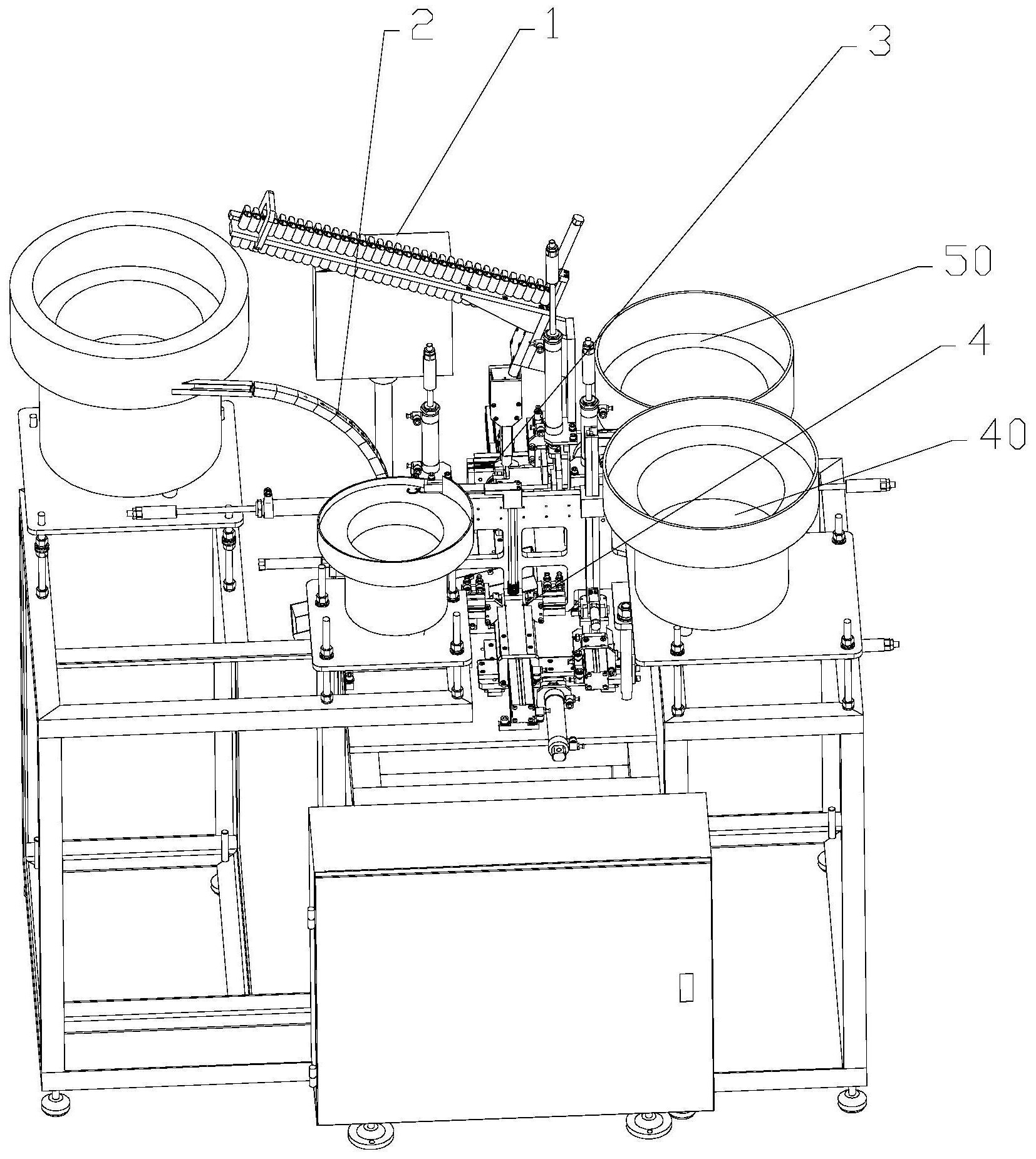
为解决上述技术问题,本发明采用如下技术方案: 一种全自动锁芯装配机,该装配机包括锁壳输送装置、锁芯输送装置、锁壳装配旋 转夹具及其卡簧卡紧机构,所述的锁壳输送装置将其锁壳输送至锁壳装配旋转夹具上,通 过锁芯输送装置落入锁壳内,并通过卡簧卡紧机构进行卡紧,所述的卡簧卡紧机构包括固 定安装在机架上的卡簧推板固定架,所述的卡簧推板固定架上通过滑轨和滑块与卡簧推板 相连接,所述的卡簧推板一端与第一驱动源的输出轴端相连接,所述的卡簧推板另一端上 设置卡簧落料槽口,所述的卡簧落料槽口两端分别设置卡紧组件。 作为进一步改进,所述的簧落料槽口上设置卡簧送料杆,且在卡簧送料杆的末端 设置卡簧限位板。 作为进一步改进,所述的锁芯输送装置包括固定设置在机架上的取料平移底板, 所述的取料平移底板上设置取料平移滑轨,所述的取料平移滑轨上通过滑块设置锁芯取料 纵向平移底板,所述的锁芯取料纵向平移底板通过设置滑轨与滑块与锁芯气爪安装底板相 连接,所述的锁芯气爪安装底板上设置锁芯抓取气爪。 作为进一步改进,所述的锁芯输送装置还包括锁芯推条,所述的锁芯推条通过设 置滑轨与滑块可活动的设置在取料平移底板上,所述的锁芯推条的末端设置锁芯放置槽 口,所述的锁芯推条的上端对应锁芯放置槽口位置设置锁芯竖直上料通道,所述的锁芯竖 直上料通道通过振动盘弧形滑板与锁芯振动盘相连。 作为进一步改进,所述的锁壳装配旋转夹具包括固定设置在机架上的旋转夹头导 轨安装板,所述的旋转夹头导轨安装板上通过设置滑轨和滑块与旋转气缸座相连接,所述 的旋转气缸座上设置180度旋转气缸,所述的旋转气缸的输出轴端设置夹持手爪。 作为进一步改进,所述的夹持手爪的上端设置锁芯定位装置,所述的锁芯定位装 置包括锁芯定位安装板,所述的锁芯定位安装板上设置气缸,当锁芯放置锁壳内时,气缸推 动活塞杆,使其活塞杆的输出端穿过锁壳上的珠孔插入锁芯上的弹珠孔,使其定位锁芯。 作为进一步改进,所述的锁芯定位安装板上还设置锁壳自动推出组件,所述的锁 壳自动推出组件包括设置在固定设置在锁芯定位安装板两端的导向杆,所述的导向杆上可 活动的设置锁壳推出块,所述的锁壳推出块与锁芯定位安装板之间设置推出弹簧,所述的 4 CN 111571204 A 说 明 书 2/3 页 推出弹簧套设在导向杆上。 作为进一步改进,所述的锁壳输送装置包括固定安装在机架上的锁壳纵向导轨安 装板,所述的锁壳纵向导轨安装板上通过滑轨和滑块与锁壳横向导轨安装板相连接,所述 的锁壳横向导轨安装板上通过设置滑轨和滑块与L形锁壳气缸安装板相连接,所述的锁壳 气缸安装板上设置锁壳抓取手爪,所述的锁壳抓取手爪上设置定位七字板。 作为进一步改进,该装配机还包括传动件传送装置和拨轮传送装置,所述的传动 件传送装置包括可活动设置在取料平移滑轨上的传动件纵向平移底板,所述的传动件纵向 平移底板上通过设置滑轨和滑块与传动件气爪安装座板,所述的传动件气爪安装座板上设 置传动件上下送料管,所述的传动件上下送料管的中部分别设置限料装置,所述的传动件 上下送料管通过设置传动件连接弧管与传动件振动盘相连接。 作为进一步改进,所述的拨轮传送装置包括通过滑轨和滑块可活动设置在机架上 的拨轮横向导轨板,所述的拨轮横向导轨板上通过滑轨和滑块设置拨轮纵向导轨板,所述 的拨轮纵向导轨板通过滑轨和滑块设置拨轮气爪滑块安装板相连接,所述的拨轮气爪滑块 安装板上设置拨轮气爪。 有益效果: 本发明的配送结构简单,使用方便的特点,通过各个部件的配合稳定有效的完成 精确装配,自动化效率高,大量减少了劳动力。 附图说明 图1为本发明的结构示意图; 图2为本发明的卡簧卡紧机构的结构示意图。 图3为本发明的卡簧推板的结构示意图。 图4为本发明的锁芯输送装置的结构示意图。 图5为本发明的锁壳装配旋转夹具的结构示意图。 图6-8为本发明的锁壳输送装置的结构示意图。 图9为本发明的拨轮传送装置的结构示意图。











