
技术摘要:
本发明公开一种脱料装置及贴标机,该脱料装置包括安装台、第一输送结构及第一抓取结构,所述第一输送结构连接于所述安装台的承压面,所述第一输送结构用于将待贴标组件传输至第一预设位置;所述第一抓取结构连接于所述安装台,所述第一抓取结构包括第一抓手件,所述第 全部
背景技术:
在实际生产过程中,针管在贴标之前都是成排的装置在托盘(类似蜂槽结构)上, 然后将将整个托盘装设在安装盒内。 需要对针管进行贴设标签时,传统的贴标方法中,需要人工逐一的取出针管然后 才能进行贴标处理,针管的取出工序效率较低。
技术实现要素:
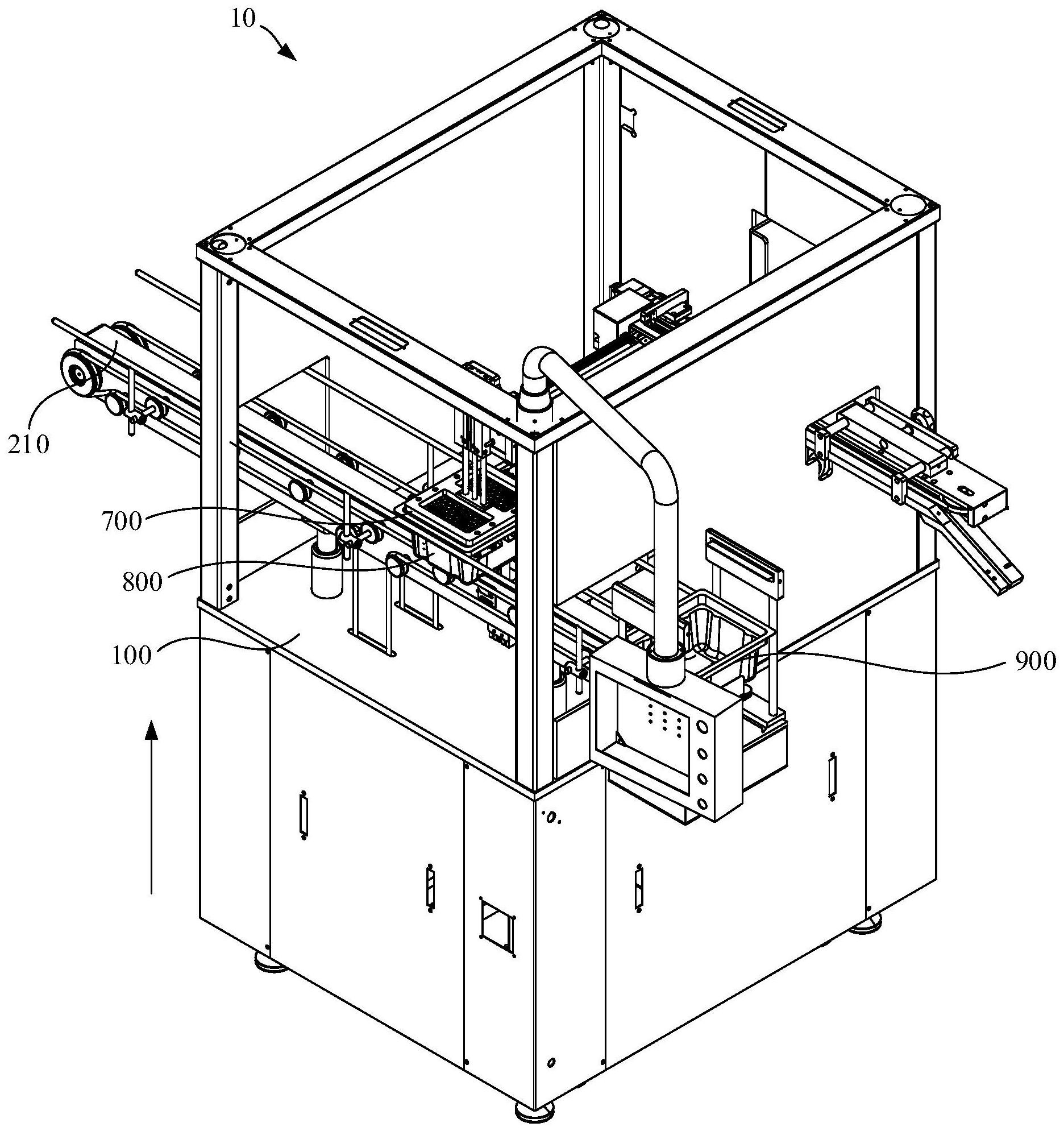
基于此,针对传统的贴标方法中,需要人工的逐一的取出针管进行贴标处理,贴标 效率较低的问题,提出了一种脱料装置及贴标机,该脱料装置及贴标机在使用时,可以高效 的取出待贴标件。 具体技术方案如下: 一方面,本申请涉及一种脱料装置,包括:安装台、第一输送结构及第一抓取结构, 所述第一输送结构连接于所述安装台的承压面,所述第一输送结构用于将待贴标组件传输 至第一预设位置;所述第一抓取结构连接于所述安装台,所述第一抓取结构包括第一抓手 件,所述第一抓手件与所述第一输送结构的输送部沿所述安装台的高度方向间隔设置,所 述第一抓手件可相对所述安装台移动以抓取所述待贴标组件中的待贴标件。 下面进一步对技术方案进行说明: 在其中一个实施例中,还包括第二抓取结构,所述第一输送结构包括第一输送件 及第二输送件,所述第一输送件及所述第二输送件均连接于所述安装台,且所述第一输送 件与所述第二输送件衔接配合,所述第一输送件用于输送装设有所述待贴标组件的安装盒 至第二预设位置,所述第二抓取结构用于将所述待贴标组件从所述安装盒内抓取至所述第 二输送件,所述第二输送件用于将待贴标组件输送至第一预设位置。 在其中一个实施例中,所述第二抓取结构包括第二抓手件,所述第二抓手件与所 述第一输送件的输送部沿所述安装台的高度方向间隔设置,所述第二抓手件可相对所述安 装台移动以抓取所述待贴标组件。 在其中一个实施例中,所述第一抓手件包括安装座、第一夹持体和第二夹持体,所 述第一夹持体和所述第二夹持体间隔设置于所述安装座并形成用于夹持所述待贴标件的 夹持槽;还包括: 第二输送结构,所述第二输送结构连接于所述安装台;及 推料机构,所述推料机构用于将位于所述夹持槽内的所述待贴标件推送至所述第 二输送结构。 在其中一个实施例中,所述第二输送结构与所述推料机构的推料部相对所述安装 台的承压面的高度均大于所述第二输送件相对于所述安装台的承压面的高度,所述第一抓 4 CN 111606023 A 说 明 书 2/7 页 手件能够相对所述安装台移动以使所述第二输送结构的进料端与所述夹持槽的出口衔接 配合,所述推料机构的推料部可相对所述夹持槽移动用于将位于所述夹持槽内的所述待贴 标件推送至所述第二输送结构。 在其中一个实施例中,所述推料机构还包括第一驱动机构,所述推料部包括连接 体及推料体,所述第一驱动机构设置于所述安装台,所述连接体的一端与所述第一驱动机 构连接,所述连接体的另一端与所述推料体的一端连接,所述推料体的另一端朝向所述夹 持槽,且所述连接体与所述推料体呈夹角设置,所述第一驱动机构驱动所述连接体移动以 带动所述推料体移动。 在其中一个实施例中,还包括控制器,所述控制器与第一抓取结构、第一驱动机 构、第一输送件、第二输送件及第二抓取结构均通信连接。 在其中一个实施例中,还包括第二驱动机构,所述第二驱动机构用于驱动所述第 一抓手件相对所述安装台移动,所述第二驱动机构与所述控制器通信连接。 在其中一个实施例中,所述第二驱动机构包括: 摆杆; 驱动凸轮,所述驱动凸轮与所述摆杆的一端连接以驱动所述摆杆摆动; 限位件,所述限位件设有用于与所述安装台连接的连接部; 顶杆,所述顶杆可移动地设置于所述限位件,且所述顶杆的一端用于与所述第一 抓手件连接;及 连杆,所述连杆的一端与所述顶杆的另一端转动连接,所述连杆的另一端与所述 摆杆的另一端转动连接。 另一方面,本申请还涉及一种贴标机,包括上述任一实施例中的脱料装置。 上述脱料装置及贴标机在使用时,通过第一输送结构将所述待贴标组件输送至第 一预设位置,然后所述第一抓手件相对所述第一输送结构移动并抓取所述待贴标组件中的 待贴标件,进而实现取出待贴标件,提升取出待贴标的效率。 附图说明 构成本申请的一部分附图用来提供对本发明的进一步理解,本发明的示意性实施 例及其说明书用于解释说明本发明,并不构成对本发明的不当限定。 为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中使用的附 图做简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域 技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。 此外,附图并不是1:1的比例绘制,并且各个元件的相对尺寸在附图中仅示例地绘 制,而不一定按照真实比例绘制。 图1为一实施例中脱料装置的结构示意图; 图2为另一实施例中脱料装置的结构示意图; 图3为另一实施例中脱料装置的结构示意图; 图4为一实施例的第二抓取结构的示意图; 图5为另一实施例中脱料装置的结构示意图; 图6为图5中A的局部放大示意图。 5 CN 111606023 A 说 明 书 3/7 页 附图标记说明: 10、脱料装置;100、安装台;200、第一输送结构;210、第一输送件;220、第二输送 件;300、第二输送结构;310、第二输送结构的进料端;400、第一抓取结构;410、第一抓手件; 412、第一夹持体;414、第二夹持体;416、安装座;420、第二驱动机构;421、摆杆;422、驱动凸 轮;423、限位件;424、顶杆;425、连杆;500、第二抓取结构;510、第二抓手件;600、推料机构; 610、推料部;612、连接体;614、推料体;700、待贴标组件;710、待贴标件;800、安装盒;900、 收集件。











